Изобретение относится к области ремонта действующих магистральных и промысловых трубопроводов, деформированных изгибом, имеющих коррозионные и механические дефекты, когда опорожнение полости трубопровода при ремонте приводит к неоправданным экономическим и экологическим потерям.
Известен способ ремонта трубопровода деформированного изгибом (см. Патент N 2076988, опубл. 10.04.97). В соответствии с этим способом в районе дефекта вскрывают траншею, приваривают к трубе два кольца с обеих сторон дефекта. Затем, в растянутой зоне трубы на одно из колец приваривают металлические тяги, нагревают их и в нагретом состоянии приваривают к другому кольцу. При охлаждении тяги сжимаются и компенсируют часть напряжений изгиба в зоне дефекта. Тем самым, повышается эксплуатационная надежность дефектного участка.
Недостатком приведенного способа является невозможность устранения утечек продукта из полости трубопровода, например, в случае развития коррозионного дефекта в зоне изгиба.
Прототипом к заявляемому способу является "бутылочная" муфта (см. Инструкцию по ликвидации аварий и повреждений на магистральных нефтепроводах РД 39-110-91). Устанавливается на повреждениях трубопровода типа гофр, вмятин, небольших трещин, свищей. Муфта содержит три цилиндрических участка, связанные коническими переходами посредством сварки. Ось муфты прямолинейна. Перед установкой муфту разрезают на две продольные половины, устанавливают на трубу с дефектом, сваривают продольные разрезы, а затем концы муфты приваривают к трубе, используя технологические кольца. После установки в полость муфты через штуцер заливают антикоррозионную жидкость, например, трансформаторное масло, а штуцер заваривают.
Конструкция исключает утечки продукта из дефектного места. Недостатками способа являются:
1. Невозможность установки на трубу, деформированную изгибом по кривой малого радиуса, когда в сжатой зоне изгиба образовались гофры;
2. Отсутствие эффекта разгрузки от изгибных напряжений, как это достигается по способу, защищенному патентом N 2076988.
Задачей изобретения является расширение области применения на изгибно-деформированных участках трубопроводов и повышение их эксплуатационной надежности.
Поставленная задача решается тем, что в способе ремонта трубопровода, деформированного изгибом, включающем монтаж муфты из цилиндрических и пары конических отрезков трубы путем сварки, разрезку муфты на две продольные половины, установку этих половин на трубопровод с дефектом, сварку половин продольными швами, приварку концевых участков муфты с технологическими кольцами к трубопроводу, заполнение полости муфты упрочняющим или антикоррозионным составом, цилиндрические участки выполняют со скошенными под углом торцами с расположением конических участков по концам цилиндрических, образуя оболочку длиной, равной длине искривленного участка деформированного трубопровода с установкой технологических колец до монтажа муфты, а монтаж муфты производят путем раздельной приварки ее продольных половин, причем сначала одну из ее половин приваривают к одному из технологических колец в растянутой зоне изгиба трубопровода с нагревом до расчетной температуры и приварки в нагретом состоянии к другому технологическому кольцу.
Поставленная задача также достигается тем, что технологические кольца приваривают каждое двумя кольцевыми швами к трубе, а монтажные кольцевые швы муфты располагают посредине длины технологических колец.
Поставленная задача также достигается тем, что в качестве упрочняющего состава применяют цементно-песчаный раствор, полимерные композиции, а в качестве антикоррозионного состава - трансформаторное масло.
Заявителю неизвестны из патентной и технической информации следующие признаки изобретения, обладающие новизной:
- цилиндрическую часть муфты выполняют из отрезков труб со скошенными торцами;
- монтаж муфты производят путем раздельной приварки ее половин к технологическим кольцам с нагревом одной из них после приварки к одному технологическому кольцу и приварки в нагретом состоянии к другому технологическому кольцу;
- приварку конических торцевых участков производят посредине технологических колец.
Приведенные выше существенные отличительные признаки позволяют считать, что изобретение заявленное нами, является новым.
Заявленное изобретение может быть применено при ремонте действующих трубопроводов, перекачивающих нефть, газ, конденсат, без остановки перекачки.
Предлагаемый способ расширяет область применения упрочняющих муфт на изгибно-напряженных участках трубопроводов с одновременным повышением эксплуатационной надежности дефектного участка.
Изложенное позволяет сделать вывод, что заявленное изобретение соответствует критерию "Промышленная применимость".
Что же касается критерия "Изобретательский уровень", то здесь можно сделать вывод о том, что данное изобретение соответствует ему в силу того, что существенные отличительные признаки в совокупности с известными позволяют решить поставленную задачу нетрадиционным способом.
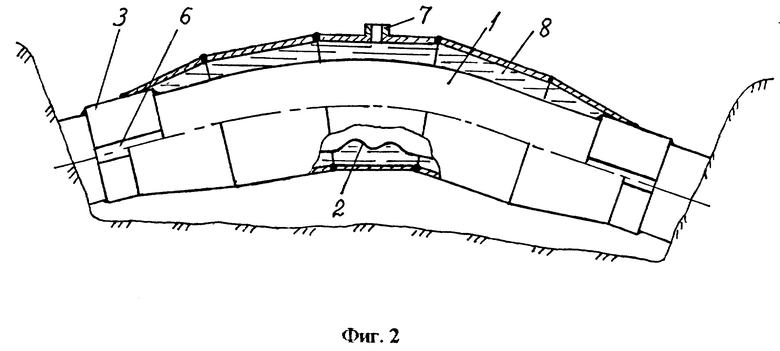
Сущность способа поясняется на фиг. 1, 2. На фиг. 1 изображена муфта, разрезается в продольном направлении, на фиг. 2 - муфта, смонтированная на изгибном участке трубопровода. Способ осуществляется в следующем порядке.
Изгибно-напряженный участок трубопровода 1 с гофром 2 по нижней части освобождают от грунта, определяя длину криволинейной части и угол поворота оси участка. Места установки технологических колец 3 и криволинейный участок между ними очищают от старой изоляции. Перед установкой муфты давление перекачиваемого продукта не должно превышать 2,0 МПа.
В базовых условиях монтируют муфту и готовят элементы технологических колец. Для цилиндрической части муфты выбирают трубу диаметром, превышающим диаметр рабочей трубы на 100 - 200 мм. По известному углу поворота рассчитывают число отрезков труб и угол скоса на каждом отрезке так, чтобы сумма углов скоса торцов совпадала с углом поворота трассы, а стыкуемые отрезки имели одинаковые углы скоса во избежание разной эллипсности сечений трубы. Затем производят резку трубы на отрезки 4 с выполнением расчетных углов скоса и сварку отрезков между собой. Образуется цилиндрическая оболочка с ломаной осью. К концам оболочки приваривают конические переходы 5, торцы которых обрезают под наружный диаметр технологических колец 3.
Полученный корпус муфты разрезают на две равные продольные половины фиг. 1. Элементы технологических колец получают из заготовки трубы того же диаметра, что и рабочий трубопровод путем вырезки двух цилиндрических отрезков длиной 0,7 - 1,0 Dн (Dн - наружный диаметр рабочего трубопровода). Отрезки разрезают на две продольные половины каждое. Для компенсации зазора между продольными срезами колец при установке на рабочий трубопровод, вырезают две полосы 6 из той же трубной заготовки.
Разрезанную вдоль муфту и элементы технологических колец доставляют на трассу и производят монтаж на рабочем трубопроводе. На первом этапе устанавливают технологические кольца 3. На трубопроводе центратором стягивают две половинки 3 и полосу 6, сваривают их продольными швами, а затем кольцевыми швами приваривают к рабочему трубопроводу. Аналогично устанавливают второе технологическое кольцо на таком расстоянии от первого, чтобы длина муфты укладывалась между серединами колец 3.
После приварки колец 3 монтируют одну из половин муфты, устанавливая ее в растянутой зоне изгиба, противоположной гофру, на середине колец 3. Один торец муфты приваривают к кольцу 3. Затем поверхность муфты нагревают газовой горелкой до расчетной температуры и поддерживая температуру на одном уровне, приваривают другой торец муфты. После охлаждения установленной половины муфты монтируют другую ее половину, выполняя сначала кольцевые, а затем продольные швы.
Далее, в наивысшей точке муфты выполняют отверстие со штуцером 7, куда заливают антикоррозионный или упрочняющий состав 8, например, трансформаторное масло, нефть или цементно-песчаный раствор. При необходимости выполняют второй штуцер для контроля заполнения полости муфты. После заполнения полости штуцера заваривают герметичным швом. Снаружи муфту изолируют, например, битумной мастикой и засыпают грунтом.
Работает изобретение следующим образом. После приварки первой половины муфты к кольцам и ее охлаждения возникают продольные растягивающие усилия в корпусе муфты, которые создают изгибающий момент противоположного знака эксплуатационному, что снижает действующие напряжения на изгибно-напряженном дефектном участке. Антикоррозионная жидкость исключает коррозию рабочей трубы и внутренней поверхности муфты. Эксплуатационные продольные усилия и другие нагрузки будут восприниматься бездефектной муфтой. Упрочняющий состав вместо антикоррозионной жидкости обеспечивает дополнительный усиливающий эффект при воздействии изгиба и внутреннего давления продукта.
Эффект изобретения состоит в повышении эксплуатационной надежности дефектного изгибно-напряженного участка путем снижения в нем действующих напряжений, дополнительного упрочнения и герметизации дефектного места и исключения утечек перекачиваемого продукта. Необходимость установки муфты с ломаной осью диктуется тем, что применение гнутых отводов невозможно по причине их большого радиуса изгиба, а отводы заводского изготовления, наоборот, имеют малый радиус изгиба.
Приварка технологических колец двумя кольцевыми швами к рабочей трубе обеспечивает более равномерное распределение нагрузки на нее при возникновении эксплуатационных напряжений.
Пример. На конденсатопроводе диаметром 530 мм при обследовании обнаружен глубокий гофр по нижней части с трещинами, грозящими раскрыться с выходом конденсата и движением по уклону местности к реке. Ремонт с вырезкой невозможен ввиду больших экономических потерь по причине остановки промысла и газоперерабатывающего завода. В результате обследования установлена длина криволинейного участка, равная 2,0 м, угол поворота оси трубопровода 7,5o, средний радиус изгиба 16,5 м. Гнутые и заводские отводы на данные параметры дефекта отсутствуют. Решено изготовить муфту из отрезков трубы диаметром 720 мм. В связи с обнаружением кроме гофра дефектов структуры металла трубы в растянутой зоне изгиба, длина ремонтируемого участка по верхней образующей была увеличена до 3,6 м. Муфта представляет собой набор из пяти отрезков трубы диаметром 720 мм, три центральных из них длиной по 500 мм, два крайних - по 360 мм и два конуса длиной по 480 мм. Общая длина муфты по верхней образующей - 3180 мм. Центральные отрезки скошены с обеих сторон на угол 0,94o, крайние отрезки на этот же угол с одной стороны, конуса выполнены без скосов. Сумма набранных углов составляет 7,5o что равно углу поворота оси трассы конденсатопровода. Технологические кольца выполнены длиной по 400 мм, ширина полосы, компенсирующей зазор между половинами колец, равна 50 мм. Кольца установили на трубу с расстоянием между их центрами по верхней образующей, равным длине муфты - 3180 мм. При привязке верхней половины муфту нагрели газовой горелкой до температуры +60 - 80oC, контролируя ее температурными датчиками, установленными на внутренней поверхности муфты.
По мере выполнения сварных швов производили разнографический контроль их качества. После монтажа муфты, в полость залили трансформаторное масло с температурой +12oC, а затем покрыли битумной мастикой и засыпали грунтом.
Температурный перепад Δt = 60oC, обеспечивает снижение изгибных напряжений в трубе конденсатопровода на 25%, при этом продольные напряжения в самой муфте не превышают 75 МПа, что составляет 20% от предела текучести трубной стали типа Д7Г1С.
По сравнению с прототипом, данный способ позволяет ремонтировать искривленные дефектные участки со снижением напряжений в дефектной зоне, что расширяет область применения муфты и повышает эксплуатационную надежность ремонтируемого трубопровода.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СТРОИТЕЛЬСТВА ТРУБОПРОВОДОВ | 1999 |
|
RU2171939C2 |
| СПОСОБ ИСПЫТАНИЯ СВАРНЫХ МОНТАЖНЫХ СОЕДИНЕНИЙ ИЛИ ЛОКАЛЬНЫХ УЧАСТКОВ ТРУБОПРОВОДА НА ПРОЧНОСТЬ | 1999 |
|
RU2146359C1 |
| СПОСОБ ДОБЫЧИ И ТРАНСПОРТА ПРИРОДНОГО ГАЗА ИЗ ГАЗОВЫХ И ГАЗОГИДРАТНЫХ МОРСКИХ МЕСТОРОЖДЕНИЙ - "ЦВЕТЫ И ПЧЕЛЫ" | 1998 |
|
RU2198285C2 |
| СПОСОБ КОМПЛЕКСНОЙ ЗАЩИТЫ ОТ КОРРОЗИИ ПРОТЯЖЕННОГО СТАЛЬНОГО СООРУЖЕНИЯ | 1996 |
|
RU2110615C1 |
| ДОЗИРУЮЩЕЕ ЭКОНОМАЙЗЕРНОЕ УСТРОЙСТВО | 1996 |
|
RU2121594C1 |
| СПОСОБ БАЛЛАСТИРОВКИ ПОДЗЕМНОГО ТРУБОПРОВОДА | 1998 |
|
RU2153119C2 |
| РОТОРНО-ПОРШНЕВОЙ НАСОС | 1998 |
|
RU2186250C2 |
| СПОСОБ ТЕСНЕРА СОЗДАНИЯ АЭРОДИНАМИЧЕСКОГО РЕЖИМА ПОТОКОВ ПРОДУКТОВ ГОРЕНИЯ В РЕАКЦИОННОЙ КАМЕРЕ ТЕРМИЧЕСКОГО РЕАКТОРА УСТАНОВКИ КЛАУСА | 1998 |
|
RU2145257C1 |
| ПАКЕР | 1999 |
|
RU2165004C2 |
| РАСШИРЯЮЩИЙСЯ ТАМПОНАЖНЫЙ СОСТАВ ДЛЯ НИЗКОТЕМПЕРАТУРНЫХ СКВАЖИН | 1998 |
|
RU2155263C2 |
Способ предназначен для ремонта магистральных и промысловых трубопроводов, деформированных изгибом с образованием механических дефектов типа гофр. Усиливающую муфту сваривают из цилиндрических отрезков трубы большего диаметра, выполненных с образованием косых резов по торцам, причем сумма углов косых резов равна углу поворота оси трубопровода в месте дефекта, а по концам цилиндрического участка приваривают переходные конусы для соединения с трубопроводом через технологические кольца. Муфту разрезают на продольные половины и сначала устанавливают одну из них в растяжной зоне изгиба в нагретом состоянии. После приварки к кольцам и охлаждения приваривают другую половину муфты. В полость муфты заливают антикоррозионную жидкость или упрочняющий состав. Технический результат - повышение эксплуатационной надежности трубопровода с дефектом. 2 з.п. ф-лы, 2 ил.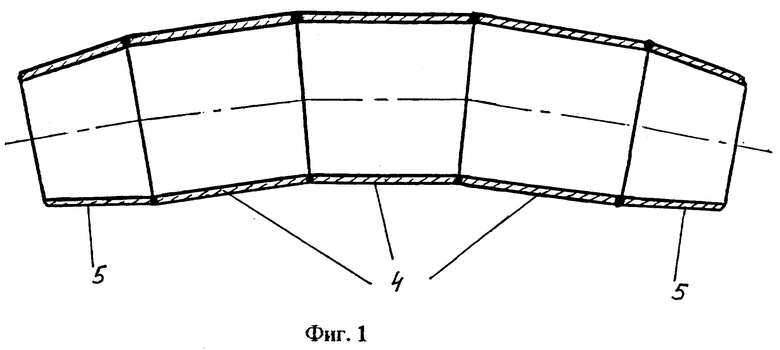
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Инструкция по ликвидации аварий и повреждений на магистральных нефтепроводах | |||
| Машина для изготовления проволочных гвоздей | 1922 |
|
SU39A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| СПОСОБ РЕМОНТА ТРУБОПРОВОДА, ДЕФОРМИРОВАННОГО ИЗГИБОМ | 1994 |
|
RU2076988C1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| RU 2066017 C1, 27.08.96 | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Устройство для устранения течи в трубопроводе | 1982 |
|
SU1067287A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Устройство для устранения течи действующего трубопровода | 1979 |
|
SU870846A1 |

