Изобретение относится к производству химических волокон, а именно - к устройствам, используемым при отделке химических волокон.
Известна машина пластификационной вытяжки жгута химических волокон (1), содержащая тянущие вальцы, связанные с приводом вращения, жгутонаправители и заправочное средство, позволяющее обеспечить механизацию процесса заправки жгута по всей траектории транспортирования жгута в отделочной машине.
Недостатком известной машины (1) является невозможность быстрой заправки жгута, так как заправка осуществляется последовательно - одного валка за другим, к тому же - на пониженной скорости. Другим недостатком машины (1) является ограничение перепада высот при монтаже вальцов.
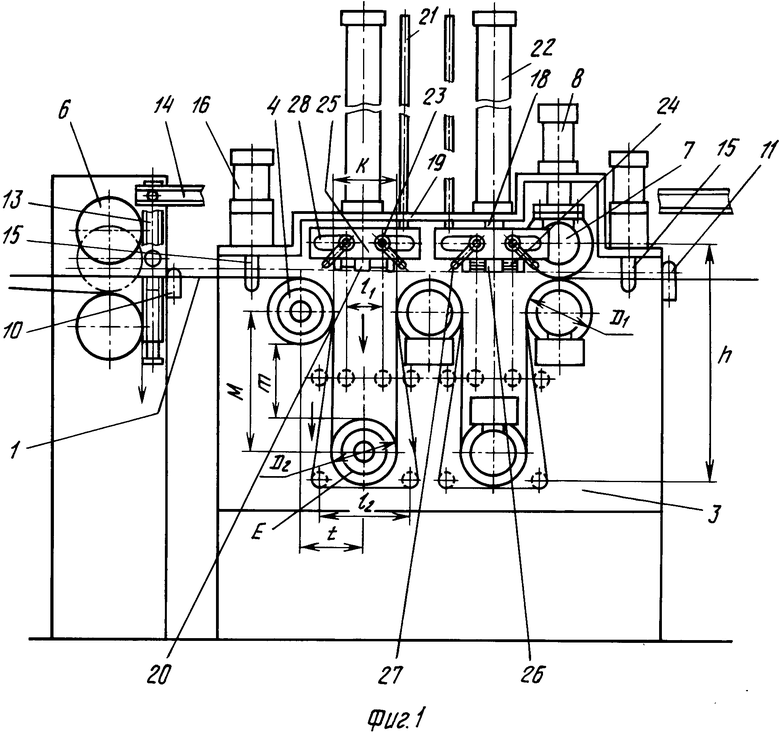
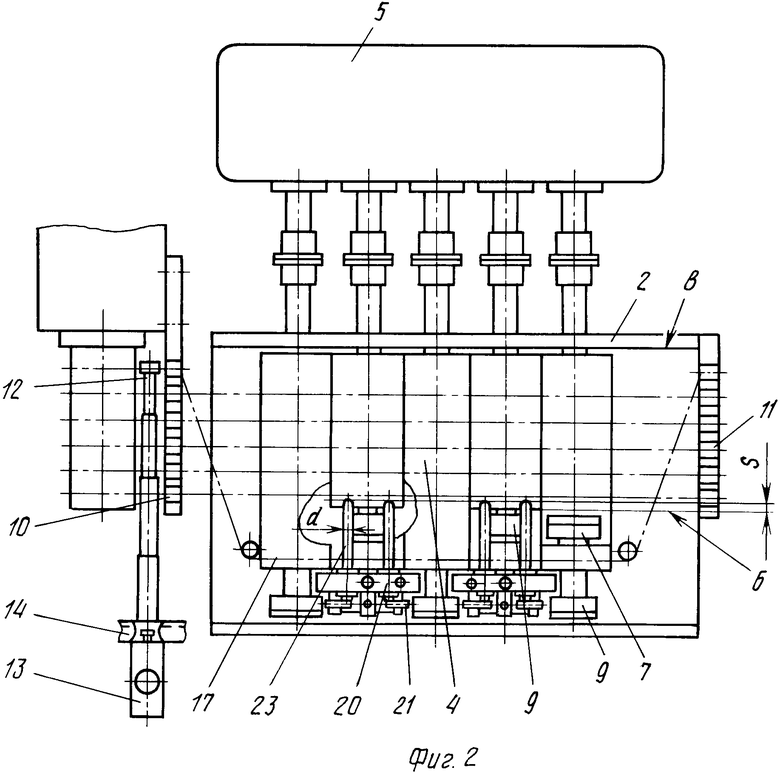
На фиг.1 изображено устройство для транспортирования жгутов, общий вид; на фиг.2 - устройство со снятой крышкой.
Предлагаемое устройство на транспортирования жгутов 1 рассмотрено на примере его использования в вытяжном стане 2 для вытяжки жгутов химического волокна. В корпусе 3 стана 2 установлен ряд горизонтально расположенных тянущих вальцов 4 для транспортирования жгутов. Вальцы 4 смонтированы перпендикулярно направлению рабочего перемещения жгутов 1 и размещены с шагом t один относительно другого вдоль фронта вытяжного стана 2. Вальцы 4 связаны с приводом 5 вращения, верхний входной прижимной валок 6 установлен с возможностью вертикального перемещения (привод не показан) до контакта с соответствующим ему нижним входным прижимным вальцом, а верхний прижимной ролик 7 связан с приводом 8 вертикального перемещения для обеспечения возможности фрикционного контакта с соответствующим выходным вальцом 4.
Вальцы 4 могут быть установлены либо консольно - на одной опоре вблизи задней стенки корпуса 3, либо, как указано на фиг.2, на двух опорах: вблизи задней стенки на кронштейне 9 с противоположного (стенке В) торца вальца 4. При этом для сокращения габарита стана 2 вальцы 4 должны быть расположены в шахматном порядке, как указано на фиг.1. Причем кронштейны 9, поддерживающие соседние вальцы 4, закреплены на противолежащих стенках корпуса 3, параллельных направлению транспортирования жгутов 1, т.е. на верхней и нижней стенках корпуса 3. Для обеспечения одновременного транспортирования ряда жгутов 1, каждого по своей трассе на ширине корпуса 3, служат жгутонаправители: входная гребенка 10 и/или выходная гребенка 11. В качестве заправочного средства для осуществления первоначальной прямолинейной проводки использован телескопический захват 12, имеющий возможность фиксации конца жгута 1. Захват 12 смонтирован на каретке 13, установленной с возможностью возвратно-поступательного перемещения от привода (на фиг. не показан) вдоль прямолинейной направляющей 14, расположенной параллельно линии транспортирования жгутов 1 в вытяжном стане 2. Для направления жгута 1 к плоскости передних торцов вальцов 4 (для удобства проведения операций заправки) служат два установочных пальца 15, размещенные у передних торцов вальцов 4: один - перед первым вальцом, другой - после последнего вальца 4. Установочные пальцы 15 связаны каждый с собственным приводом 16 вертикального перемещения и фиксируют положение жгута 1 при его первоначальной прямолинейной проводке.
Для осуществления операций заправки жгута 1 по заданной траектории огибания вальцов 4 предлагаемое устройство оснащено размещенными в направлении перемещения жгута 1 опорными элементами 17 для удержания жгута 1 при его первоначальной прямолинейной проводке. Опорные элементы 17 могут быть выполнены в виде любых поддерживающих кронштейнов или стержней с опорными поверхностями или, как показано на фиг.2, в виде цилиндрических поверхностей вальцов 4, удлиненных по сравнению с расчетной длиной, согласно которой выполнены по преимуществу огибаемые вальцы 4. Огибаемыми вальцами 4 условно называют те вальцы, которые охватываются петлями жгута 1 со стороны, противоположной размещению первоначально проведенного прямолинейного жгута 1.
Помимо опорных элементов 17 устройство оснащено дополнительными заправочными узлами 18 по числу огибаемых вальцов 4. Узлы 18 смонтированы на крышке 19 корпуса 3 и расположены по линии "Б" транспортирования жгутов 1, причем каждый из узлов 18 размещен напротив соответствующего огибаемого вальца 4.
Заправочный узел 18 содержит траверсу 20, установленную параллельно линии "Б" перемещения жгутов на вертикальной направляющей 21 и связанную с силовым цилиндром 22. На траверсе 20 перпендикулярно ее длине в горизонтальной плоскости смонтирована пара заправочных стержней 23 диаметром d, расположенных один относительно другого на расстоянии l и симметрично относительно вертикальной плоскости, проходящей через ось соответствующего огибаемого вальца 4. Причем свободные концы стержней 23 направлены навстречу свободным торцам огибаемых вальцов 4 и по размеру S перекрывают плоскость расположения концов огибаемых вальцов. Для снижения величины силы трения при контакте с натянутым жгутом 1 стержни 23 выполнены с возможностью свободного вращения вокруг своих продольных осей.
Взаиморасположение вальцов 4, размещенных в шахматном порядке, регулируется величинами промежутков между ними по горизонтали и по вертикали, при этом для наиболее эффективного сокращения габарита корпуса 3 следует выполнить следующие соотношения:
Кмин ≥2d+ δ
mмин ≥d+ δ , где d - диаметр стержня 23,
δ - суммарный гарантированный зазор между стержнями 23 (на траверсе 20) и вальцами 4 в момент прохождения стержней через промежутки К и m.
Для обеспечения возможности огибания жгутом 1 вальцов 4 через минимальные промежутки К и m стержни 23 установлены на траверсе 20 с возможностью изменения расстояния l между их осями: от величины l1 и до l2, при этом должны быть выдержаны соотношения:
l1≥d+ δ
l2 ≥l1+D2=d+D2+ δ , где D2 - диаметр огибаемого валка 4;
d и δ - вышеуказанные величины.
Изменение межосевого расстояния l между стержнями 23 может быть осуществлено любым известным средством, например, как это реализовано в приведенном примере, посредством механизма, включающего силовой цилиндр 24, установленный на траверсе 20 и снабженный центральным ниппелем 25 для подачи рабочего тела в цилиндр 24 и двумя симметрично расположенными штоками 26. Каждый из штоков связан через шарнирный рычаг 27 с соответствующим стержнем 23. При этом стержни 23 размещены в соответствующих направляющих пазах 28, выполненных в траверсе 20 симметрично относительно плоскости симметрии стержней "Е".
Работа предлагаемого устройства осуществляется следующим образом.
Перед началом заправки жгута 1 в предлагаемом устройстве валок 6 опущен до контакта с соответствующим нижним валком, при этом формуемый жгут 1 идет вниз (в отходы). Затем включением привода 5 приводят во вращение весь ряд вальцов 4, а включением приводов 16 опускают установочные пальцы 15 ниже уровня верхних образующих вальцов 4.
Первый заправляемый жгут 1 вручную или с помощью телескопического захвата 12 проводят через наиболее удаленную (по ширине стана 2) свободную прорезь входной гребенки 10. Затем движением каретки 13 по прямолинейной направляющей 14 при одновременном укорочении самого телескопического захвата 12 жгут 1 направляется через передний установочный палец 15 к передним торцам вальцов 4. После этого осуществляют прямолинейную проводку жгута 1 по дополнительным опорным элементам 17 либо, как показано на фиг.2, по верхним образующим удлиненных цилиндрических поверхностей вальцов 4 вблизи их передних концов, используя удлиненные цилиндрические поверхности как дополнительные опорные элементы для удержания жгута 1 при прямолинейной проводке. После укладки жгута на последний по ходу его валец 4 жгут направляют захватом 12 через задний установочный палец 15 к задней гребенке 11, точнее к ее свободной прорези. Одновременно опускают прижимной выходной ролик 7 до фрикционного контакта с последним вальцом 4, обеспечивая этим транспортировку жгута в период его заправки при отсутствии технологической вытяжки.
По окончании первоначальной прямолинейной проводки для осуществления окончательной заправки жгута проводят операцию огибания вальцов 4 и вывод жгута 1 на заданную траекторию. Огибаемые вальцы 4 имеют расчетную длину, уменьшенную по сравнению с теми вальцами, по которым осуществлялась прямолинейная проводка. Огибание валков осуществляют путем одновременной оттяжки петель жгута 1 по числу огибаемых вальцов 4 на глубину h расположения образующих огибаемых вальцов с противоположной стороны по отношению к первоначальной проводке жгута, т.е. в данном примере - на глубину расположения нижних образующих огибаемых вальцов 4.
Операция оттягивания петель жгута 1 производится посредством одновременного включения силовых цилиндров 22 во всех заправочных узлах 18. Включение цилиндров 22 вызывает перемещение траверс 20 вниз по соответствующим вертикальным направляющим 21. Пары стержней 23, располагаясь на траверсах 20, движущихся вниз, надавливают на прямолинейно размещенный на опорах 17 жгут 1 и постепенно оттягивают его, проводя петли жгута 1 между соседними дополнительными опорными поверхностями 17. Возможность проведения петель жгута 1 обеспечивается предложенным выше соотношением величин К и l:
К ≥2d+ δ=l1+d
l1≥d+ δ , где К - горизонтальный промежуток между соседними валками 4;
l1 - минимальное межосевое расстояние пары стержней 23;
d - диаметр стержней 23;
δ - суммарный гарантированный зазор между стержнями 23 и валками 4.
Пройдя участок К, петли жгута 1 под действием движущейся траверсы 20 со стержнями 23 опускаются ниже верхних вальцов 4 на половину величины m (вертикальный промежуток между вальцами 4, причем mмин=d+ δ), и в этот момент подается команда на подачу рабочего тела (газ, жидкость) в ниппели 25 силовых цилиндров 24. Под давлением рабочего тела штоки 26 симметрично перемещаются по центру каждого силового цилиндра 24 в противоположные стороны, увлекая за собой через рычаги 27 связанные с ними стержни 23. При этом изменяется межосевое расстояние 1 на величину диаметра D2 нижнего вальца 4, достигая размера l2, (где l2 ≥l1+D2), как показано на фиг.1.
При подводе оттянутых петель жгута 1 до уровня h - расположения нижних образующих огибаемых валков следует общая команда на подъем установочных пальцев 15 и выходного прижимного ролика 7, после чего жгут, продолжая продольное перемещение, начинает скользить в поперечном направлении по стержням 23 навстречу свободным торцам огибаемых вальцов 4 и переходит на их поверхности, так как стержни 23 и вальцы 4 перекрываются своими длинами по ширине стана. Далее жгут 1 продолжает поперечное скольжение по поверхностям вальцов 4 всего ряда, располагаясь по кратчайшему расстоянию, связывающему прорези входной 10 и выходной 11 гребенок, после чего заправляемый жгут 1 транспортируется по расчетной траектории.
Во время поперечного скольжения жгута к расчетной траектории включают на реверс цилиндры 22 всех заправочных узлов 18, что позволяет всем траверсам 20 начать подъем по направляющей 21 в исходное положение на высоту h. При этом по достижении траверсами 20 высоты на уровне середины вертикального отрезка m система управления передает команду на выход рабочего тела из центральных ниппелей 25 силовых цилиндров 24, что заставляет штоки 26 возвращаться в исходное положение к центру каждого из цилиндров 24. При этом штоки 26 тянут за собой рычаги 27, которые, перемещаясь, сдвигают стержни 23 в направляющих пазах 28 относительно длины траверсы 20, сокращая межосевое расстояние стержней 23 от l2 до l1. Указанное расстояние l1 позволяет стержням 23 пройти через промежуток К между верхними вальцами 4 при дальнейшем подъеме траверс 20 до исходного положения на высоте h.
Закончив заправку первого жгута 1 и возвратив траверсы 20 в исходное верхнее положение, включают привод каретки 13 с захватом 12 и перегоняют ее в исходное положение у первого по ходу жгута вальца 4, затем возвращают установочные пальцы 15 в первоначальное положение у торцов тех же крайних вальцов 4. После этого вручную или телескопическим захватом проводят очередной жгут 1 через соседнюю прорезь входной гребенки 10, огибают палец 15 и повторяют вышеописанные операции по прямолинейной проводке жгута и последующему огибанию вальцов.
Аналогичную последовательность операций можно использовать и при дозаправке оборванного жгута, не останавливая работы всей машины.
Таким образом, предлагаемое устройство позволит, по сравнению с прототипом, изменять межосевое расстояние стержней при вертикальном перемещении траверсы, что обеспечит возможность размещения транспортирующих вальцов с шагом, уменьшенным по величине по сравнению с устройством прототипа. Уменьшение шага между вальцами позволит, в свою очередь, увеличить угол охвата валков жгутами при их транспортировании в машине, что приводит к сокращению количества самих вальцов, требуемых для реализации требуемого усилия транспортирования. Одновременно предлагаемое устройство способствует сокращению габарита вдоль переднего фронта машины за счет сокращения шага между соседними вальцами и общего количества вальцов.
Изобретение относится к производству химических волокон и предназначено для заправки жгутов химического волокна на отделочной машине. Устройство для транспортирования жгутов содержит жгутонаправители, приводные транспортирующие вальцы, которые установлены перпендикулярно переднему фронту машины со смещением один относительно другого. Устройство оснащено заправочным узлом, содержащим средство для первоначальной проводки жгута. Каждый заправочный узел имеет приводную вертикально подвижную траверсу, несущую заправочные элементы в виде пары стержней, расположенных симметрично относительно вертикальной плоскости, проходящей через ось соответствующего огибаемого жгутом вальца. Каждая пара стержней имеет средство для изменения расстояния между их осями и плоскостью их симметрии. 1 з.п. ф - лы, 2 ил.
| Машина для пластификационной вытяжки жгута химических волокон | 1988 |
|
SU1585402A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
