Изобретение относится к машиностроению и может быть использовано в нефтегазодобывающей промышленности при сооружении трубопроводов для транспортирования технологических жидкостей.
Известно устройство металлической трубы с внутренним силикатным покрытием, содержащее установленные по концам соединительные втулки [1].
Недостаток этого устройства заключается в ограниченной области его применения и низкой эффективности. Практика использования этой конструкции показала, что она пригодна к использованию с термостойкими (при 700-900оС), имеющими адгезию к металлу покрытиями и не обеспечивает необходимого качества внутреннего силикатного покрытия в зоне стыка труб при соединении их сваркой. При охлаждении концов труб и соединительных втулок после сварки, внутреннее покрытие разрушается.
Такими же недостатками обладает и аналогичное устройство трубы с внутренним полимерным покрытием [2].
Известна металлическая труба с нанесенным на внутреннюю поверхность концов трубы термостойким металлокерамическим покрытием. Внутреннее защитное покрытие металлической трубы нанесено на металлокерамическое покрытие и на остальную, не покрытую металлокерамикой, внутреннюю поверхность [3].
Недостаток этого устройства заключается в том, что металлокерамику вводят в зону сварного шва, а это приводит к образованию в корне сварного шва микротрещин и снижению прочности сварного соединения труб. Кроме того, устройство по приведенному авт.св. может быть выполнено только при использовании внутренних покрытий с адгезией к металлу и металлокерамике.
Наиболее близким техническим решением, принятым в качестве прототипа, является труба с внутренней пластмассовой оболочкой, содержащая концентрично расположенные на конце трубы и скрепленные с ними и между собой перфорированные протекторную и защитную втулки с кольцевыми зазорами, заполненными легкоплавким материалом [4].
Недостатком этой трубы является высокая металлоемкость конструкции. Практика применения подобной трубы показала, что в данном варианте конструкции трубы, при их соединении сваркой, нагревают и расплавляют сварочной дугой все сечение защитной втулки. При этом, за счет большого перепада температуры и высокой теплопроводности монолитной стенки, втулка нагревается за время сварки до недопустимо высокой температуры. Контактирующая с перегретой защитной втулкой внутренняя защитная оболочка из полимерных материалов расплавляется, частично выгорает и разрушается, что недопустимо. Внутренняя защитная втулка, нагреваемая сварочной дугой при сварке труб в трубопровод, расположена внутри труб, в условиях ограниченного теплообменна с окружающей средой и ее охлаждение без серьезного усложнения технологии строительства трубопровода (например осуществления высокоскоростной продувки, свариваемого трубопровода) затруднено. Повышение теплопроводности многослойной стенки трубы в радиальном направлении до определенного предела позволяет снизить степень нагрева защитной втулки и уменьшить вероятность разрушения внутренней оболочки, но наиболее эффективным остается увеличение длины защитной втулки и удаление внутренней оболочки из зоны термического воздействия сварки. Кроме того, все сечение защитной втулки нагревают и расплавляют с целью повышения прочности сварного шва, так как при этом увеличивается площадь его поперечного сечения и реализуются другие преимущества сварки труб на подкладном кольце. Но увеличение прочности шва таким образом приводит к увеличению толщины стенок свариваемых деталей, ужесточению режимов сварки, к увеличению времени и степени нагрева многослойной стенки концом труб с внутренним покрытием, способствует расширению зоны термического воздействия сварки и необходимости увеличения длины защитной втулки и, соответственно, металлоемкости конструкции.
Целью изобретения является снижение металлоемкости трубы с внутренней пластмассовой оболочкой.
Указанная цель достигается тем, что в предлагаемой трубе с внутренней пластмассовой оболочкой, содержащей концентрично расположенную на конце трубы скрепленную с ней защитную втулку, эта втулка выполнена сборной, из колец установленных и скрепленных с кольцевым зазором между собой, причем торцевая кромка внутреннего кольца смещена относительно наружного внутрь на 3-4 толщины наружного кольца, а кромка наружного кольца отогнута внутрь трубы на 30-40о.
Исполнение защитной втулки сборной нарушает монолитность и снижает теплопроводность ее стенки. В процессе сварки труб, сварочной дугой (высокотемпературный нагрев до 3000оС) нагревают и расправляют кромку наружного кольца сборной защитной втулки.
Внутреннее кольцо относительно сдвинуто и скреплено с наружным кольцом по ограниченной (например сварными швами) поверхности контакта, нагревается слабо и не представляет опасности для внутренней полимерной защитной оболочки по температуре нагрева. Наружное кольцо защитной втулки разделено с внутренним кольцом частично вакуумированным кольцевым зазором, плохо передающим тепло от сварочной дуги к внутреннему кольцу, но имеет хороший тепловой контакт со стенкой трубы и может в процессе сварки интенсивно охлаждаться принудительно. Что, также, защищает внутреннее кольцо защитной втулки и пластмассовую оболочку от перегрева и разрушения. Кромка наружного кольца отогнута формованием под углом 30-40о к оси трубы. При стыковой сварке труб в зоне сварного шва защитными втулками образуется разъемное подкладное кольцо с кольцевой выемкой (проточкой) треугольной формы. Сваренное со стенкой трубы, это подкладное кольцо образует в зоне соединения местное утолщение стенки трубы с плавным переходом к основному металлу, превышающее суммарную толщину составляющих ее сравнительно тонкостенных деталей. Эффективная площадь поперечного сечения сварного шва и прочность при этом, увеличиваются до величины получаемой при сварке толстостенных деталей, выполненных по прототипу. Но нагреваются они меньше и, следовательно, ширина зоны термического воздействия сварки (с температурой нагрева деталей до 60оС) уменьшается (например с 300 мм до 60 мм). Соответственно появляется возможность приблизить защитную оболочку к концу трубы на эту же величину, применить более короткую защитную втулки и уменьшить металлоемкость конструкции.
Предлагаемое техническое решение отличается от прототипа тем, что защитная втулка выполнена сборной, из наружного кольца и внутреннего, которое установлено в наружном кольце с кольцевым зазором. Наружное и внутреннее кольцо скреплены между собой. Кольцевой зазор между кольцами, составляющими защитную втулку, сохраняется после установки в трубу и скрепления ее со стенкой трубы радиальным деформированием. Внутреннее кольцо защитной втулки установлено в наружном кольце со смещением во внутрь, что позволяет подогнуть кромку наружного кольца во внутрь трубы, снизить теплопроводность и температуру нагрева защитной втулки при соединении труб с внутренним защитным покрытием сваркой.
В отличии от прототипа, кромка наружного кольца защитной втулки подогнута во внутрь трубы на 30-40о и обеспечивает равноценное увеличение толщины стенки в соединении двухслойных труб. Такое исполнение защитной втулки в трубе с внутренним защитным покрытием является новым. Сравнение заявляемого технического решения с другими в данной области техники не выявило в них совокупность признаков, отличающую заявляемое техническое решение от прототипа, что позволяет сделать вывод о его соответствии критериям "Новизна" и "Существенные отличия".
Заявляемое техническое решение, по сравнению с прототипом, снижает металлоемкость конструкции трубы с внутренней пластмассовой оболочкой за счет уменьшения теплопроводности защитной втулки, является равноценным по прочности при меньшей металлоемкости элементов конструкции за счет придания защитной втулке специальной формы.
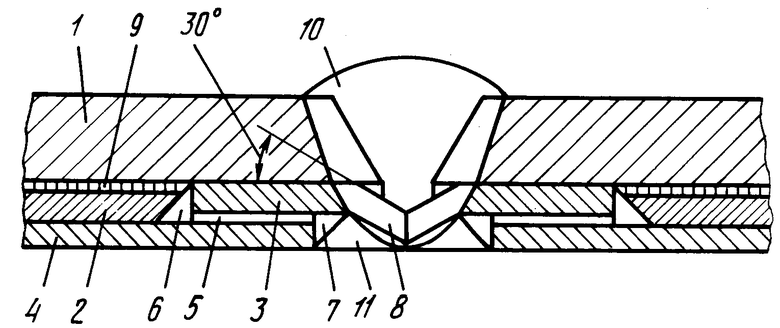
На чертеже приведена конструкция предлагаемой трубы с внутренней пластмассовой оболочкой. Концы двух труб соединены между собой сварным швом.
В металлической трубе 1 расположены скрепленные между собой внутренняя пластмассовая оболочка 2, защитная втулка, составленная из наружного кольца 3 и внутреннего кольца 4, скрепленных между собой с кольцевым зазором 5 сварными швами 6 и 7. Кромка 8 наружного кольца 3 отогнута внутрь трубы 1. Между стенкой трубы 1 и оболочкой 2 расположен термозащитный и армирующий оболочку 2 элемент 9. Концы двух труб с внутренней пластмассовой оболочкой соединены сварным швом 10.
Трубу собирают в следующей последовательности.
Наружное кольцо 3 и внутреннее кольцо 4 защитной втулки устанавливают концентрично, с кольцевым зазором 5 между ними. Внутреннее кольцо 4 смещают относительно кромки 8 кольца 3 на 3-4 толщины этого кольца и скрепляют между собой. Кольцевой зазор 5 при этом частично вакуумируют любым известным способом. В конец трубы 1 вставляют термозащитный элемент 9 и скрепляют его со стенкой трубы 1. В трубу 1 вводят внутреннюю пластмассовую оболочку 2. Из конца трубы 1 на ширину кольца 3 удаляют оболочку 2 и вставляют в него защитную втулку, выполненную из колец 3 и 4. Любым известным способом, защитную втулку расширяют и плотно прижимают к стенкам трубы 1 и оболочки 2, скрепляют их этим между собой.
Кромку 8 кольца 3 отгибают внутрь трубы 1 на 30-40о. Кольцевую полость 11 под кромкой 8 кольца 3 при необходимости заполняют каким либо защитным материалом, например, металлокерамикой, самофлюсующимся материалом. Подготовленные таким образом трубы 1 устанавливают соосно, стыкуют и сваривают. Состыкованные защитные втулки свариваемых труб 1 образуют разъемный подкладной элемент из колец 3. Отогнутые под углом 30-40о кромки 8 колец 4 образуют кольцевую выемку в разъемном подкладном элементе. Сварочной дугой нагревают и расплавляют кромки 8 колец 3 и заполняют выемку в подкладном элементе расплавленным металлом. Кромки 8 колец 3 сваривают между собой и со стенками труб 1. На внутренней поверхности соединенных труб 1 образуется выпуклый валик усиления стенки многослойной трубы, плавно переходящий к основному металлу. Кольцо 3 в процессе сварки нагревается теплом электрической дуги и затем охлаждается холодной стенкой трубы 1. Кольцо 4, прилегающее к оболочке 2, от кольца 3 нагревается незначительно, так как они контактируют между собой по ограниченной кольцевым зазором 5 поверхности. Стенка трубы 1 в процессе сварки нагревается выше допустимой для пластмассовой оболочки температуры и может принудительно охлаждаться. Пластмассовая оболочка 2 в ней защищена от воздействия температуры, так же, термозащитным элементом 9. Заполняющий кольцевую полость 11 под кромками 8 защитный материал в процессе сварки труб 1 расплавляется, термически увеличивается в объеме, растекается по поверхности свариваемых труб и образует дополнительное покрытие зоны сварного шва на внутренней поверхности труб.
Таким образом, в предлагаемой трубе обеспечивается дополнительная защита и предотвращается разрушение внутренней пластмассовой оболочки от высокой температуры за счет понижения теплопроводности защитной втулки при уменьшении металлоемкости элементов конструкции трубы в 2-2,5 раза. Уменьшение металлоемкости элементов конструкции трубы с внутренней пластмассовой оболочкой не снижает прочности сварного соединения этих труб.
П р и м е р. Металлические трубы 1 диаметром 159 мм с толщиной стенки 9 мм сваривали ручной электродуговой сваркой в секцию длиной 30 м. В концы секции трубы 1 вставляли сетчатый элемент 9 и приваривали его к стенке трубы 1 точечной сваркой. Сетчатый элемент 9 был установлен на глубину 30 мм от торцов секции труб. После установки в трубах, его облицовывали цементной пастой, замешанной на воде с соотношением В/Ц = 0,3. После облицовки элемента 9 цементной пастой, соосно трубам 1 устанавливали полиэтиленовую трубу 2 длиной 31 м, диаметром 143 мм с толщиной стенки 4 мм. Пластмассовую оболочку 2 вводили в трубы 1 волочением через обжимную фильеру (на чеpтеже не показано). После размещения оболочки 2 в трубах 1, свободные концы ее отрезали по длине секции труб 1. Из концов труб 1 на глубину 30 мм удаляли оболочку 2, то есть концы труб 1 оголяли до места установки элемента 9.
Наружное кольцо 3, диаметром 140 мм, с толщиной стенки 3 мм и шириной 35 мм, и внутреннее кольцо 4 диаметром 132 мм, с толщиной стенки 4 мм и длиной 90 мм, устанавливали концентрично с кольцевым зазором 5 равным 1 мм. Внутреннее кольцо 4 смещали относительно кромки 8 кольца 3 на 10 мм и сваривали их между собой швами 6 и 7. При скреплении наружного кольца 3 и кольца 4 между собой сваркой, они и воздух заполнявший кольцевой зазор 5 нагревались до температуры, ориентировочно, 500оС-600оС. При этом, воздух заполнявший кольцевой зазор 5 сильно расширялся. После герметизации кольцевого зазора 5 сварными швами 6 и 7, и охлаждения колец 3 и 4 до температуры окружающей среды, кольцевой зазор 5 частично вакуумировался за счет уменьшения объема заполняющего его охлажденного воздуха. Специально характеристики кольцевого зазора не определялись. Выполненную таким образом защитную втулку вставляли в оголенный конец секции металлических труб 1 и расширяли жестким конусом (на чертеже не показано) до полного прилегания к стенкам оболочки 2 и трубы 1, скрепляли их между собой. При этом, кромку 8 кольца 3 отгибали во внутрь трубы 1 на 30о. Аналогично выполняли второй конец секции труб 1. Изготовленные секции труб устанавливали соосно и сваривали ручной электродуговой сваркой, соединяли их сварным швом 10. На внутренней поверхности соединенных сваркой труб, в зоне сварного шва, толщина их стенки превышала суммарную толщину трубы 1 и кольца 3 (9 мм + 3 мм = 12 мм) и равнялась 16 мм. Внутненняя пластмассовая оболочка 2 была удалена от сварного шва на 35 мм, и не нагревалась при сварке выше 40оС. Измерения приводили с помощью ХК термопары и потенциометра ЭПП-09МЗ. Проводили также измерения и визуальный осмотр образцов труб, вырезанных фрезерованием из зоны сварного соединения труб с внутренней пластмассовой оболочкой.
В трубах, изготовленных по прототипу, внутренняя оболочка без признаков разрушения располагалась на расстоянии 200 мм от сварного шва, длина защитной втулки составляла 300 мм. Суммарная толщина стенки трубы в зоне сварного шва составляла 18 мм. В трубах, изготовленных по прототипу и по предлагаемому варианту конструкции упрочнение в зоне сварного шва практически было одинаковым.
Технико-экономический эффект от предлагаемого технического решения получают за счет экономии металла и снижения стоимости одного погонного метра трубы с внутренней пластмассовой оболочкой. Не рассматривая вопроса о стоимости трубы с внутренней оболочкой, зависящей от многих факторов, произведем расчет экономии металла, например, для программы выпуска труб с полиэтиленовой оболочкой для ПО "Татнефть".
Для изготовления трубы с внутренней полиэтиленовой оболочкой применяют защитную втулку длиной 300 мм, изготовленную из трубы 140х12 ГОСТ 8732-78 весом G1 = 4,6 кг. Защитную втулку по заявке можно изготовить из трубы 140х5 ГОСТ 8732-78, весом G2 = 0,5 кг и из трубы 140х5 ГОСТ 8732-78, весом G3 = 1,6 кг.
Общий вес заготовки будет равен
G = G2 + G3 = 0,5 + 1,6 = 2,1 кг
На одной защитной втулке можно получить экономию металла
ΔG = G1 - G = 4,6 - 2,1 = 2,5 кг
Производственная программа выпуска секций труб длиной 30 м с внутренней полиэтиленовой оболочкой составляет 150 км в год или 5000 секций труб в год. Для их обеспечения необходимо 10000 шт. защитных втулок. На их изготовление расходуется 46000 кг (46 т) металла.
Для изготовления такого же количества труб по предлагаемому варианту необходимо израсходовать на защитные втулки 21000 кг (21 т) металла. Т.е. на 25000 кг меньше.
| название | год | авторы | номер документа |
|---|---|---|---|
| МЕТАЛЛИЧЕСКАЯ ТРУБА С ВНУТРЕННЕЙ ПЛАСТМАССОВОЙ ТРУБОЙ, ПОДГОТОВЛЕННАЯ ДЛЯ ЗАЩИТЫ ОТ КОРРОЗИИ СВАРНОГО СОЕДИНЕНИЯ ТРУБОПРОВОДА ВТУЛКОЙ ПОДКЛАДНОЙ | 2013 |
|
RU2519001C1 |
| СПОСОБ ФУТЕРОВАНИЯ МЕТАЛЛИЧЕСКОЙ ТРУБЫ | 1992 |
|
RU2005615C1 |
| ТРУБА С ВНУТРЕННЕЙ ПЛАСТМАССОВОЙ ОБОЛОЧКОЙ | 2000 |
|
RU2171946C1 |
| ТРУБА С ВНУТРЕННЕЙ ПЛАСТМАССОВОЙ ОБОЛОЧКОЙ | 1998 |
|
RU2141598C1 |
| МЕТАЛЛИЧЕСКАЯ ТРУБА С ВНУТРЕННЕЙ ПЛАСТМАССОВОЙ ТРУБОЙ И ВТУЛКОЙ ПОДКЛАДНОЙ | 2013 |
|
RU2518770C1 |
| СПОСОБ СОЕДИНЕНИЯ ТРУБ МЕТАЛЛИЧЕСКИХ С ВНУТРЕННЕЙ ТРУБОЙ ПЛАСТМАССОВОЙ | 2013 |
|
RU2518999C1 |
| СПОСОБ КОМПЛЕКСНОЙ ЗАЩИТЫ ОТ КОРРОЗИИ ПРОТЯЖЕННЫХ СТАЛЬНЫХ ТРУБОПРОВОДОВ (ВАРИАНТЫ) | 2005 |
|
RU2296817C2 |
| СТАЛЬНАЯ ТРУБА С ВНУТРЕННЕЙ ПЛАСТМАССОВОЙ ОБОЛОЧКОЙ | 2009 |
|
RU2393371C1 |
| ТРУБА С ВНУТРЕННЕЙ ПЛАСТМАССОВОЙ ОБОЛОЧКОЙ | 2009 |
|
RU2398152C1 |
| ТРУБА С ВНУТРЕННЕЙ ПЛАСТМАССОВОЙ ОБОЛОЧКОЙ | 1988 |
|
SU1572141A1 |
Использование: при сооружении трубопроводов для транспортирования технологических жидкостей. Сущность изобретения: на конце трубы концентрично расположена и скреплена с ней защитная втулка. Втулка выполнена сборной из установленных с зазором и скрепленных между собой колец. Торцевая кромка внутреннего кольца смещена относительно наружного внутрь на 3 - 4 толщины наружного кольца. Кромка наружного кольца отогнута внутрь трубы под углом 30 - 40° к оси трубы. 1 ил.
ТРУБА С ВНУТРЕННЕЙ ПЛАСТМАССОВОЙ ОБОЛОЧКОЙ, содержащая концентрично расположенную на конце трубы и скрепленную с ней защитную втулку, отличающаяся тем, что защитная втулка выполнена сборной из установленных с зазором и скрепленных между собой колец, причем торцевая кромка внутреннего кольца смещена относительно наружного внутрь на 3 - 4 толщины наружного кольца, а кромка наружного кольца отогнута внутрь трубы под углом 30 - 40o к оси трубы.
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| ТРУБА С ВНУТРЕННЕЙ ПЛАСТМАССОВОЙ ОБОЛОЧКОЙ | 1988 |
|
SU1572141A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
