Изобретение относится к сварке пластмасс и может быть применено при строительстве и эксплуатации пластмассовых трубопроводов, в частности при их ремонте.
Известен способ стыковой сварки труб из пластмасс, включающий фиксацию концов стыкуемых труб в кольцевых зажимах сварочной установки, торцевание соединяемых поверхностей и оплавление их нагревателем, удаление нагревателя, сжатие торцов под сварочным давлением и охлаждение стыка под давлением осадки (Семячкин С.Е. Сварка пластмасс в строительстве, М.: Литература по строительству, 1968, с. 114-115).
Недостатком известного способа является то, что при использовании его при ремонте трубопроводов с помощью привариваемой в месте поврежденного участка вставки сложно определить длину вставки.
Наиболее близким по технической сущности к изобретению является способ стыковой сварки пластмассовых труб, при котором приваривают один конец пластмассовой вставки к первой трубе, торцуют и нагревают торцы другого конца вставки и второй трубы, сжимают их и охлаждают сварной шов (авторское свидетельство СССР N 1578014, кл. В 29 С 65/02, 1990 г.).
Недостатком данного способа является низкая производительность труда и большая энергоемкость технологического процесса, вызванная потерей времени на подготовительные операции по установке хомутов, нагрева участков трубопроводов, необходимость в дополнительном источнике энергии.
Целью изобретения являлось повышение производительности процесса. Указанная цель достигается тем, что в способе стыковой сварки пластмассовых труб, при котором приваривают один конец пластмассовой вставки к первой трубе, торцуют и нагревают торцы другого конца вставки и второй трубы, сжимают их и охлаждают сварной шов, согласно изобретению в качестве вставки используют гофрированную трубку, которую поддерживают в сжатом состоянии в процессе приварки одного ее конца к первой трубе, причем сжатие торцов другого конца вставки и второй трубы осуществляют путем освобождения гофр вставки от усилия сжатия. Кроме того, в процессе сжатия торцов другого конца вставки и второй трубы осуществляют растяжение гофр вставки.
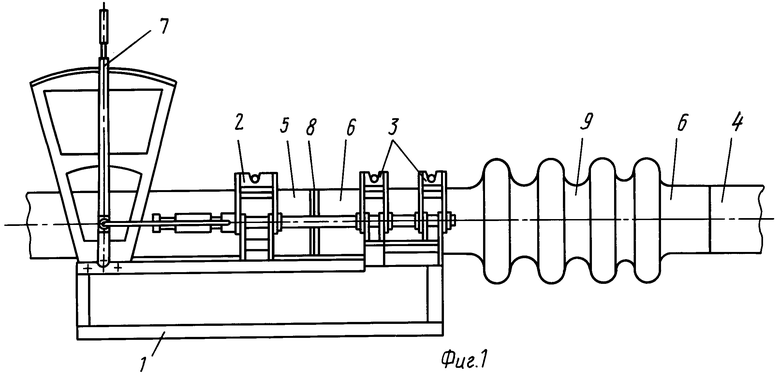
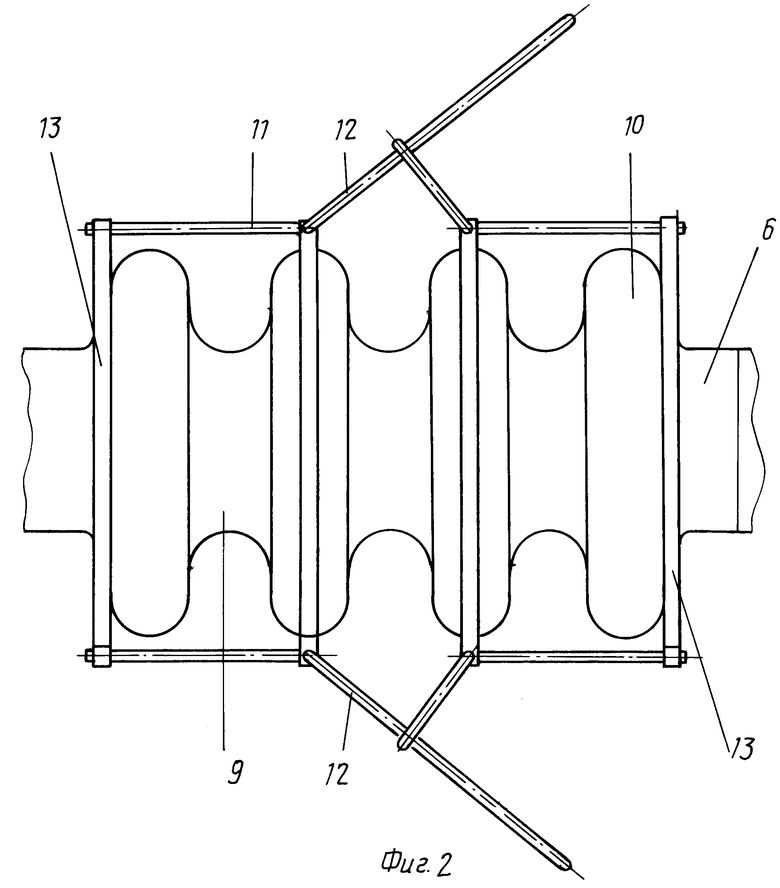
На фиг.1 изображен общий вид установки для реализации способа; на фиг.2 - привариваемая вставка со стяжным механизмом.
Для осуществления способа служит установка, содержащая станину 1 с неподвижным 2 и подвижным 3 зажимами, для закрепления концов свариваемых труб 4, 5 и пластмассовой ремонтной вставки 6. Механизм сжатия 7 жестко связан с подвижным хомутом 3. Нагревательный элемент 8 может быть выполнен в виде закладной детали. Вставка 6 выполнена в виде гофрированной трубки, состоящей из корпуса 9 и гофр 10. Для осуществления способа может быть использован съемный стяжной механизм 11 с рычагом 12 и разъемными фланцами 13.
Способ стыковой сварки пластмассовых труб заключается в следующем. К первой трубе 4 приваривают один конец вставки 6 определяемой длины, выполненной в виде гофрированной трубки, которую поддерживают при этом в сжатом состоянии. Между торцами второй трубы 5 и другого конца вставки 6, закрепленных в зажимах 2 и 3 соответственно, создают зазор для проведения операций торцевания и нагрева торцов.
Поддержание вставки 6 в сжатом состоянии и образование зазора а также освобождение гофр вставки от усилия сжатия осуществляют при помощи механизма сжатия 7. После торцевания и нагрева торцов трубы 5 и свободного конца вставки осуществляют их сжатие путем освобождения растяжения гофр вставки 6 от усилия сжатия. После формирования сварного шва его охлаждают. Размеры гофр вставки 6 и их количество подбирают таким образом, что после выполнения всех технических операций сжатый первоначально гофрированный участок возвращается в свое нормальное состояние (без напряжений).
Возможен вариант способа, когда вставка 6 остается в напряженном состоянии, в сжатом или растянутом. В последнем случае в процессе сжатия торцов осуществляют растяжение гофр вставки.
Возможно осуществление способа без использования установки 1. В этом случае вставка 6 сжимается при помощи съемного стяжного механизма 11 и фланцев 13 и вставляется в зазор на трубопроводе. Затем поочередно выполняют операции торцовки, оплавления и сжатия торцов труб и вставки с каждой ее стороны. Освобождение гофр от усилия сжатия и растяжении осуществляют путем медленного отпускания рычагов 12 стяжного механизма 11.
После выполнения ремонта стяжной механизм 11 с фланцами 13 демонтируется.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ стыковой сварки пластмассовых труб | 1987 |
|
SU1578014A1 |
| Устройство для стыковой сварки труб | 1987 |
|
SU1407836A1 |
| СПОСОБ СВАРКИ ТЕРМОПЛАСТОВ И УСТРОЙСТВО ДЛЯ СВАРКИ ТЕРМОПЛАСТОВЫХ ЭЛЕМЕНТОВ | 2006 |
|
RU2312767C2 |
| СПОСОБ РЕМОНТА ДЕФЕКТНОГО УЧАСТКА ДЕЙСТВУЮЩЕГО ТРУБОПРОВОДА | 2007 |
|
RU2354522C2 |
| СПОСОБ РЕМОНТА ТРУБОПРОВОДА, ДЕФОРМИРОВАННОГО ИЗГИБОМ | 1997 |
|
RU2134373C1 |
| СПОСОБ РЕМОНТА ТРУБОПРОВОДА, ДЕФОРМИРОВАННОГО ИЗГИБОМ | 1994 |
|
RU2076988C1 |
| Способ изготовления коррозионно-стойкой трубы (варианты) | 2016 |
|
RU2634644C1 |
| Способ приварки технологических элементов к трубопроводу | 1981 |
|
SU1058182A1 |
| Машина для контактной стыковой сварки оплавлением труб с изоляцией | 2024 |
|
RU2835460C1 |
| СПОСОБ АНТИКОРРОЗИОННОЙ ЗАЩИТЫ СВАРНЫХ СТЫКОВ ТРУБОПРОВОДОВ С ВНУТРЕННИМ ПОКРЫТИЕМ | 2000 |
|
RU2162188C1 |
Использование: изобретение относится к сварке пластмасс и может найти применение при строительстве и эксплуатации пластмассовых трубопроводов, в частности при их ремонте. Сущность изобретения: в способе стыковой сварки пластмассовых труб в качестве вставки используют гофрированную трубку, которую поддерживают в сжатом состоянии в процессе приварки одного ее конца к первой трубе. Сжатие торцев другого конца вставки и второй трубы осуществляют путем освобождения гофр вставки от усилия сжатия. кроме того, в процессе сжатия торцев другого конца вставки и второй трубы осуществляют растяжение гофр вставки. 1 з.п. ф-лы, 2 ил.
| Способ стыковой сварки пластмассовых труб | 1987 |
|
SU1578014A1 |
| Солесос | 1922 |
|
SU29A1 |
