Изобретение относится к текстильной промышленности, а именно к способам наработки паковок на парные бобинодержатели многосекционных текстильных машин.
Известен ряд способов наработки паковок на парные бобинодержатели.
Известен способ непрерывной фрикционной намотки, реализуемый приемно-намоточной машиной, оснащенной устройст- вом намотки [1] . Согласно упомянутому способу к приводному фрикционному валику (цилиндру) попеременно подводят один из бобинодержателей, расположенных на поворотной платформе симметрично относительно оси ее поворота и поочередно выполняющих роль то рабочего, то резервного бобинодержателя. Затем осуществляют прижимной контакт бобинодержателя с вращающимся фрикционным валиком путем подвода и прижима последнего к вращающемуся бобинодержателю, выводя рабочий бобинодержатель на расчетную скорость вращения, после чего нить подают к бобинодержателю и производят раскладку подаваемой нити посредством нитераскладчика по длине патрона. По мере увеличения диаметра паковок ось фрикционного валика отводится от оси бобинодержателя, сохраняя при этом контакт наружных поверхностей паковок и фрикционного валика.
По достижении паковками предельного диаметрального размера поворотную платформу разворачивают на определенный угол - в данном случае на 180о, подводя к фрикционному валику очередной резервный бобинодержатель, предварительно разогнанный приблизительно до рабочей скорости. При этом нить, идущую от нитеводителя к наработанной паковке, перерезают к перезапpавляют на резервный бобинодержатель для продолжения процесса намотки на новый патрон. Готовые паковки снимают с рабочего бобинодержателя, после чего он становится резервным.
Недостатками известного способа являются необходимость дополнительных операций по повороту платформы от специального привода, а также необходимость разгона резервного бобинодержателя с момента поворота платформы до его контакта с фрикционным цилиндром и поддержания скорости, близкой к скорости фрикционного цилиндра.
Указанных недостатков лишен другой известный способ непрерывной фрикционной наработки текстильных паковок [2] , осуществляемый на парные параллельные бобинодержатели, смонтированные симметрично друг другу в каждой из секций приемно-намоточной машины. Секции расположены с определенным шагом вдоль фронта машины. Способ [2] заключается в том, что сначала один из парных бобинодержателей - рабочий бобинодержатель приводится во вращение путем контакта с соответствующим ему приводным фрикционным цилиндром, и после заправки нитей на нем производят наработку паковок. По окончании наработки паковок нити перезаправляют на резервный парный бобинодержатель, который предварительно подводят из зоны смены паковок до контакта с фрикционным цилиндром, вращающимся от привода, и разгоняют приблизительно до рабочей скорости. После перезаправки нити на резервный бобинодержатель на нем начинается наработка паковок, - он становится рабочим. Одновременно с этим бобинодержатель с готовыми наработанными паковками отрывают от фрикционного цилиндра, фиксируют в этом положении и заменяют готовые паковки на сменные пустые патроны, при этом бобинодержатель становится резервным для продолжения процесса намотки.
Недостатком известного способа [2] является то, что бобинодержатель после замены на нем паковок на сменные патроны остается в отрыве от резервного фрикционного цилиндра в зоне замены паковок. При этом предварительный разгон резервного бобинодержателя осуществляют уже после разгона резервного фрикционного цилиндра. Причем введение резервного бобинодержателя в контакт с разогнанным фрикционным цилиндром вызывает удар между ними, что затрудняет достижение между ними синхронности вращения и ведет к снижению качества паковок, но самое главное - положение резервного бобинодержателя в отрыве от фрикционного цилиндра зоне замены паковок препятствует увеличению предельного размера паковки на рабочем бобинодержателе соседней секции, т. к. резервный бобинодержатель занимает значительное пространство в пределах той зоны фронтального шага между соседними секциями, где формируется паковка.
Целью изобретения является возможность увеличения диаметра нарабатываемых паковок при сохранении фронтального шага между секциями текстильной машины, а также повышение качества паковок за счет обеспечения синхронности и виброустойчивости при совместном вращении фрикционного цилиндра и бобинодержателя.
Это достигается тем, что в способе наработки паковок на парные бобинодержатели текстильной машины рабочий бобинодержатель приводят во вращение путем контакта с приводным фрикционным цилиндром и после заправки нитей на нем производят наработку паковок, по мере нарабатывания которых ось вращения рабочего бобинодержателя удаляется от фрикционного цилиндра к зоне замены готовых паковок, затем перезаправляют нити на резервный бобинодержатель, который предварительно подводят до контакта с фрикционным цилиндром и разгоняют приблизительно до рабочей скорости, после чего отрывают рабочий бобинодержатель от фрикционного цилиндра и заменяют готовые паковки на сменные патроны.
В указанном способе резервный бобинодержатель подводят до контакта с резервным фрикционным цилиндром непосредственно после замены на нем паковок, а разгон его производят совместно с разгоном резервного фрикционного цилиндра.
Положительный эффект заявляемого способа по сравнению с прототипом состоит в обеспечении возможности увеличения предельного размера диаметра нарабатываемых паковок при сохранении фронтального габарита текстильной машины. Увеличение диаметра паковок в свою очередь позволит сократить количество операций по перегрузке и транспортировке паковок, снизить износ перегрузочных средств, а при дальнейшей перемотке сократить число операций по заправке шпулярника, уменьшить время остановов перемоточной машины, т. е. повысить ее КПВ. Кроме того, увеличить диаметр паковки - значит повысить стабильность процесса намотки, уменьшив количество операций по перезаправке нитей.
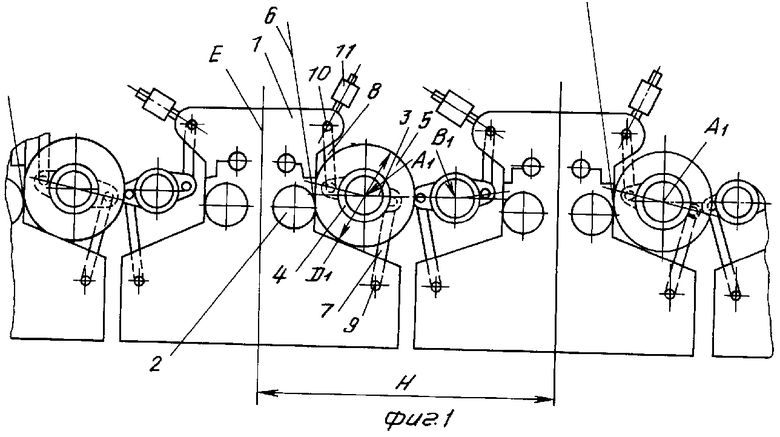
На фиг. 1 и 2 представлена конструкция машины для реализации способов непрерывной фрикционной намотки паковок на параллельные бобинодержатели. Оба чертежа различаются между собой расположением резервного бобинодержателя к моменту окончания намотки на рабочем бобинодержателе соседней секции, причем на фиг. 1 представлено расположение для способа-прототипа [2] , на фиг. 2 - для заявляемого способа.
Машина для реализации способов фрикционной намотки на парные бобинодержатели содержит ряд секций 1, расположенных вдоль фронта машины с определенным шагом Н (одинаковым для обоих способов). Каждая из секций содержит два одинаковых приемно-намоточных узла, попеременно выполняющих роль то рабочего, то резервного узла и симметрично расположенных относительно вертикальной плоскости Е, проходящей через середину секции 1.
Каждый узел включает в себя приводной фрикционный цилиндр 2 и бобинодердатель 3, несущий патроны 4 для наработки паковок 5 при непрерывном поступлении нити 6 к узлу намотки. Бобинодержатель 3 связан с рычагами 7 и 8, установленными с возможностью поворота вокруг осей 9 и 10 соответственно. На оси 10, закреплен груз 11 для обеспечения поджима бобинодержателя 3 к соответствующему фрикционному цилиндру 2.
Предлагаемый способ непрерывной фрикционной намотки паковок заключается в следующем.
Рабочий бобинодержатель 3 с патронами 4 первоначально приводится во вращение за счет контакта с приводным фрикционным цилиндром 2 посредством предварительного поворота рычага 8 вокруг оси 10 с одновременным поджимом грузом 11. Затем производят заправку нитей 6 на патроны 4 рабочего бобинодержателя 3, после чего производится наработка паковок 5 на патроны 4. По мере нарабатывания паковок увеличивается их диаметр D2, при этом ось вращения рабочего бобинодержателя 3 отводится путем поворота рычага 7 от неподвижной оси вращения фрикционного цилиндра 2 к периферии секции в зону окончании наработки с центром в точке А2.
Дальнейшая наработка диаметра D2 невозможна, т. к. этому будет препятствовать расположение резервного бобинодержателя соседней секции рядом с наработанной паковкой. В точке А2 после окончания наработки паковок производится замена готовых паковок на сменные пустые патроны. Перед окончанием наработки паковок нити 6 перезаправляют на патроны 4 резервного бобинодержателя 3, предварительно приведенного во вращение от резервного фрикционного цилиндра, после чего на нем начинается наработка паковок. После перезаправки нити 6 на резервный бобинодержатель 3 разрывают контакт между рабочим бобинодержателем с готовыми паковками 5 и рабочим фрикционным цилиндpом 2, фиксируют бобинодержатель в этом положении и отключают рабочий фрикционный цилиндр. Затем заменяют готовые паковки на сменные патроны 4, при этом рабочий бобинодержатель 3 становится резервным.
После замены паковок сменными патронами резервный бобинодержатель 3 сразу же отводится от точки А2 (конечного положения в процессе наработки паковок) в точку В2 до контакта с соответствующим ему резервным фрикционным цилиндром 2 (начальное положение рабочего бобинодержателя в процессе наработки паковок). Причем разгон резервного бобинодержателя приблизительно до рабочей скорости осуществляют в положении его контакта с пpиводным резервным фрикционным цилиндром 2 путем их совместного вращения.
Непосредственный отвод резервного бобиноджержателя из точки А2 в соответствующую точку В2 позволяет расширить зону наработки паковок по сравнению со способом прототипа [2] для рабочего бобинодержателя так, что точка А2 может быть удалена от точки В2 (от фрикционного цилиндра) на большее расстояние, чем точка А1 в способе прототипа удален от соответствующей точки В1.
Таким образом, предлагаемый способ позволяет по сравнению со способом прототипа увеличить диаметр нарабатываемых паковок. Этот эффект достигается путем расширения зоны наработки паковок для рабочего бобинодержателя посредством отвода резервного бобинодержателя и обеспечения возможности перемещения точки окончания наработки паковок на более удаленный отрезок от фрикционного цилиндра, по сравнению со способом прототипа, без столкновения с резервным бобинодержателем.
Кроме того, предлагаемый способ обеспечивает улучшение качества паковок за счет совместного разгона фрикционного цилиндра и бобинодержателя. Совместный разгон позволяет исключить удар между фрикционным цилиндром и бобинодержателем, имеющий место в устройстве прототипа, когда бобинодержатель подводят к уже вращающемуся фрикционному цилиндру. Удар между бобинодержателем и фрикционным цилиндром затрудняет достижение синхронности вращения между ними, способствует разрушению опор вращения бобинодержателя, нарушает виброустойчивость системы.
Использование: в текстильной промышленности при наработке паковок на парные бобинодержатели. Способ наработки паковок заключается в следующем: рабочий бобинодержатель 3 с патронами 4 первоначально приводится во вращение путем контакта с приводным фрикционным цилиндром 2. Затем производят заправку нитей 6 на патроны 4, на которых осуществляется наработка паковок 5. По окончании паковок нити 6 перезаправляют на патроны 4 резервного бобинодержателя 3, предварительно приведенного во вращение от фрикционного цилиндра 2, путем их совместного разгона, и начинается наработка новых паковок 5. После перезаправки нити 6 рабочий бобинодержатель 3 с готовыми паковками 5 отрывают от рабочего фрикционного цилиндра 2 и заменяют готовые паковки 5 на сменные патроны 4. Бобинодержатель 3 с пустыми патронами, ставший резервным, сразу же подводят до контакта к фрикционному цилиндру 2 и оставляют в этом положении до окончания наработки паковок 5 на рабочем бобинодержателе 3 соседней секции. Затем совместно разгоняют резервный бобинодержатель и фрикционный цилиндр, перезаправляют нити и начинают наработку новых паковок. 2 ил.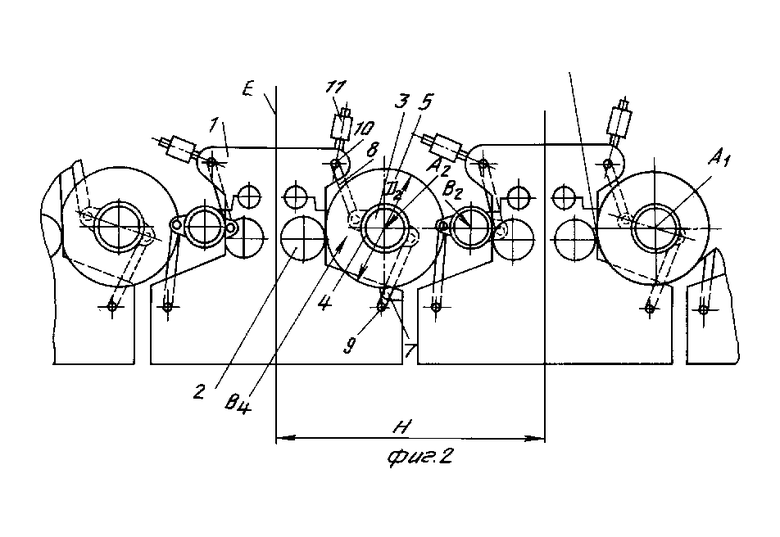
СПОСОБ НАРАБОТКИ ПАКОВОК НА ПАРНЫЕ БОБИНОДЕРЖАТЕЛИ МНОГОСЕКЦИОННОЙ ТЕКСТИЛЬНОЙ МАШИНЫ, при котором рабочий бобинодержатель каждой секции приводят во вращение путем контакта с приводным фрикционным цилиндром и после заправки нитей на нем производят наработку паковок, а затем перезаправляют нити на резервный бобинодержатель той же секции, который предварительно разгоняют до рабочей скорости от резервного фрикционного цилиндра, после чего разрывают контакт рабочего бобинодержателя с фрикционным цилиндром и заменяют готовые паковки на сменные патроны, отличающийся тем, что, с целью повышения качества паковок и увеличения их диаметра при сохранении расстояния между секциями машины, подвод резервного бобинодержателя к фрикционному цилиндру каждой секции осуществляют после замены на них паковок до столкновения с нарабатываемой паковкой соседней секции машины, а разгон резервного бобинодержателя производят совместно с разгоном фрикционного цилиндра.
