Изобретение относится к трубопроводному транспорту и может быть использовано при строительстве трубопроводов.
Известно устройство металлической трубы с внутренней пластмассовой оболочкой, содержащей концентрично расположенные на конце трубы и скрепленные с ними и между собой перфорированные протекторную и защитную втулки с кольцевыми зазорами, заполненными легкоплавким материалом (а.с. N 1572141, кл. F 16 L 9/02; 1987).
Недостатком данной трубы является то, что процесс изготовления защитной втулки очень трудоемок и до 50% металла уходит в стружку. Кроме того, ограниченная масса протекторной втулки также ограничивает срок антикоррозионной защиты трубы и сварного шва.
Наиболее близким техническим решением, принятым в качестве прототипа, является труба с внутренней пластмассовой оболочкой, содержащая концентрично расположенную на конце трубы и скрепленную с ней сборную защитную втулку, выполненную из установленных с зазором и скрепленных между собой колец, причем торцевая кромка внутреннего кольца смещена относительно наружного внутрь на 3-4 толщины наружного кольца, а кромка наружного кольца отогнута внутрь трубы под углом 30-40o к оси трубы (Пат. РФ N 2027939, кл. F 16 L 9/02; 1995).
Недостатками этой трубы являются: проведение большого объема сварочных работ; высокая металлоемкость конструкции; высокие энергетические затраты; сложные технологические подготовительные операции.
Задачей изобретения является упрощение технологии изготовления трубы и усиление антикоррозионной защиты.
Поставленная задача достигается тем, что внутренние кольца выполнены из коррозионностойкого металла с более низким коэффициентом теплопроводности, чем у металла трубы, и выступают наружными концами не более чем на 2 мм за торцы трубы, а наружные кольца выполнены из того же металла, что и труба с толщиной стенки, не превышающей толщину стенки пластмассовой оболочки. Наружные кольца выполнены по длине с переменной толщиной стенки и размещены утоненными концами вровень с торцами трубы. Между внутренней поверхностью концов пластмассовой оболочки и наружными поверхностями внутренних колец размещен герметик из упругого эластичного материала. На наружной поверхности внутренних колец выполнены уступы, высота которых не превышает толщину стенки пластмассовой оболочки. Кроме того, наружные кольца выполнены из термостойкого неметаллического материала, а их наружные концы удалены от торцов трубы.
Анализ известных аналогичных решений позволяет сделать вывод об отсутствии в них признаков, сходных с отличающимися признаками в заявляемом способе, т.е. о соответствии заявляемого решения критерию "существенные отличия".
На фиг. 1-5 приведены предлагаемые варианты конструкции трубы с внутренней пластмассовой оболочкой.
В металлической трубе 1 (фиг. 1) расположены и скреплены между собой внутренняя пластмассовая оболочка 2, сборная защитная втулка, составленная из наружного кольца 3 и внутреннего кольца 4. Внутреннее кольцо 4 выполнено из коррозионностойкого металла с более низким коэффициентом теплопроводности, чем у металла трубы, и выступает наружным концом 5 не более чем на 2 мм за торцы трубы. Это позволяет создать надежный сварной шов при соединении труб и снизить тепловые нагрузки на концы внутренней пластмассовой оболочки 2. Наружное кольцо 3 выполнено из того же металла, что и труба с толщиной стенки, не превышающей толщину стенки пластмассовой оболочки 2.
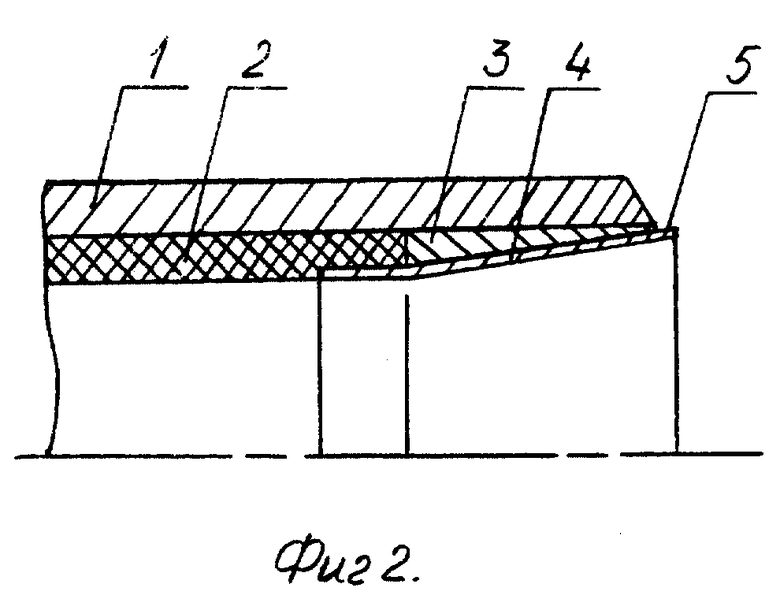
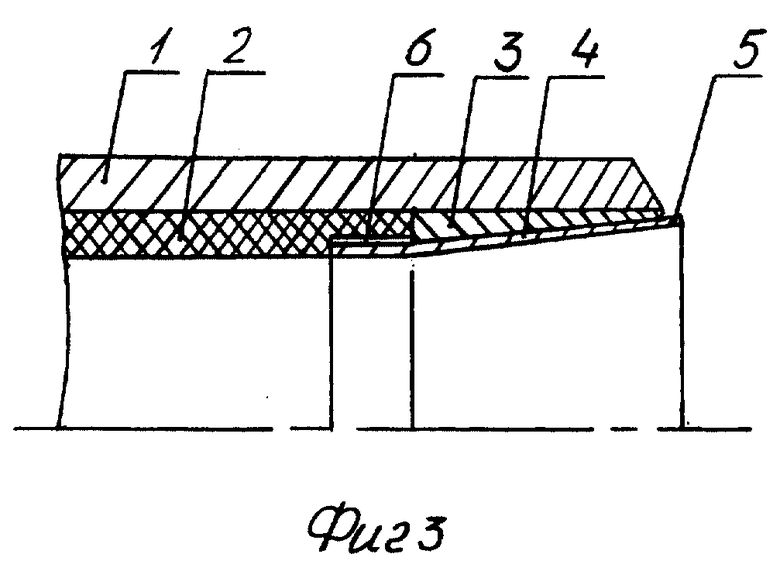
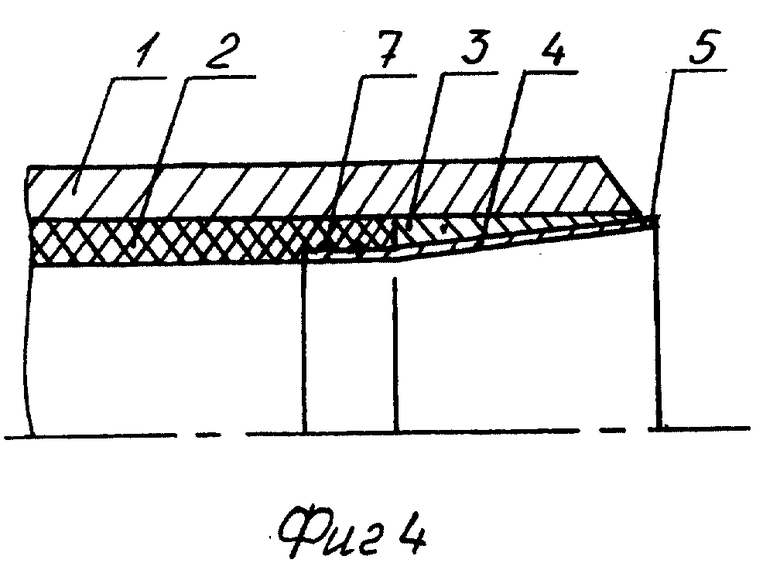
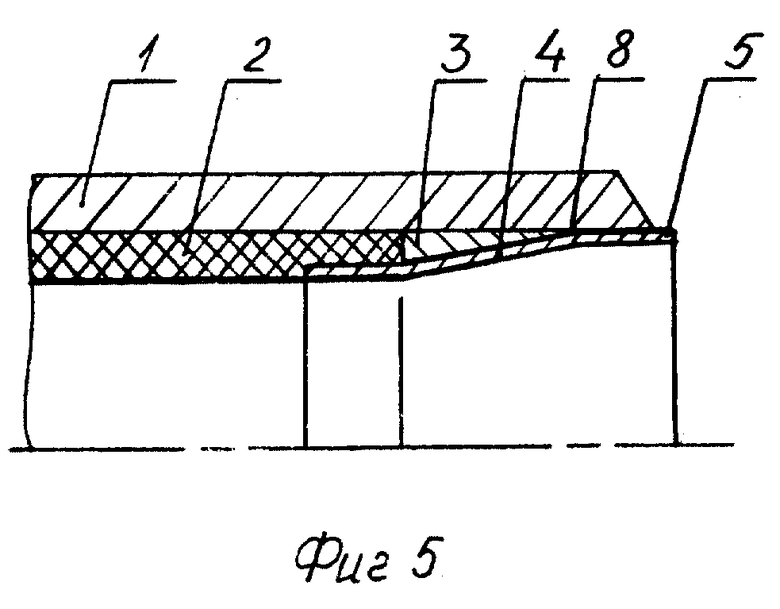
На фиг. 2, 3 и 4 изображены варианты конструкции трубы с наружными кольцами 4, выполненные по длине с переменной толщиной стенки и размещенные утоненными концами вровень с торцами трубы. Для усиления антикоррозионных свойств трубы между внутренней поверхностью концов пластмассовой оболочки 2 и наружной поверхностью внутреннего кольца 4 размещен герметик 6 (фиг. 3) из упругого эластичного материала, а на наружной поверхности внутреннего кольца 5 выполнены уступы 7 (фиг. 4), высота которых не превышает толщину стенки пластмассовой оболочки 2. На фиг. 5 изображен вариант конструкции трубы, когда наружное кольцо 3 выполнено из термостойкого неметаллического материала, а его наружный конец 8 удален от торцов трубы 1.
Труба собирается в следующей последовательности. В трубу 1 вводят внутреннюю пластмассовую оболочку 2. Из конца трубы 1 на длину кольца 3 (фиг. 1-4) удаляют оболочку 2 и вставляют в него сборную защитную втулку, выполненную из колец 3 и 4. Сборную защитную втулку расширяют и плотно прижимают к стенкам трубы 1 и оболочки 2, скрепляют их таким образом между собой. Выступающий не более чем на 2 мм конец 5 кольца 4 служит для образования надежного прочного коррозионностойкого сварного шва при соединении труб в трубопровод. Подготовленные по предлагаемому способу трубы 1 устанавливают соосно, стыкуют и сваривают.
Пример конкретного выполнения.
Трубу 1 диаметром 159 мм с толщиной стенки 9 мм ГОСТ 8732-78 из стали 20 (коэффициент теплопроводности λ = 50,6 Вт/м•oC) зафутеровали полиэтиленовой оболочкой 2 диаметром 141 мм с толщиной стенки 4 мм путем волочения через обжимающий фильер диаметром 138 мм. Потом удалили концы полиэтиленовой оболочки на длину термического воздействия тепла сварки, при котором не происходит разрушение полиэтиленовой оболочки 2. Это расстояние для труб диаметром 159 мм с толщиной стенки 9 мм при соединении ручной электродуговой сваркой равно 145 мм. Затем установили внутрь конца трубы защитную втулку, состоящую из наружного кольца 3, выполненного из трубы диаметром 140 мм с толщиной стенки 3,0 мм из стали 20, и внутреннего кольца 4, выполненного из листовой коррозионно-стойкой стали марки Х18Н10Т (коэффициент теплопроводности λ = 21 Вт/м•oC) шириной 180 мм и толщиной стенки 1,0 мм путем соединения их продольных кромок электродуговой сваркой. Расширили защитную втулку при помощи гидропресса, снабженного специальным расширителем. При этом внутреннее кольцо 4 своим внутренним концом защемляет и герметизирует удаленный внутрь трубы 1 конец полиэтиленовой оболочки 2, а вторым концом 5 выступает за торец трубы на 1 мм. Аналогичным способом выполнили вышеперечисленные технологические операции и на втором конце трубы 1.
В процессе соединения труб с внутренней пластмассовой оболочкой электродуговой сваркой по общеизвестной технологии, основная часть тепла сварки распространяется по металлу трубы и наружного кольца 3, так как коэффициент их теплопроводности в 2,41 раза больше, чем у внутреннего кольца 4, что предохраняет защемленный конец полиэтиленовой оболочки от разгерметизации, то есть исключает возможности попадания транспортируемой среды к металлу трубы в процессе эксплуатации трубопровода. Все остальные пункты формулы изобретения направлены на повышение качества трубы с внутренней пластмассовой оболочкой, что в конечном итоге повышает надежность эксплуатации трубопровода.
Таким образом, предлагаемая труба проста в подготовке, изготовлении и обеспечивает надежную антикоррозионную защиту металла трубы.
Используемая литература
1. А. с. СССР N 1572141; МКИ4 F 16 L 9/02. Труба с внутренней пластмассовой оболочкой (Кудряшов Н.Н. и Загиров М.М. (РФ). - N 4461900/29; Заявл. 15.07.88; Опубл. 15.11.94. - Бюл. N 21.
2. Пат. РФ N 2027939, МКИ6 F 16 L 9/02. Труба с внутренней пластмассовой оболочкой (Кудряшов Н. Н. (РФ). - N 5020417/29; Заявл. 03.01.92; Опубл. 27.01.95. - Бюл. N 3.
Труба предназначена для использования при строительстве трубопроводов. Труба содержит сборные защитные втулки, состоящие из внутренних и наружных колец. Внутренние кольца выполнены из коррозионно-стойкого металла с более низким коэффициентом теплопроводности, чем у металла трубы, и выступают наружными концами не более чем на 2 мм за торцы трубы. Наружные кольца выполнены из того же металла, что и труба, с толщиной стенки, не превышающей толщину стенки пластмассовой оболочки. В результате упрощается технология изготовления трубы. 3 з.п.ф-лы, 5 ил.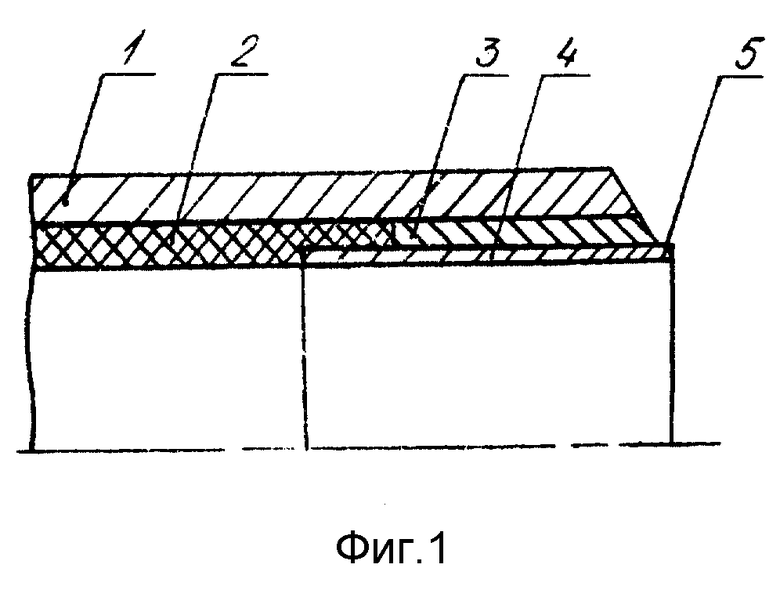
| ТРУБА С ВНУТРЕННЕЙ ПЛАСТМАССОВОЙ ОБОЛОЧКОЙ | 1992 |
|
RU2027939C1 |
| ТРУБА С ВНУТРЕННЕЙ ПЛАСТМАССОВОЙ ОБОЛОЧКОЙ | 1995 |
|
RU2095675C1 |
| ТРУБА С ВНУТРЕННЕЙ ПЛАСТМАССОВОЙ ОБОЛОЧКОЙ | 1988 |
|
SU1572141A1 |
| US 4122870 A, 31.10.78 | |||
| DE 4406188 C1, 09.03.95. | |||
