Изобретение относится к области предохранения труб от коррозии и может быть использовано при изготовлении, монтаже и ремонте трубопроводов, предназначенных для транспортирования нефти, нефтепродуктов, газов, различных агрессивных сред, воды и т. п.
В настоящее время в связи с дефицитом металла, значительной трудоемкостью монтажных работ большое распространение получает использование трубопроводов, внутренняя поверхность которых имеет защиту от коррозии.
В качестве защитных покрытий широко применяют эмалированные или лакокрасочные материалы, преимущественно на полимерной основе. Применение таких покрытий позволяет довести срок службы трубопроводов до 20-25 лет вместо 2 - 3 лет при транспортировании по ним коррозионно-активных сред, содержащих сероводород, двуокись углерода, ионы хлора и т.д.
Один из важнейших факторов, который сдерживает широкое применение трубопроводов с внутренним антикоррозионным покрытием при строительстве промысловых и магистральных трубопроводов, где основным видом соединения является сварка, - это отсутствие надежной и приемлемой по стоимости антикоррозионной защиты сварных стыков.
Дело в том, что при сварке значительная часть покрытия околошовной зоны сварного шва разрушается. Актуальность решения проблемы защиты сварного стыка очевидна из многочисленных решений, известных из научно-технической и патентной документации.
Из анализа этих известных технических решений, по мнению авторов, можно выделить, как перспективное, направление, в котором задача антикоррозионной защиты сварных стыков в трубопроводах с покрытием внутренней поверхности решается путем облицовки концов внутренней поверхности труб термостойким, коррозионностойким металлическим материалом. Затем внутреннюю поверхность труб, включая частично поверхность, облицованную термостойким материалом, покрывают коррозионностойким материалом меньшей теплостойкости, например полимерным материалом или стеклоэмалевым. Длину, облицованную термостойким материалом от торца трубы, выбирают в зависимости от использования коррозионностойкого материала с меньшей термостойкостью. При монтаже трубопроводов из таких труб используют сварку.
Известно изобретение "Трубное соединение с внутренним покрытием и способ его соединения". Это изобретение запатентовала французская фирма "Атохем" и получила патенты в США, Франции и Европейском патентном ведомстве (1, 2, 3). Это изобретение предусматривает на концевых частях внутренней поверхности труб облицовку, например, путем наплавки металлического коррозионностойкого материала толщиной 1,0 - 1,5 мм. Сварку стыка в трубопроводе выполняют в два этапа. На первом этапе выполняют корневой шов электродами из неокисляемого, нержавеющего металла, сваривая наплавленный шов. На втором этапе выполняется шов путем сваривания металла трубы.
Однако этот вариант защиты от коррозии зоны сварного шва имеет ряд существенных недостатков.
С одной стороны, это ограниченные технологические возможности, определяемые сложностью качественной наплавки на тяжелой длинномерной трубе, низкой производительностью процесса и неудовлетворительной надежностью соединения.
С другой стороны, серьезным недостатком рассматриваемого технического решения является неопределенность в выборе применяемых материалов для наплавки и сварки.
Дело в том, что применяемые для наплавки и сварки материалы должны обеспечивать выполнение требований, предъявляемых к соединению, показателям ГОСТа - 6996 при механических испытаниях на растяжение, лицевой и внутренний изгиб, ударный изгиб при температуре -40oC, и одновременно удовлетворять требованиям по коррозионной стойкости.
Кроме этого, важным фактором является стоимость применяемых материалов.
В рассматриваемом техническом решении лишь в общем виде указано, что применяемые для наплавки материалы должны быть коррозионностойкими и термостойкими, а сварку стыка необходимо выполнять в два этапа: на первом этапе выполнять сварку корневого шва электродами из неокисляемого, нержавеющего металла, сваривая наплавленный шов, а на втором этапе выполнять шов, сваривая металл трубы.
Естественно, что таких сведений явно недостаточно, т.к. указанными свойствами обладают материалы не только близкие по химическому составу, но и разные по классу.
Выбрать из большого разнообразия именно те материалы, которые отвечали бы специфическим требованиям, предъявляемым к сварным соединениям трубопроводов, является сложной задачей.
Решение этой задачи осложняется тем, что в настоящее время отсутствуют какие-либо нормативные требования или методические рекомендации, регламентирующие использование наплавки и сварки биметаллов в соединении трубопроводов из труб с внутренним антикоррозионным покрытием.
Несмотря на широкое применение наплавки в промышленности, как правило все рекомендации по ее применению сводятся к восстановлению изношенных деталей или их упрочнению и которыми практически невозможно воспользоваться в качестве рекомендаций для использования наплавки и сварки в соединении трубопроводов. Использование материалов для наплавки и сварки в соединении трубопроводов без достаточных теоретических или экспериментальных исследований может привести к аварийным ситуациям.
Это подтвердилось при первых экспериментах.
Например, руководствуясь технологией, предложенной в рассматриваемом изобретении по патентам [1, 2, 3], в качестве материала для наплавки была использована сварочная проволока св 07Х18Н9Т, а для сварки стыка электрод ОЗЛ-8 св 07Х20Н9. Но механические испытания, проведенные в соответствии с ГОСТом 6996 дали отрицательные результаты.
Если значения при испытаниях на растяжение соответствовали установленным требованиям, то значения, полученные при испытаниях на внешний и лицевой изгиб, оказались значительно ниже. Первые трещины при испытаниях на изгиб на границе сварного шва появились при угле изгиба 80 - 85o вместо требуемых 100 - 110o. Трещины появились и в наплавленном слое около шовной зоны на расстоянии 1 - 2 мм от корня шва.
Проведенные металлографические исследования показали присутствие в корне сварного шва и наплавленном слое хрупких прослоек металла с мартенситной структурой.
Таким образом, выбранные для наплавки и сварки материалы не удовлетворяют нормативным требованиям.
Учитывая результаты первых исследований, при которых использовались материалы, широко распространенные в промышленности как обладающие высокой коррозионной стойкостью, можно сделать вывод о том, что они не отвечают требованиям, предъявляемым к соединению трубопроводов сваркой.
Отсутствие в данном изобретении сведений о применяемых для облицовки и сварки материалов, которые обеспечили бы сочетание требований, предъявляемых к сварным соединениям трубопроводов с внутренним покрытием по показателям механических испытаний и коррозионной стойкости, показывает, что оно не имеет перспективы промышленного освоения.
Известно другое изобретение по патенту Российской Федерации [4].
Сущность этого изобретения заключается в том, что в нем, как и в изобретении по патентам (1, 2, 3) описанным выше, концы внутренней поверхности труб облицовывают термостойким металлическим материалом, при этом облицовку выполняют путем запрессовки втулки из коррозионностойкой стали со смещением от торца трубы, которую приваривают к телу трубы, а облицовку внутренней поверхности трубы между приваренной втулкой и торцом трубы осуществляют путем наплавки коррозионностойкой стали. Затем внутреннюю поверхность труб, включая частично поверхность, облицованную термостойким материалом, покрывают менее термостойким, например полимерным или стеклоэмалевым, материалом, а соединение труб осуществляют сваркой.
В данном изобретении частично устранены недостатки, имеющие место в изобретении по патентам (1, 2, 3).
Использование в составе облицовки тонкостенной втулки из коррозионностойкой стали, которая составляет большую часть облицовки, повышает надежность антикоррозионной защиты, т.к. установка втулки осуществляется без тепловложения, а следовательно, и поверхность остается однородной и исключает возможность появления на ней материала трубы, которое возможно при наплавке. Это повышает надежность антикоррозионной защиты.
Часть облицовки, выполненная наплавкой коррозионно-стойкого материала на внутреннюю поверхность трубы между установленной втулкой и торцом трубы, в 8 - 10 раз меньше поверхности, облицованной втулкой, и составляет всего 5 - 8 мм. Из этого следует, что длительность процесса наплавки невелика, что позволяет вести ее на стабильных режимах, не допуская перемешивания ванны, а следовательно, обеспечивая высокое качество наплавки и надежность антикоррозионной защиты. Кроме этого, использование втулки позволяет повысить производительность процесса облицовки по сравнению с техническим решением (1, 2, 3) в 8-10 раз, a следовательно, появляется возможность создания производственного комплекса с замкнутым технологическим циклом производительностью до 10 труб в час при диаметре 114 мм.
Этот вариант облицовки с использованием втулок позволяет организовывать производство труб с покрытием диаметром 325 мм и более, т.к. время установки втулок в трубы различных диаметров практически одинаково, а время, затрачиваемое на наплавку значительно сокращается.
В соответствии с рекомендациями, приведенными в описании изобретения [4] , были изготовлены и испытаны образцы. Для антикоррозионной защиты зоны стыка сварного соединения были использованы следующие материалы:
для втулок - сталь Х18Н10Т;
для наплавки и приварки втулки к телу трубы - сварочная проволока ЭП-367 (ев 08Х15Н60М15);
для сварки стыка соединяемых труб - электроды марки ЦТ-28 (ев 08Х15Н60М15).
Значения проведенных механических испытаний значительно превысили нормативные показатели.
При испытании на растяжение разрыв происходил по основному материалу трубы, а при испытаниях на внутренний и лицевой изгиб угол изгиба, при котором появились первые трещины, составлял 160 - 180o, что значительно превышает нормативные показатели, соответствующие значениям 100 - 110o. Значения на ударный изгиб также значительно превосходили нормативные значения.
Однако более тщательные исследования и оценки показывают, что использование этих материалов нецелесообразно.
С одной стороны, повышенное содержание никеля до 60% и более при недостаточном количестве хрома (менее 18%) может привести в эксплуатации при высоких температурах к межкристаллической коррозии и коррозионному растрескиванию, а неоднородность структуры материала втулки тела наплавленного споя неизбежно приведет к электрохимической коррозии.
С другой стороны, стоимость материалов, применяемых для наплавки и сварки очень высока (проволока ЭП-367 - около 500 тысяч рублей за 1 т, а электроды ЦТ - 28 - более 600 тысяч рублей/т). Естественно, что использование таких дорогостоящих материалов при монтаже трубопровода экономически нецелесообразно.
Таким образом, несмотря на преимущества изобретения по патенту [4] по сравнению с изобретением по патентам [1, 2, 3], общим недостатком для них является то, что в них в основном представлена лишь конструкция соединения и практически отсутствует ключевое технологическое решение по выбору материалов, применяемых в соединении, которые обеспечили бы высокую коррозионную стойкость в сочетании с выполнением требований, предъявляемых к сварным соединениям при механических испытаниях, т.е. практически поставлена задача в общем виде, без конкретных путей ее решения.
Исходя из сопоставительного анализа предлагаемого технического решения с выявленными аналогами [1, 2, 3, 4], можно сделать вывод о том, что по технической сущности и наибольшему количеству сходных признаков за прототип может быть принято изобретение "Способ соединения труб с внутренним антикоррозионным покрытием" (4).
Предлагаемое техническое решение направлено на устранение недостатков, присущих аналогу и прототипу.
Сущность изобретения заключается в том, что в нем, как и в известном способе соединения труб с внутренним антикоррозионным покрытием, при котором концы внутренней поверхности труб облицовывают термостойким металлическим материалом, используя тонкостенную втулку, которую устанавливают со смещением от торца трубы и приваривают со стороны торца трубы или с двух сторон кольцевыми швами к телу трубы, а облицовку внутренней поверхности трубы между приваренной втулкой и торцом трубы выполняют наплавкой коррозионностойкого материала, затем внутреннюю поверхность трубы, включая частично облицованную поверхность, покрывают теплочувствительным коррозионностойким материалом, например стеклоэмалевым или полимерным, а соединение труб осуществляют сваркой. Отличие состоит в том, что для облицовки концов труб и сварки используют аустенитные материалы, при этом для втулки используют материал с содержанием углерода не более 0,12%, никеля в пределах 9-30%, хрома в пределах 12-25%; для наплавки и приварки втулки используют материалы, в которых содержание углерода не превышает 0,10%, никеля в пределах 20-40%, хрома - 16-25%, а для сварки стыка используют электроды с содержанием углерода не более 0,10%, никеля в пределах 13-40% и хрома в пределах 16-25%.
Сущность изобретения поясняется чертежом, где представлен в разрезе общий вид соединения труб с внутренним антикоррозионным покрытием. На внутренней поверхности соединяемых труб 1 и 2 в области сварного стыка указаны зоны поверхностей, полученных в результате выполнения технологических операций по облицовке концов труб и соединению труб сваркой. Поверхности этих зон образуют:
- корневой шов, 3;
- наплавленный слой, 4;
- кольцевые швы приварки втулки по торцам к телу трубы, 5;
- облицовочная втулка, 6.
Кроме того, на чертеже показаны поверхности труб, покрытые термочувствительным, например полимерным или стеклоэмалевым, материалом, 7.
Признаки, характеризующие предлагаемое техническое решение, выявлены на основании исследования широкой гаммы современных материалов, для которых были установлены основные критерии их оптимального выбора, обеспечивающие сочетание высокой коррозионной стойкости с необходимыми механическими характеристиками.
В качестве таких критериев были выбраны:
А - соблюдение требований нормативных документов по прочности сварных стыков при механических испытаниях: растяжение, статический внутренний и лицевой изгибы, ударный изгиб;
Б - сплошность антикоррозионной защиты внутренней поверхности трубопровода во всей области сварного стыка, т.е. зонах 3, 4, 5, 6, указанных на чертеже;
В - сохранение сплошности антикоррозионной защиты при механическом нагружении трубопровода внутренним давлением транспортируемой среды, осевыми и изгибающими статическими и циклическими нагрузками;
Г - обеспечение электрохимической однородности внутренней поверхности в области сварных стыков по всем зонам для предотвращения контактной (гальванической) коррозии;
Д - коррозионная стойкость металла, получаемого при выполнении технологических операций по антикоррозионной защите области сварного стыка, т.е. при установке втулки, ее приварке к телу трубы, наплавке и сварке стыка.
При экспериментальных и теоретических исследованиях установлено, что для выполнения условий, определяемых одновременно критериями А...Г, необходимо обеспечить структурно-химическую совместимость материалов, применяемых в качестве антикоррозионной защиты в области сварного стыка, т.е. материалы корня шва, наплавки, кольцевые швы приварки втулки к телу трубы и втулки должны иметь близкие составы и структуру для того, чтобы получить хорошую свариваемость (бездефектность) и электрохимическую однородность всех зон защиты сварного стыка.
Условия, определяемые критериями А, Б, В, Г, Д позволяют определить возможные варианты применения материалов (по получаемой микроструктуре) для антикоррозионной защиты области сварных стыков. При выборе применяемых материалов возможны следующие варианты:
- мартенситная нержавеющая сталь;
- ферритовая нержавеющая сталь;
- аустенитно-ферритовая нержавеющая сталь;
- аустенитная нержавеющая сталь.
Вполне очевидно, что любой из указанных вариантов при его реализации предполагает следующую последовательность выбора материалов. Сначала выбирают материал втулки, а затем к ней осуществляют подбор сварочных и наплавочных материалов, обеспечивающих в зонах 3, 4, 5 близкие структуру и свойства защитных слоев.
Из анализа каждого из рассматриваемых вариантов можно сделать следующие выводы.
Вариант со втулкой из мартенситной нержавеющей стали, например типа 20Х13 по ГОСТ 5582-75, неприемлем из-за невозможности получения в зонах 3, 4, 5 области сварного стыка слоя наплавки и сварки, отвечающего требованиям механических испытаний, ввиду низкой пластичности и склонности к образованию трещин.
Вариант со втулкой ферритной нержавеющей стали типа 08Х18Т1 по ГОСТ 5582-75 неприемлем из-за невозможности устойчивого воспроизведения структуры и электрохимических свойств наплавленного слоя в зоне 4. В результате примешивания материала подложки (т.е. черного металла трубы) в наплавленном слое формируется многофазная неоднородная структура. В такой структуре присутствуют прослойки мартенситной фазы, что обуславливает вероятность появления сварочных трещин и усиливается химическая гетерогенность поверхности. Кроме того, область применения ферритных сталей ограничена. Ее не рекомендуется использовать для изготовления изделий, подвергающихся механическим воздействиям или сосудов, находящихся под давлением. Таким образом, использование ферритных сталей в соединении трубопроводов невозможно.
Вариант со втулкой из аустенитно-ферритовой стали типа 08Х22Н6 по ГОСТ 5582-75 неприемлем из-за нестабильности структуры наплавленного слоя и корня шва. Стали такого типа обладают высокими механическими и антикоррозионными свойствами при определенном соотношении фазовых составляющих, т.е. когда каждая из составляющих фаз близка к 50%.
В объеме и на поверхности слоев наплавки и сварных швов точное выдерживание этого соотношения на тяжелой длинномерной трубе, даже при автоматической наплавке и сварке, не представляется возможным, а при ручной дуговой сварке - тем более. Кроме того, применение черного металла приводит к образованию карбидной фазы в наплавленном слое, что снижает коррозионную стойкость.
Вариант со втулкой из аустенитной нержавеющей стали типа 08Х18Н10Т по ГОСТ 5582-75 оказался наилучшим и позволил обеспечить высокую коррозионную стойкость и достаточную электрохимическую однородность поверхности в области сварного стыка в зонах 3, 4, 5, 6.
По сравнению с другими, описанными выше вариантами, в которых для формирования заданной структуры в наплавленном слое и корне шва требуется получать узко заданное содержание нескольких элементов, в данном варианте требуется лишь достижение заданного соотношения между хромом и никелем. Хром обеспечивает коррозионную стойкость, а никель - аустенитную структуру.
Подбор сварочных и наплавочных материалов в таком случае можно производить лишь исходя из объема примешивания черного металла в сварной шов или слой наплавки. Верхние пределы содержания никеля и хрома ограничиваются, в основном, технологическими и экономическими факторами.
С целью более точного определения условий получения максимальной эффективности антикоррозионной защиты сварных стыков в сочетании с механическими характеристиками на базе варианта аустенитной нержавеющей стали выполнены дополнительные эксперименты, позволяющие определить для компонентов предельные значения, дающие возможность решить поставленную задачу.
Для проведения экспериментов была установлена определенная последовательность выполнения технологических операций, которая предусматривала:
а) Выбор широко применяемых в промышленности для различных трубопроводных систем труб по ГОСТ 8732-78 и ГОСТ 8734-75 с различным содержанием углерода. В качестве таких труб были выбраны трубы из марок стали ст.20 и ст.09 Г2С. Диаметр труб - 114 мм, толщина стенки - 6 мм.
б) Изготовление втулок из листовых аустенитных сталей по ГОСТ 5582-75 с толщиной листа 1 мм. Листы раскраивали на полосы шириной 70 мм с соответствующей длиной развертки. Затем производили вальцевание до заданного диаметра с последующей аргоно-дуговой сваркой по стыку. В качестве материала для втулок использовали стали марок 10Х23Н18, 12Х18Н9Т, 08Х18Н10Т, 20Х20Н14С2, 06ХН28МДТ, а также листовой сплав ХН70ЮТ по ГОСТ 5632-72.
в) Подготовку поверхностей (дробеструйная или пескоструйная обработка) втулок и внутренних поверхностей концов труб.
г) Установку втулок на концах трубы с заглублением внутрь и последующую приварку втулки по торцам кольцевыми швами к телу трубы аргоно-дуговой сваркой с присадочной проволокой. При использовании других видов сварки, например плазменной или газовой, где в качестве присадочного материала используется порошок или паста запрессовку втулок производить необязательно, но зазор между втулкой и телом трубы в местах сварки не должен превышать толщину материала втулки. Для приварки втулки к телу трубы использовали присадочную проволоку: 06Х19Н9Т, 07Х25Н13, 10Х16Н25АМ6, 01Х23Н28М3ДЗТ, 08Х25Н40М7, 08Х15Н60М15.
д) Наплавку на внутреннюю поверхность трубы между втулкой и торцом трубы. Наплавку производили в один проход. Для наплавки использовали такие материалы, которыми осуществляли приварку втулки по пункту Г.
е) Сборку и последующую ручную электродуговую сварку. Для сварки использовали электроды: ОЗЛ-8 (св 04Х19Н9), НИАТ-1 0719Н11М3Г2Ф), ОЗЛ-6 (св 107Х25Н13Г2), НИАТ-5 (св 10Х16Н25Г2Б), АНЖР-2 (Х25Н40М7), ЦТ-28 (св 06Х15Н60М15).
Сплошность получаемой антикоррозионной защиты проверяли методом люминисцентной дефектоскопии на разрезанных вдоль образцах сварных стыков.
Механические испытания сварных стыков на одноосное растяжение, статический и ударный изгиб выполняли по ГОСТ 6996.
Испытания на ударный изгиб выполняли на образцах с U-образным надрезом по оси стыкового шва и зоне термического влияния шва. При испытаниях на статический изгиб контролировали трещинообразование как в корне стыкового шва, так и в наплавленном слое.
Коррозионные испытания выполняли в модельных средах, воспроизводящих состав пластовой и сточной воды нефтяных месторождений и содержащих NaCl - 10%, сероводород - 100 мг/л и уксусную кислоту до получения pH 3,5.
Выдержка в среде составляла 40 дней. Результаты испытаний оценивались по изменению состояния поверхности защитных слоев и по потере массы образцов.
Перед размещением в среде рабочие поверхности образцов изолировались антикоррозионным покрытием на эпоксидной основе.
Электрохимическую однородность различных зон защиты сварного стыка оценивали потенциометрическими измерениями с использованием односульфатного электрода сравнения.
При испытаниях оценивали в первую очередь эксплуатационные и технологические свойства.
По результатам эксперимента установлено, что для большинства коррозионно-агрессивных природных и технических водных сред приемлемой по надежности и эффективности является сталь марки 08Х18Н10Т. Эта сталь хорошо выдерживает пластическую деформацию в процессе эксплуатации трубопровода, так же как и другие из перечисленного ряда материалов, используемых для втулок. Однако данная сталь значительно лучше сваривается с материалом наплавленного слоя и подложкой (телом трубы) при приварке торцов втулки. Результаты также подтвердили, что при содержании углерода в металле втулки выше 0,12% возрастает склонность к появлению хрупких прослоек и трещин в краевом шве.
Полученные результаты подтверждают, что в качестве базового материала для изготовления втулок целесообразно использовать материал марки 08Х18Н10Т.
Особенно наглядным подтверждением правильности выбора являются результаты эксперимента с дорогостоящим материалом ХН70ТЮ. Несмотря на то, что этот материал обладает высокими пластическими свойствами и коррозионной стойкостью, его использование для изготовления втулок нецелесообразно. Дело в том, что получение близкого по химическому составу и структуре аналогичного материала в наплавленном слое оказалось затруднительным. И это объяснимо. Если в качестве материала втулок использовать сплав ХН70ТЮ, то для наплавки необходимо использование материалов с содержанием никеля более 60%, а это может привести к образованию горячих трещин в корне стыка при соединении труб. Такие трещины были обнаружены в отдельных образцах, в которых для материала втулки использовался сплав ХН70ТЮ, а для наплавки и сварки использовался присадочный материал и электроды типа 08Х15Н60М15.
По результатам математической обработки всех полученных результатов можно сделать вывод, что применение материалов с содержанием никеля для втулок более 20% и в сварочных материалах более 40% нерационально не только по эксплуатационным, технологическим характеристикам, но и экономически.
Результаты экспериментов также подтвердили, что на сопротивление межкристаллитной коррозии существенное влияние оказывает соотношение содержания углерода и хрома. Например, при содержании углерода не более 0,12% хорошую свариваемость и стойкость к межкристаллитной коррозии показали все материалы для изготовления втулок, приведенные выше. Учитывая, что содержание хрома в металле втулки, наплавленном слое и корне стыкового шва определяет коррозионную стойкость, а также принимая во внимание результаты коррозионных испытаний, установлено, что нижний предел содержания хрома можно ограничить на уровне 12%. Для обеспечения аустенитной структуры при таком содержании хрома необходимо присутствие в стали никеля не менее 9%. При большем содержании никеля может быть увеличено и содержание хрома. Например, при содержании никеля ~ 30% содержание хрома может быть увеличено до 25-30%. При более высоком содержании хрома значительно ухудшаются показатели свариваемости всех элементов соединения.
С учетом примешивания металла трубы в наплавленный слой и сварной стыковой шов, содержание никеля и хрома в используемых сварочных материалах может составлять соответственно 20...40% и 15...30%, а содержание углерода не более 0,1%, т.к. в металле трубы (подложке) содержание углерода может быть до 0,2%.
Образцы соединений, выполненные в соответствии с указанными условиями, показали наилучшие результаты. Из числа испытанных к таким соединениям относятся варианты со втулками из стали 12Х18Н9, 08Х18Н10Т, 06ХН28МДТ, наплавкой и сварным материалом 08Х25Н40М7. Приемлимым можно считать и вариант с наплавкой материалом 10Х16Н25АМ6.
Исходя из совокупности всех полученных результатов испытаний, можно сделать вывод о том, что для обеспечения долговечности антикоррозионной защиты области сварного стыка в соединении труб с внутренним коррозионностойким покрытием необходимо использовать материалы определенного химического состава, в которых содержание
в материале втулки: углерода не более 0,12%; никеля не менее 9 и не более 30%; хрома не менее 12% и не более 30%;
в материале для наплавки и приварки втулки: углерода не более 0,10%; никеля в пределах 25-40%; хрома в пределах 16-25%;
в материале для сварки стыка используют электроды с содержанием: углерода не более 0,10%; никеля в пределах 13-40%; хрома 16-25%.
Остальные элементы в аустенитных сталях выполняют модифицирующую, вспомогательную функцию и не влияют определяющим образом на эксплуатационные свойства получаемой антикоррозионной защиты.
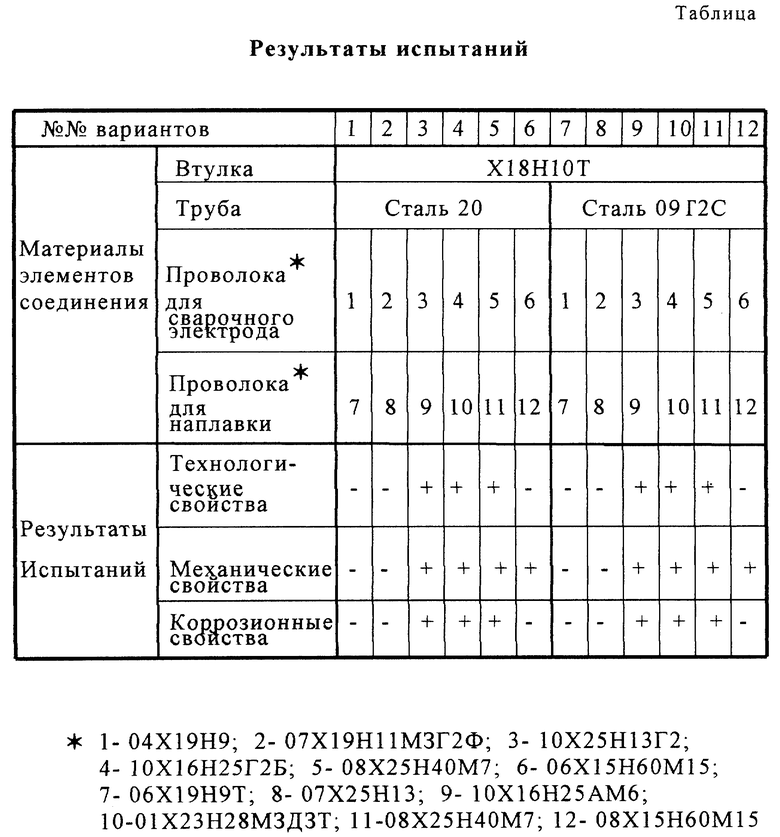
Результаты различных вариантов сочетания материалов для антикоррозионной защиты сварных стыков в соединении труб с внутренним покрытием продемонстрированы на примере, где в качестве базового материала для втулок принята сталь марки Х18Н10Т, а соединяемых труб - сталь 20 и сталь 09Г2С. Результаты приведены в таблице.
Оценка результатов испытаний выполнялась по критериям технологических свойств (свариваемость материалов, сплошности получаемых защитных слоев), механических свойств (соблюдение требований прочности и вязкости, трещиностойкости сварного шва и наплавленного слоя при статическом изгибе) и коррозионных свойств (электрохимическая однородность элементов защиты стыка, низкая скорость коррозии).
По всем критериям удовлетворительные результаты получены по вариантам 3, 4, 5, 9, 10, 11.
Математическая обработка результатов многофакторного эксперимента с варьированием состава элементов показала, что все указанные варианты сводятся к одной, вполне определенной области сочетания составов наплавляемого и сварочного материалов, для которой влияние состава используемой трубной стали, в первую очередь на содержание углерода, является несущественным.
Из описания сущности и примеров предлагаемого технического решения видно, что совокупность признаков, характеризующих это решение, не встречается у выявленных аналогов и прототипа. Исходя из этого можно сделать вывод о том, что данное решение соответствует критерию изобретения "новизна".
Руководствуясь ст. 4 ч. 1 патентного закона Российской Федерации, можно утверждать, что предлагаемое техническое решение соответствует критерию изобретения "изобретательский уровень", т.к. оно для специалиста явным образом не следует из достигнутого уровня техники. Дело в том, что область техники, связанная с защитой сварных стыков в трубопроводах с внутренним антикоррозионным покрытием, имеет множество направлений, среди которых направление с использованием облицовки внутренней поверхности концов труб является малоизученным.
После же того, как в 1991 г. на экспериментальном трубопроводе, смонтированном по технологии ВНИИнефть в объединении "Нижневартовскнефтегаз", произошел порыв трубопровода в области сварного стыка, где в качестве облицовки использовалась наплавка, от такого способа защиты в промышленности практически отказались. Естественно, что такое решение было принято не только из-за одного порыва трубопровода. Очевидно, что технологию наплавки и сварки при более глубоких исследованиях можно было бы усовершенствовать, но этого не было сделано. Основной причиной отказа от дальнейших работ в этом направлении послужило то, что по результатам комплексного анализа технологии выяснилось, что ее применение при производстве труб с диаметром более 219 мм не целесообразно из-за низкой производительности процесса наплавки. Следует отметить, что по результатам анализа причины порыва было установлено, что он произошел из-за нарушения технологии, а именно по причине неправильного подбора материалов, где для наплавки использовались сварная проволока св 07Х25Н13, а для варки стыка электрод ОЗЛ -8 (св 07Х20Н9).
Способ защиты сварного стыка по варианту [4], т.е. с применением для облицовки втулок, хотя и является более сложным и в вопросах технологии и в вопросах подбора материалов по сравнению с вариантами [1, 2, 3], т.к. в данном случае приходится подбирать материалы не только для наплавки и сварки стыка, но и материалы для приварки тонкостенной втулки к телу трубы и производить соответствующую отработку режимов. Однако именно этот способ имеет перспективу промышленного освоения, т. к. обеспечивает высокую производительность, а следовательно, позволяет организовать серийное производство антикоррозионной защиты труб диаметром до 426 мм с замкнутым технологическим циклом производства. Учитывая, что область сварного стыка в трубопроводах с внутренним антикоррозионным покрытием труб с облицовкой концов труб является наиболее ответственным узлом трубопровода, который подвергается статическим, динамическим, знакопеременным нагрузкам и, кроме того, должен обеспечивать выполнение требований по прочности, коррозионной стойкости, надежности и долговечности, то решение технологических вопросов и в первую очередь вопроса подбора материалов, которые бы обеспечили выполнение всех этих требований на фоне экономической целесообразности, являются особенно актуальными.
Однако ни перед специалистами, работающими, например, в области наплавки, ни перед специалистами по сварке трубопроводов решение подобных комплексных задач не стояло и, естественно, никакими нормативными или методическими материалами они не располагают. Даже в области наплавки, которая получила широкое распространение в промышленности, все рекомендации направлены, в основном, на восстановление геометрических размеров изношенных деталей и их упрочнение, а также придание необходимых свойств по износостойкости и термостойкости [5]. Даже при ознакомлении с номенклатурой наиболее применяемых для наплавки проволок [6] видно, что абсолютное большинство из них нельзя применить в предлагаемом техническом решении.
Таким образом, из вышесказанного можно сделать вывод о том, что предлагаемое техническое решение отвечает критерию "изобретательный уровень".
Соответствие предлагаемого решения критерию изобретения "промышленно применимо" определяется потребностью использования трубопроводов с внутренним антикоррозионным покрытием в трубопроводных системах различных отраслей промышленности, а возможность доведения предложенной технологии до промышленного освоения подтверждена комплексными исследованиями, экспериментами, полученными положительными результатами и прокладкой экспериментального трубопровода.
Источники информации
1. Заявка на патент Франции N 2564938, МКИ F 16 L 13/02, 1985 г.
2. Заявка на патент Европейского патентного ведомства N 0167421, МКИ F 16 L 13/02, 1984 г.
3. Патент США N 4611833, МКИ F 16 L 13/02.
4. Патент российской федерации N 2103594, МКИ F 16 L 58/2, 1998 г.
5. Шехтер С. Я., Резницкий А.М. Наплавка металлов. М.: Машиностроение, 1982 г.
6. Акулов А.И. Сварка в машиностроении. М.: Машиностроение, 1978 г. С. 27.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННИМ АНТИКОРРОЗИОННЫМ ПОКРЫТИЕМ | 1995 |
|
RU2103593C1 |
| СПОСОБ СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННИМ АНТИКОРРОЗИОННЫМ ПОКРЫТИЕМ | 1996 |
|
RU2103594C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЫ С ВНУТРЕННИМ ПОКРЫТИЕМ | 2001 |
|
RU2197676C2 |
| СПОСОБ СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННИМ ПОКРЫТИЕМ | 1993 |
|
RU2079033C1 |
| СПОСОБ ПЛАКИРОВАНИЯ КОНЦОВ ТРУБ С ВНУТРЕННИМ ПОКРЫТИЕМ ОБЕЧАЙКАМИ ИЗ КОРРОЗИОННО-СТОЙКОЙ СТАЛИ | 2013 |
|
RU2543645C2 |
| СПОСОБ СОЕДИНЕНИЯ МЕТАЛЛИЧЕСКИХ ТРУБ С ВНУТРЕННИМ АНТИКОРРОЗИОННЫМ ПОКРЫТИЕМ | 1999 |
|
RU2154221C1 |
| СПОСОБ СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННИМ АНТИКОРРОЗИОННЫМ ПОКРЫТИЕМ | 2002 |
|
RU2218509C2 |
| СПОСОБ СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННИМ АНТИКОРРОЗИОННЫМ ПОКРЫТИЕМ | 2004 |
|
RU2272215C1 |
| СПОСОБ СОЕДИНЕНИЯ ТОНКОСТЕННЫХ МЕТАЛЛИЧЕСКИХ ОБЛИЦОВАННЫХ ТРУБ | 1999 |
|
RU2153120C1 |
| СПОСОБ МОНТАЖА ТРУБОПРОВОДА ДЛЯ ТРАНСПОРТИРОВКИ АГРЕССИВНЫХ СРЕД | 1998 |
|
RU2137010C1 |
Изобретение относится к строительству и используется при сооружении и ремонте трубопроводов, предназначенных для транспортирования воды в системах холодного и горячего водоснабжения коммунального хозяйства, а также для транспортирования нефти, нефтепродуктов, газов, различных агрессивных сред. Монтаж трубопровода ведут из стальных труб с внутренним антикоррозионным покрытием. Концы труб, свободные от покрытия, облицовывают втулками с последующей приваркой их торцов, наплавкой и сваркой труб. Даны рекомендации по выбору материала втулок для наплавки и сварки стыков труб, повышается надежность трубопровода за счет улучшения коррозионной стойкости сварных стыков труб и улучшения их механических характеристик. 1 ил., 1табл.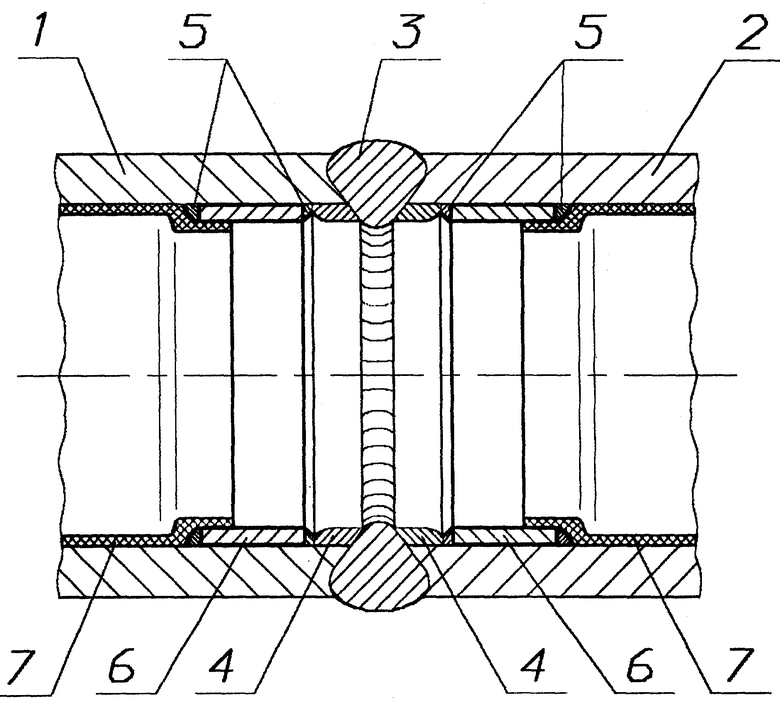
Способ антикоррозионной защиты сварных стыков трубопроводов с внутренним покрытием, при котором концы внутренней поверхности труб облицовывают коррозионно-стойким, термостойким металлическим материалом, при этом сначала облицовку выполняют тонкостенной втулкой из коррозионно-стойкой стали, которую устанавливают со смещением от торца труб и приваривают к телу трубы кольцевыми швами, а облицовку внутренней поверхности трубы между приваренной втулкой и торцом трубы выполняют наплавкой коррозионно-стойкого материала, затем внутреннюю поверхность трубы, включая частично облицованную поверхность, покрывают термочувствительным коррозионно-стойким материалом, например, стеклоэмалевым или полимерным, а соединение труб осуществляют сваркой, отличающийся тем, что для облицовки концов труб и сварки используют аустенитные материалы, при этом для втулки используют материал с содержанием углерода не более 0,12%, никелям в пределах 9 - 30%, хрома в пределах 12 - 30%, для наплавки и приварки втулки используют материалы, в которых содержание углерода не превышает 0,10%, никеля в пределах 25 - 40%, хрома - 16 - 25%, а для сварки стыка в корне шва используют электроды с содержанием углерода не более 0,10%, никеля в пределах 13 - 40% и хрома в пределах 16 - 25%.
| СПОСОБ СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННИМ АНТИКОРРОЗИОННЫМ ПОКРЫТИЕМ | 1996 |
|
RU2103594C1 |
| СПОСОБ ПРОФИЛАКТИКИ ВАРИАБЕЛЬНОГО ИММУНОДЕФИЦИТА, С ПРЕОБЛАДАНИЕМ НАРУШЕНИЙ ИММУНОРЕГУЛЯТОРНЫХ Т-КЛЕТОК, У ДЕТЕЙ СТАРШЕ 3 ЛЕТ, ПОТРЕБЛЯЮЩИХ ПИТЬЕВУЮ ВОДУ С ОСТАТОЧНЫМИ КОЛИЧЕСТВАМИ ПРОДУКТОВ ГИПЕРХЛОРИРОВАНИЯ | 2014 |
|
RU2564938C1 |
| Устройство для регулирования давления отбора пара для регенеративного подогрева воды на паровозе | 1947 |
|
SU71261A1 |
| US 3876136 A, 08.04.1975 | |||
| Способ сварки эмалированных труб | 1989 |
|
SU1648696A1 |
