Изобретение относится к технологии машиностроения к обработке металлов давлением и резанием, в частности к изготовлению оснастки и инструмента для комбинированного формообразования внутренних резьб пластическим деформированием - накатыванием и тонким растачиванием с использованием импульсной нагрузки на инструмент.
Известен метчик с открытым контуром для изготовления резьбы методом пластической деформации, снабженный участками с замкнутым контуром и стружечными канавками, образующими участки, работающие методом снятия стружки, при этом стружечные канавки расположены на всей рабочей части, а участки с замкнутым контуром выполнены на части ширины пера, начинающейся у режущей кромки и составляющей примерно 0,15-0,2 D, где D - номинальный диаметр метчика [1].
Известная конструкция метчика отражает прогрессивную тенденцию концентрации операций, однако не использует всех возможностей повышения точности обработки, вытекающей из физической сущности растачивания металла при его пластической деформации.
Задачей изобретения является расширение технологических возможностей изготовления крупных трапецеидальных, упорных и др. внутренних резьб на заготовках из материалов с пониженной пластичностью путем повышения глубины упрочнения комбинированной деформирующережущей обработки, где режущая обработка служит для удаления разрушаемого волнообразованием при пластическом деформировании наиболее дефектного поверхностного слоя, повышение степени упрочнения и снижение высоты микронеровностей обрабатываемой поверхности, используя импульсную нагрузку при передачи крутящего момента на метчик, позволяющую увеличить контактную выносливость, производительность, КПД и снизить энергоемкость процесса.
Поставленная задача решается с помощью предлагаемого устройства для внутреннего резьбонакатывания крупной резьбы методом пластической деформации, состоящее из метчика с открытым контуром и участками, работающими методом снятия стружки, и привода вращения метчика, при этом внутренний диаметр резьбы метчика на участке заборного конуса меньше внутреннего диаметра, установленного ГОСТом, на удвоенную величину дефектного поверхностного слоя, образующегося на вершине витка накатываемой резьбы, при этом участки, работающие методом снятия стружки, снабжены резцами, установленными на последнем витке заборного конуса и первом витке калибрующей части, и формируют плоскосрезанную вершину профиля накатываемой резьбы, а режущие кромки располагают в зоне образования волны пластически деформируемого металла с возможностью полного срезания волны, при этом метчик имеет продольное центральное отверстие и поперечные отверстия с возможностью принудительной подачи смазочно-охлаждающей жидкости под давлением в зону резания на переднюю поверхность резцов, кроме того, устройство привода вращения метчика снабжено обгонной муфтой, состоящей из обоймы, ступицы и роликов, при этом ступица жестко закреплена на шпинделе привода, а обойма подвижно на подшипниках установлена на ступице и снабжена наклонными к продольной оси шлицами, расположенными на наружной поверхности, которые взаимодействуют с наклонными шлицами шлицевого отверстия втулки, охватывающей обойму и по скользящей посадке установленной в корпусе привода на направляющих шпонках, с возможностью возвратно-поступательного движения, позволяющее импульсно увеличивать скорость вращения шпинделя под действием импульсной продольной силы и пружины сжатия.
Особенности конструкции устройства для внутреннего резьбонакатывания и ее работа поясняются чертежами.
На фиг.1 представлена конструкция метчика для накатывания с одновременным растачиванием крупной трапециидальной резьбы, общий вид; на фиг.2
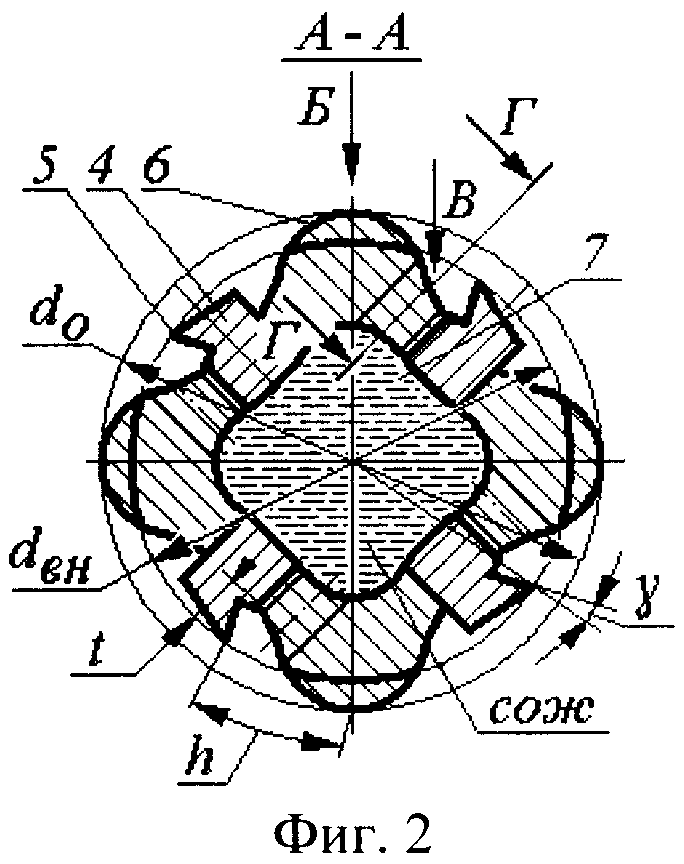
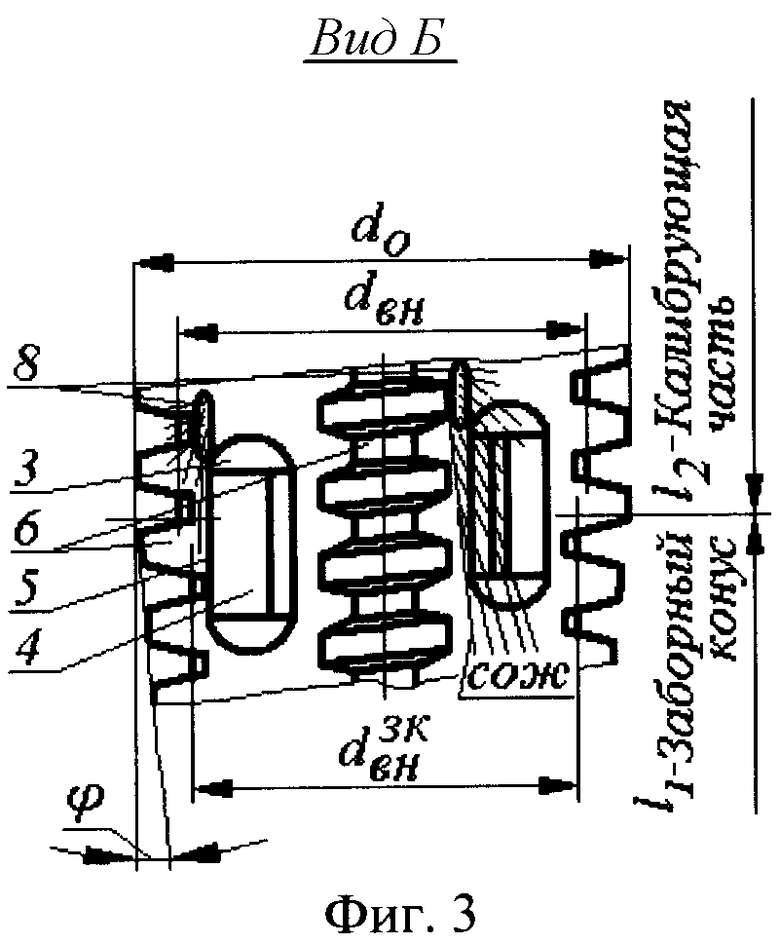
- поперечный разрез по А-А на фиг.1; на фиг.3 - вид по Б на фиг.2; на фиг.4
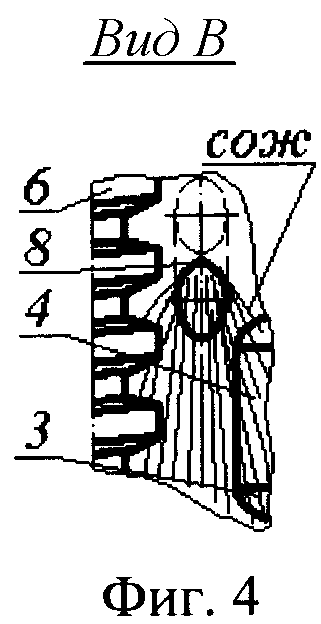
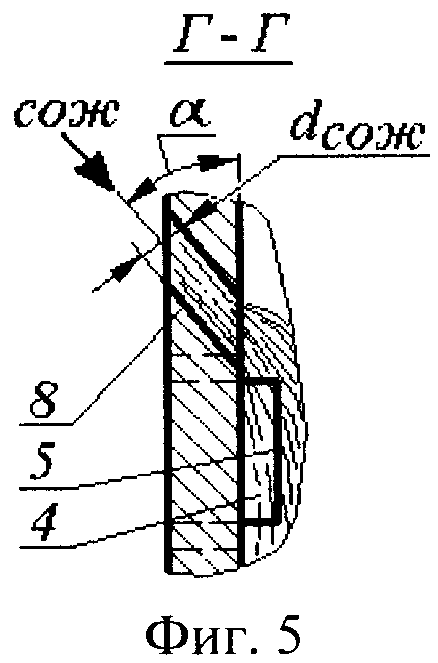
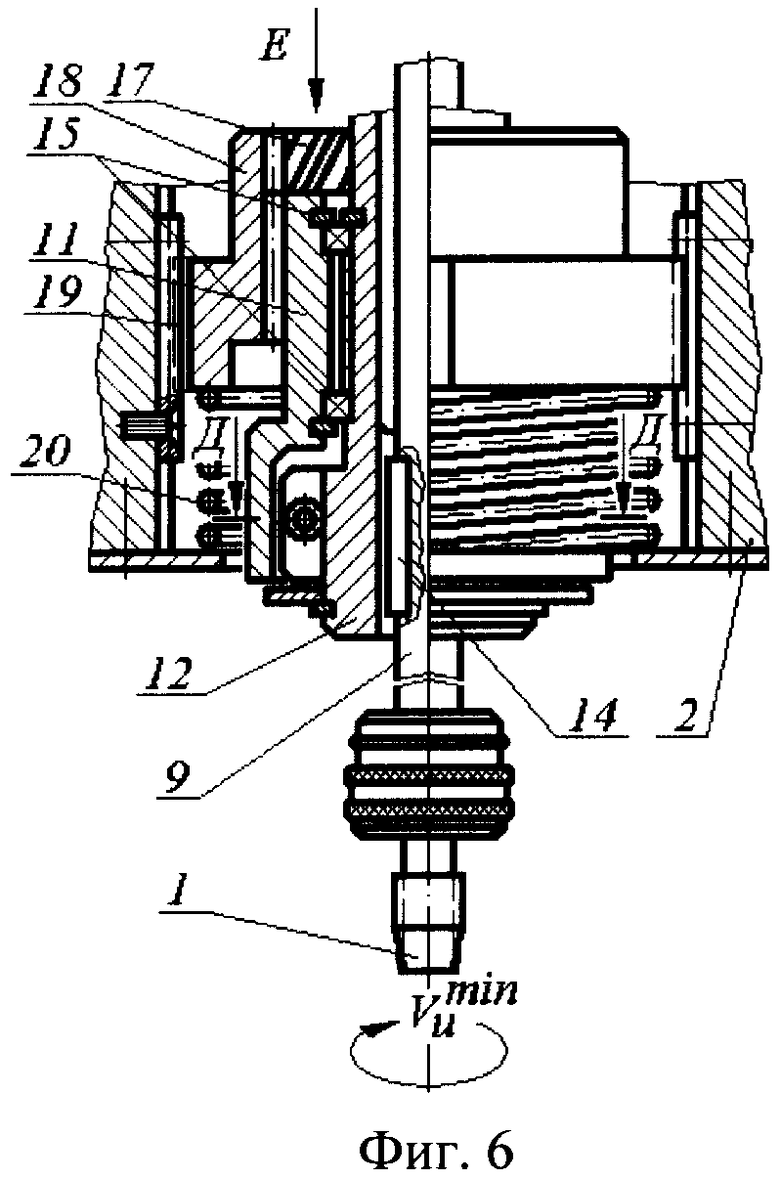
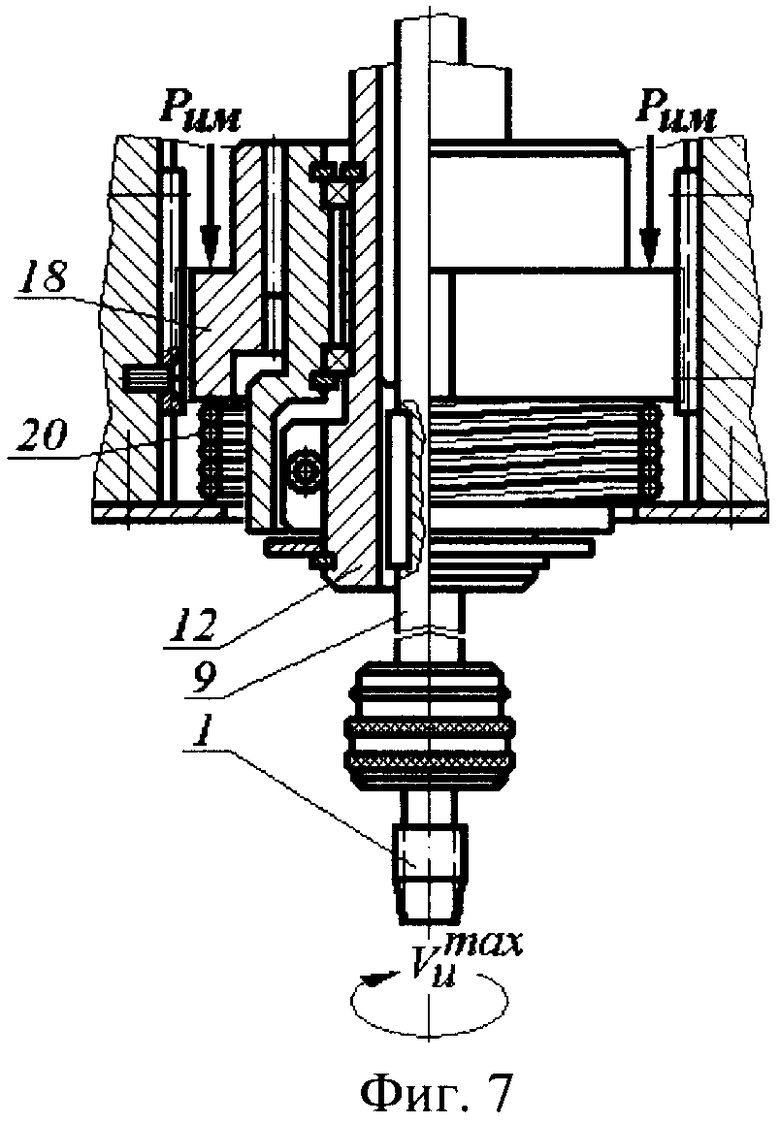
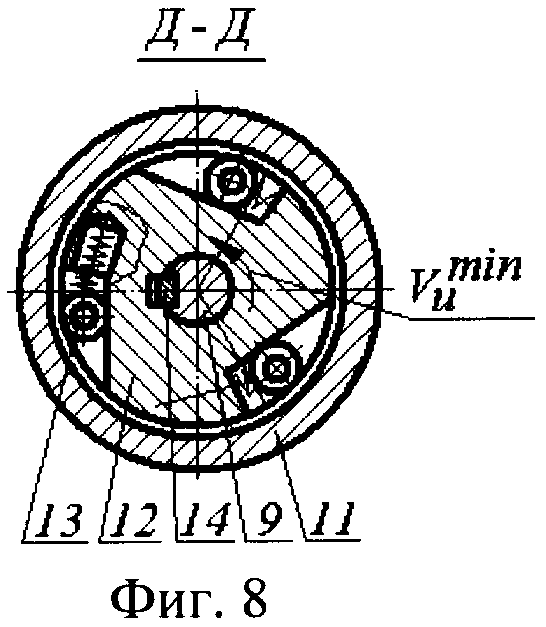
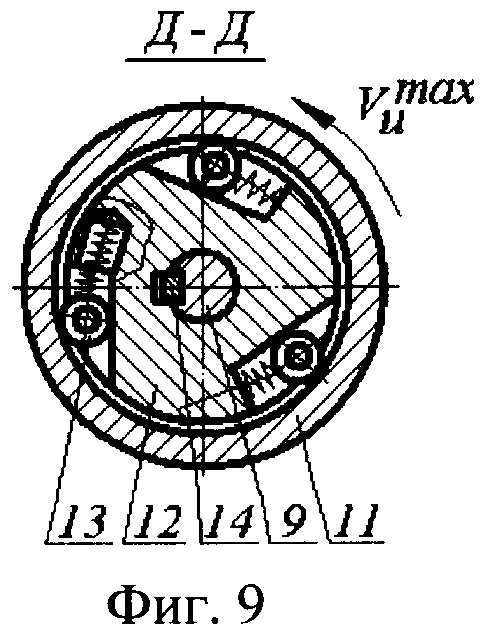
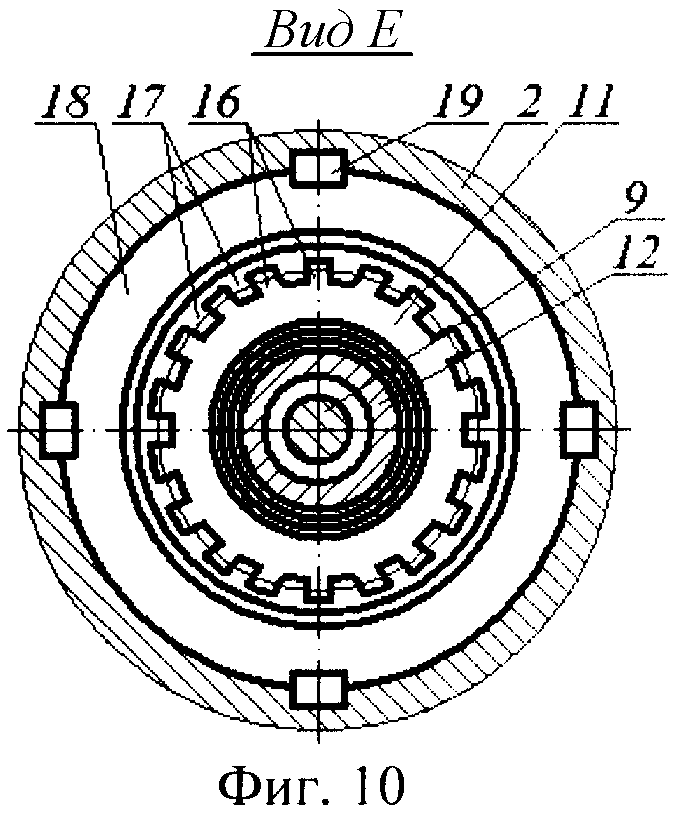
- вид по В на фиг.2; на фиг.5. - сечение по Г-Г на фиг.2; на фиг.6 - общий вид предлагаемого устройства привода импульсного накатывания с одновременным растачиванием крупной трапециидальной резьбы метчиком, частичный продольный разрез; на фиг.7 - общий вид устройства в рабочем положении при действии импульсной силы РИМ; на фиг.8 - поперечный разрез по Д-Д на фиг.6; на фиг.9 - поперечный разрез по Д-Д на фиг.6, обгонная муфта при действии импульсной силы РИМ; на фиг.10 - вид по Е на фиг.6.
Предлагаемое устройство служит для накатывания крупных внутренних резьб с одновременным тонким растачиванием вершин внутренней резьбы с целью удаления разрушаемого волнообразованием при пластическом деформировании наиболее дефектного поверхностного слоя, чем исключается разрушение поверхности даже при накатывании с большими натягами, с использованием импульсной нагрузки при передачи крутящего момента на метчик.
Устройство состоит из метчика 1 с открытым контуром и участками, работающими методом снятия стружки, и привода 2 вращения метчика.
Резьбонакатной метчик 1 имеет участки 3, работающие методом снятия стружки. Эти участки снабжены резцами 4 с режущими кромками 5. Режущая кромка 5 резца 4 участка расположена на последнем витке заборного конуса - l1 и на первом витке калибрующей части - l2. Участки с резцами находятся во впадинах между перьями 6 метчика. На фиг.1-3 изображен метчик с четырехгранной формой поперечного сечения рабочей части, и имеющий четыре пера 6. Такую форму (см. [2], рис, 3.36,в) предварительно получают на затыловочных станках, резьба на метчике нарезается без затылования. В некоторых случаях рекомендуется профиль заготовки метчика в поперечном сечении образовывать штамповкой (см. [2], рис.3.36, г; с.226-235), с последующим шлифованием резьбы.
Внутренний диаметр dBH резьбы метчика на участке заборного конуса l1 выполнен меньше внутреннего диаметра, установленного ГОСТом, на удвоенную величину дефектного поверхностного слоя, образующегося на вершине витка накатываемой резьбы (см. ниже). Конструкция и размеры традиционных бесстружечных метчиков для накатывания метрических резьб устанавливаются ГОСТами: 18839-73, 18840-73, 18841-73, 18842-73, 18843-73, 18844-73.
Резцы 4, режущих участков 3, крепятся в пазах корпуса, расположенных во впадинах между перьями 6. Резцы могут быть установлены:
неподвижно - без возможности регулирования вылета режущей кромки и вершины резца и настройки на диаметр dВН, например, припаиванием и др. (см. фиг.2-4);
с возможностью регулирования вылета режущей кромки и вершины резца в размер dBН, например, механическим креплением пластин твердого сплава (не показан) и др. известными способами.
С целью снижения сил резания, повышения стойкости резцов и повышения качества обрабатываемой поверхности резцы имеют оптимальные передний γ и задний углы.
Режущие кромки 5 служат для удаления разрушаемого волнообразованием при пластическом деформировании наиболее дефектного поверхностного слоя, образующегося на вершине витка накатываемой резьбы, и формируют плоскосрезанный профиль внутреннего диаметра накатываемой резьбы.
Режущие кромки 5 расположены в зоне образования волны пластически деформируемого металла с возможностью полного срезания волны от вершины до наружного диаметра накатываемой резьбы.
Режущие кромки расположены на последнем витке заборного конуса, когда профиль витка почти полностью сформировался, и на первом витке калибрующей части на внутреннем диаметре dBН метчика, равным наружному диаметру накатываемой внутренней резьбы заготовки.
С целью эффективного накапливания дефектного поверхностного слоя, располагающегося на вершине профиля накатываемой резьбы в зоне заборного конуса, с последующим гарантированным удалением его, выполняем внутренний диаметр резьбы метчика на участке заборного конуса меньше внутреннего диаметра, установленного ГОСТом, на удвоенную величину дефектного поверхностного слоя, образующегося на вершине витка накатываемой резьбы.
Режущие кромки располагают в зоне образования волны пластически деформируемого металла с возможностью полного срезания волны от вершины до наружного диаметра накатываемой резьбы и на расстоянии h в поперечном направлении от продольного сечения с полным контуром резьбы, определяемым механическими свойствами металла и параметрами обработки (см. фиг.2).
При внедрении в заготовку витков заборного конуса метчика металл из впадин накатываемой резьбы на заготовке выдавливается и формируются выступы, с приложением больших усилий к деформирующему метчику. Пластическое деформирование под действием больших усилий вызывает волнообразование, причем на вершине волны происходит ужесточение показателя напряженного состояния, а следовательно, снижения запаса пластичности металла, что приводит к разрушению поверхностного слоя ([3] гл.4 и 5).
Исключить возможность разрушения поверхностного слоя при накатывании с большими натягами и управлять пластическим волнообразованием возможно несколькими способами ([3] с.272…277). Наиболее исследованным в настоящее время является срезание части пластической волны - размерное совмещенное накатывание и тонкое растачивание.
Сущность его заключается в том, что в зону образования волны вводят режущие кромки, расположенные на внутренней поверхности витков резьбы метчика. Режущие кромки срезают выдавленный металл толщиной, подверженной пластическому волнообразованию. Первые режущие кромки, расположенные во впадинах между перьями, на последнем витке заборного конуса подрезают волну на ее полную толщину. Последующие режущие кромки, расположенные на первом витке калибрующей части, зачищают вершины накатываемых витков резьбы, которые проходят калибрование и окончательное формирование резьбы.
В принципе предлагаемое размерное совмещенное накатывание и тонкое растачивание отличается от традиционных методов обработки, основанных на последовательной работе метчика и резца, следующими признаками:
- при подрезании волны на вершинах внутренней резьбы удаляется наиболее дефектный слой, чем исключается возможность дальнейшего разрушения поверхности даже при резьбонакатывании с большими натягами;
- возможность в более широких пределах, чем при обычных методах резьбонакатывания, управлять параметрами поверхностного слоя;
- наряду с традиционными технологическими факторами резьбонакатывания - скоростью, подачей, натягом и другими - совмещенная обработка имеет дополнительный технологический фактор - точность настройки режущей кромки, т.е. разность диаметра, полученного резанием, и окончательно полученным диаметром dВН внутренней резьбы.
Обработка предлагаемым метчиком отличается от обычного резьбонакатного метчика своеобразной схемой удаления припуска, расположенного на вершине профиля раскатываемой резьбы, предопределяющей особенность формирования параметров упрочнения.
Эта особенность заключается в том, что часть поверхностного слоя во внеконтактной зоне волны накапливает деформацию лишь до встречи с режущей кромкой. Затем эта часть поверхностного слоя, имеющая наибольшую поврежденность, срезается, и в контакт с резьбонакатным инструментом вступает нижерасположенный слой. В связи с этим на обработанной поверхности вершин витков не обнаруживается следов разрушения даже при значительных натягах.
Другой отличительной особенностью обработки предлагаемым метчиком является формирование размеров очага деформации по геометрическому подобию в более широком интервале варьирования технологических факторов, чем обычное резьбонакатывание.
Подрезка волны способствует существенному увеличению поверхностно-упрочненного слоя при одинаковых размерах резьбонакатных метчиках, а следовательно, одинаковых силах обработки.
При конструировании метчика особое внимание было уделено размерам канавок перед передней поверхностью резцов, куда первоначально попадает срезанная стружка. На величину вылета t резца (см. фиг.2), т.е. глубину стружечной канавки, влияет толщина и форма снимаемой стружки, ее усадка, количество и расположение. Стружка должна свободно располагаться в стружечных канавках и впадинах между перьями метчика и вымываться смазочно-охлаждающей жидкостью (СОЖ), обязательно подаваемой под давлением в зоны резания и пластического деформирования, иначе стружка будет попадать под деформирующие витки метчика, что приведет к браку изготовляемых изделий, к заклиниванию и поломке метчика.
Предлагаемый метчик выполнен пустотелым, имеет продольное центральное отверстие 7 и поперечные отверстия 8 с возможностью принудительной подачи СОЖ под давлением в зону резания на переднюю поверхность резцов.
С целью лучшего смывания и удаления стружки поперечные отверстия 8 выполнены диаметром dСОЖ под углом α к продольной оси. По пустотелому шпинделю 9 (см. фиг.6) СОЖ под давлением попадает в центральное продольное отверстие метчика. Для поддержания давления СОЖ на должном уровне и передачи его в поперечные отверстия 9 передний торец метчика закрыт заглушкой 10.
Удаляемый дефектный полуразрушенный поверхностный слой, находящийся в напряженном состоянии, с пониженным запасом пластичности металла, при его срезании резцом дает элементную, сыпучую стружку, которая легко смывается струей СОЖ, подаваемой под давлением на переднюю поверхность резцов. Обильный поток СОЖ по впадинам между перьями метчика выводит и удаляет стружку из зон резания и накатывания резьбового отверстия.
Результаты экспериментального и теоретического исследования толщины упрочненного слоя накатанной трапецеидальной резьбы метчиком с использованием переменной импульсной скорости приведены в таблице №1, обрабатывались гайки из стали 45.
Полученные результаты согласуются и совпадают с данными источника [3] с.272-277, рис.6.23,б.
Анализ результатов исследования глубины проникновения пластической деформации при резьбонакатывании метчиком с подрезкой волны и сопоставление их с аналогичными результатами обычного резьбонакатывания показывает, что подрезка волны позволяет при одинаковых силах обработки несколько снизить интенсивность накопленной деформации в поверхностном слое и увеличить глубину ее проникновения.
С целью расширения технологических возможностей внутреннего резьбонакатывания крупных резьб предлагается оказывать динамическое воздействие деформирующих элементов - витков метчика на раскатываемую внутреннюю резьбовую поверхность заготовки, вместо статического воздействия, используемого при традиционном резьбонакатывании.
В предлагаемое устройство привода вращения метчика входит обгонная муфта, состоящая из обоймы 11, ступицы 12 и роликов 13. При конструировании муфты за основу можно взять конструкцию обгонной муфты свободного хода, роликовую по нормали машиностроения МН 3-61 [4].
Ступица обгонной муфты жестко закреплена на шпинделе 9 привода, например, с помощью шпонки 14. Обойма обгонной муфты подвижно на подшипниках 15 установлена на ступице 12 и снабжена наклонными к продольной оси шлицами 16, расположенными на наружной поверхности, которые взаимодействуют с наклонными шлицами 17 шлицевого отверстия втулки 18, охватывающей обойму и по скользящей посадке установленной в корпусе 2 привода на направляющих шпонках 19, с возможностью возвратно-поступательного движения под действием импульсной силы РИМ и пружины 20 сжатия.
При действии импульсной силы РИМ на торец втулки 18, она переместится сверху вниз (согласно фиг.6 и 7), при этом преодолевается сопротивление пружины сжатия 20 и последняя сжимается. Втулка скользит в отверстии корпуса 2 по направляющим шпонкам 19, и наклонные к продольной оси шлицы 17 увлекают за собой шлицы 16, принадлежащие обойме 11, последняя начинает вращаться со скоростью VИ max Вращающаяся со скоростью VИ max обойма 11 обгоняет вращающуюся со скоростью VИ max ступицу, ролики 13, перекатываясь в пазах ступицы, заклинивают, и ступица начинает вращаться с VИ max (см. фиг.9).
Предлагаемое устройство для привода резьбонакатного метчика с режущими кромками работает в двух режимах: в режиме статического крутящего момента и в режиме использования импульсного крутящего момента. При воздействии на шпиндель статической нагрузки метчик равномерно вращается со скоростью VИ min. При воздействии на шлицевую втулку импульсной нагрузки РИМ с частотой f, создаваемой внешними силами (не показаны), на метчик воздействует импульсный крутящий момент и метчик разгоняется до скорости VИ max.
Во время рабочего хода при действии только статической нагрузки, воздействующей на метчик, деформирующие витки заборной части внедряются в заготовку и медленно со скоростью VИ min пластически деформируют металл.
Ударная импульсная нагрузка РИМ, накладываемая на равномерное вращательное движение деформирующих витков метчика, приводит к возникновению окружных растягивающих и радиально сжимающих напряжений, позволяющие значительно увеличить глубину упрочненного слоя, повысить степень упрочнения и снизить высоту микронеровностей обрабатываемой резьбовой поверхности.
Предлагаемое импульсное устройство привода вращения резьбонакатного метчика эффективно обрабатывает пластическим деформированием - накатыванием резьбы с большим упрочнением поверхностного слоя и на большую глубину, чем при обычном раскатывании. Повышается качество обработанной поверхности.
Импульсный привод метчика и его возможности комбинированной обработки (поверхностным пластическим деформированием и резанием) ведет к уменьшению габаритов оснастки и инструмента.
Глубина упрочненного слоя предлагаемым устройством с комбинированным метчиком увеличивается и достигает 1,5…2,5 мм, что значительно (в 3…4 раза) больше, чем при традиционном статическом резьбонакатывании.
Наибольшая степень упрочнения составляет 25…30%. В результате импульсной обработки по сравнению с традиционным резьбонакатыванием эффективная глубина слоя, упрочненного на 20% и более, возрастает в 2…2,6 раза, а глубина слоя, упрочненного на 10% и более - в 1,6…2,2 раза.
Пример. Обрабатывалась заготовка - гайка с резьбой Трап 50×6 ГОСТ 9484-73 высотой 55,0 мм, изготовленная из конструкционной стали твердостью НВ200. Заготовку устанавливали в машинных тисках, а метчик - в быстросменном патроне ГОСТ 14077-83 с быстросменной переходной жесткой втулкой для метчиков ГОСТ 15936-70. Патрон закрепляли на шпинделе вертикально-сверлильного станка мод. 2Р135Ф2-1 с шестипозиционной револьверной головкой, крестовым столом и числовым программным управлением. На шпинделе смонтировано предлагаемое устройство с обгонной роликовой муфтой свободного хода, выполненной по нормали машиностроения МН 3-61 [4]. Энергия ударов по шлицевой втулке составляла А=160 Дж, сила ударов - РИМ=260 кН, частота ударов f=18 Гц.
Использовали резьбонакатной метчик, который изготовляли из быстрорежущей стали Р6М5 ГОСТ 19265-73, а для снижения себестоимости изготовления конструкцию выполнили сварной с хвостовиком из стали 45 и центральным отверстием. Резцы использовали токарные чистовые широкие с пластинками из твердого сплава Т5К10 по ГОСТ 18881-73.
Метчику сообщали вращательное движение VИ min=39,6 м/мин (nИ=126 мин-1) и продольную подачу - Sпр=6 мм/об. При импульсной нагрузке скорость вращательного движения шпинделя с метчиком увеличивалась и доходила до VИ max=79 м/мин (nи=250 мин-1).
Испытаниями установлено, что размеры накатанной резьбы стабильны и соответствуют требуемому квалитету точности, стойкость инструмента соответствует нормам стойкости инструмента для стандартных резьбонакатных метчиков, высота шероховатости резьбовой поверхности соответствует требованиям чертежа. Толщина упрочненного слоя накатанной трапецеидальной резьбы с шагом Р=6 мм, предлагаемым метчиком с тонким растачиванием волны, составила h=3,24 мм (см. таблица №1), при этом толщина упрочненного слоя трапецеидальной резьбы, накатанного обычным метчиком - 1,91 мм.
Предлагаемое устройство с резьбонакатным метчиком с режущими элементами имеет относительно простую конструкцию и позволяет накатывать крупные резьбы в том числе на заготовках из труднообрабатываемых или предварительно упрочненных материалов с высокой производительностью и качеством. Подрезка волны в очаге деформации позволяет снизить интенсивность накопленной деформации в поверхностном слое и увеличить глубину ее проникновения. Метчик обеспечивает возможность резьбодеформирующей обработки с рациональными и оптимальными режимами, позволяет снизить себестоимость изготовления резьбовой поверхности, повысить качество, производительность процесса благодаря одновременному последовательному накатыванию внутренней резьбы и тонкому растачиванию ее вершин, с использованием импульсной нагрузки на инструмент, увеличивающей его срок стойкости.
Источники информации
1. А.с. СССР №304076. МПК В23G 5/06. Метчик. Г.П.Урлапов, В.М.Меньшаков, В.С.Середа. Заявка №1286822 (25-8), 04.12.1968; 16.08,1971. Бюл. №17.
2. Киричек А.В., Афонин А.Н. Резьбонакатывание. Библиотека технолога. М.: Машиностроение. 2009. 312 с.
3. Смелянский В.М. Механика упрочнения деталей поверхностным пластическим деформированием. - М.: Машиностроение, 2002, 300 с.
4. Анурьев В.Н. Справочник конструктора-машиностроителя. В 3-х т. Т. 2. - 5-е изд., перераб. и доп. - М.: Машиностроение, 1980. С.215-226.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ВНУТРЕННИХ РЕЗЬБ | 2012 |
|
RU2521758C2 |
| РЕЗЬБОНАКАТНОЙ МЕТЧИК С ИМПУЛЬСНЫМ УСТРОЙСТВОМ ПРИВОДА | 2013 |
|
RU2538248C1 |
| МЕТЧИК ДЛЯ НАКАТЫВАНИЯ ВНУТРЕННЕЙ РЕЗЬБЫ НА ЗАГОТОВКЕ | 2012 |
|
RU2505374C2 |
| СПОСОБ НАКАТЫВАНИЯ РЕЗЬБЫ НА ЗАГОТОВКЕ | 2012 |
|
RU2505373C2 |
| РЕЗЬБОФРЕЗЕРНО-НАКАТНАЯ ГОЛОВКА | 2004 |
|
RU2268117C1 |
| СПОСОБ РЕЗЬБОФРЕЗЕРОВАНИЯ С НАКАТЫВАНИЕМ | 2004 |
|
RU2252099C1 |
| СПОСОБ НАКАТЫВАНИЯ НАРУЖНОЙ РЕЗЬБЫ | 2010 |
|
RU2449850C2 |
| ОХВАТЫВАЮЩИЙ ИНСТРУМЕНТ ДЛЯ СТАТИКО-ИМПУЛЬСНОГО НАКАТЫВАНИЯ РЕЗЬБЫ | 2005 |
|
RU2280526C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО НАКАТЫВАНИЯ РЕЗЬБЫ ОХВАТЫВАЮЩИМ ИНСТРУМЕНТОМ | 2005 |
|
RU2280527C1 |
| СПОСОБ НАКАТЫВАНИЯ НАРУЖНОЙ ТРАПЕЦЕИДАЛЬНОЙ РЕЗЬБЫ | 2010 |
|
RU2443491C1 |
Изобретение относится к технологии машиностроения, а именно к обработке металлов давлением и резанием. Устройство содержит метчик и привода вращения метчика. Внутренний диаметр резьбы метчика на участке заборного конуса выполнен меньшего внутреннего диаметра, необходимого для формирования резьбы, на удвоенную величину дефектного поверхностного слоя, образующегося на вершине витка накатываемой резьбы. Метчик имеет участки, обеспечивающие снятие стружки, которые снабжены резцами. Резцы установлены на последнем витке заборного конуса и первом витке калибрующей части. Режущие кромки резцов расположены в зоне образования волны пластически деформируемого металла с возможностью полного срезания волн. Метчик имеет продольное центральное отверстие и поперечные отверстия с возможностью принудительной подачи смазочно-охлаждающей жидкости под давлением в зону резания. Привод вращения метчика снабжен обгонной муфтой, состоящей из обоймы, ступицы и роликов. Наклонные к продольной оси шлицы обоймы взаимодействуют с наклонными шлицами втулки, которая под действием продольной импульсной силы увеличивает скорость вращения шпинделя. В результате обеспечивается повышение качества и производительности процесса и увеличение срока стойкости инструмента. 10 ил., 1 табл., 1 пр.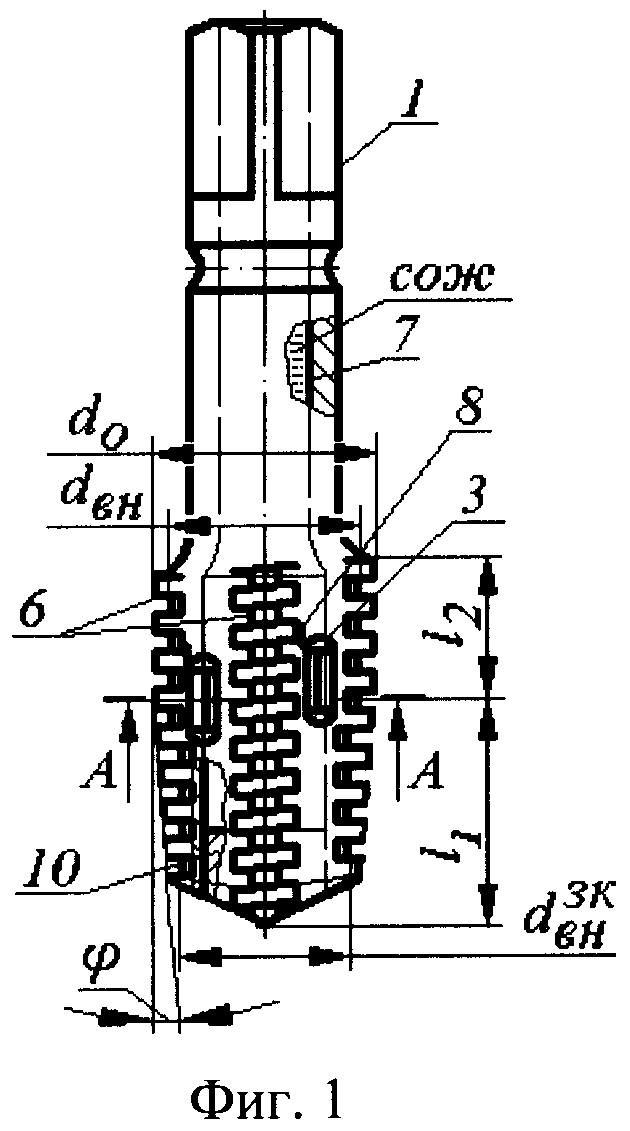
Устройство для внутреннего резьбонакатывания крупной резьбы методом пластической деформации, содержащее метчик с открытым контуром и участками, обеспечивающими снятие стружки, и привод вращения метчика, отличающееся тем, что внутренний диаметр резьбы метчика на участке заборного конуса меньше внутреннего диаметра, необходимого для формирования резьбы, на удвоенную величину дефектного поверхностного слоя, образующегося на вершине витка накатываемой резьбы, при этом участки, обеспечивающие снятие стружки, снабжены резцами, установленными на последнем витке заборного конуса и первом витке калибрующей части и формирующими плоскосрезанную вершину профиля накатываемой резьбы, а режущие кромки расположены в зоне образования волны пластически деформируемого металла с возможностью полного срезания волны, при этом метчик имеет продольное центральное отверстие и поперечные отверстия для обеспечения принудительной подачи смазочно-охлаждающей жидкости под давлением в зону резания на переднюю поверхность резцов, при этом привод вращения метчика снабжен обгонной муфтой, состоящей из обоймы, ступицы и роликов, при этом ступица жестко и неподвижно закреплена на шпинделе упомянутого привода, а обойма посредством подшипников подвижно установлена на ступице и снабжена наклонными к продольной оси шлицами, расположенными на наружной поверхности, которые взаимодействуют с наклонными шлицами шлицевого отверстия втулки, охватывающей обойму и по скользящей посадке установленной в корпусе упомянутого привода на направляющих шпонках, с возможностью возвратно-поступательного движения с импульсным увеличением скорости вращения шпинделя под действием импульсной продольной силы и пружины сжатия.
| 0 |
|
SU304076A1 | |
| Устройство для нарезания внутренних конических резьб | 1982 |
|
SU1148733A1 |
| УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ РЕЗЬБЫ МЕТЧИКОМ | 1991 |
|
RU2005583C1 |
| СПОСОБ ПОЛУЧЕНИЯ ХЛЕБОБУЛОЧНОГО ИЗДЕЛИЯ | 2010 |
|
RU2429630C1 |
| US 6257810 B1, 10.07.2001. | |||

