Изобретение относится к оборудованию для контактной стыковой сварки оплавлением кольцевых стыков труб, преимущественно, малого и среднего диаметров (57-325 мм) с заводской изоляцией, в условиях строительства промысловых и магистральных трубопроводов нефтяной и газовой промышленности.
Известна машина для контактной стыковой сварки [RU 2016723 С1, В23К 11/04, 30.07.1994], содержащая подвижный и неподвижный в осевом направлении механизм зажатия и два гидроцилиндра оплавления и осадки, установленных симметрично относительно вертикальной оси машины в одной плоскости с ее горизонтальной осью, при этом, неподвижный механизм зажатия выполнен в виде корпуса, на внутренней поверхности которого установлены контактно-зажимные губки, и двух поворотных рычагов, на одних концах которых установлены контактно-зажимные губки, другие концы посредством рычагов соединены с гидроцилиндром зажатия, осью поворота рычагов являются штоки гидроцилиндров оплавления и осадки, которые связывают корпуса подвижного и неподвижного механизмов зажатия друг с другом.
Недостатком этого технического решения является недостаточное качество сварки труб с заводской изоляцией.
Известна также установка сварочная оплавлением [RU 2695136 С1, В23К 11/04, 27.04.2008], содержащая станцию управления, штангу и сварочную машину, которая состоит из двухскоростной раздаточной коробки, механизма перемещения для перемещения машины внутри трубы, насосной станции, гратоснимателя и сварочной головки, при этом, механизм перемещения выполнен в виде трехлучевой опоры, на которой равномерно по окружности на щеках шарнирно закреплены по два спаренных и объединенных в одном сваренном корпусе редуктора, привод которых осуществляется от двухскоростной раздаточной коробки, при этом, сварочная головка связана через двухскоростную раздаточную коробку и насосную станцию с механизмом перемещения и содержит центральную полую трубу, сварочный трансформатор, тележки зажатия и осадки, двухсоставные рычаги, стальные и токопроводящие накладки, причем, тележки зажатия и осадки выполнены с возможностью скольжения вдоль оси центральной полой трубы, двухсоставные рычаги расположены равномерно по окружности полой трубы на каждой из тележек зажатия и осадки и шарнирно соединены между собой, а стальные и токопроводящие накладки закреплены на рычагах и связаны гибкими шинами с сварочным трансформатором.
Недостатком этого технического решения (внутритрубной машины) является невозможность сварки труб малого и среднего диаметра из-за ограниченного объема внутри труб малого диаметра и больших размеров сварочного трансформатора, необходимого для получения качественного сварного соединения при сварке труб с заводской изоляцией.
Наиболее близкой по технической сущности к предложенной является машина К584М для контактной стыковой сварки промысловых и магистральных трубопроводов в непрерывную нитку в трассовых условиях для контактной стыковой сварки в трассовых условиях труб с наружным антикоррозионным трехслойным полиэтиленовым покрытием (заводская изоляция). [https://tekhnotorg.com/catalog/gazorezhuschie-mashiny/mashina-podvesnaya-k-584m?ysclid=ltcjkh33v8494187096], которая производится непрерывным или пульсирующим оплавлением труб из низкоуглеродистых и легированных сталей с пределом прочности до 685 МПа, пределом текучести до 490 МПа, а также площадью поперечного сечения до 14000 мм2 и диаметром труб от 114 мм до 325 мм со снятием грата непосредственно после сварки в полевых условиях на строительстве или ремонте трубопроводов различного назначения, состоящая из располагаемого снаружи трубы силового корпуса со сварочным трансформатором и 2-мя зажимами свариваемых изделий клещевого типа, включающих токоподводящие башмаки из бронзы и силовые стальные башмаки, разнесенные друг от друга на величину не менее 350 мм, а также механизм для перемещения относительно друг друга одного из зажимов в процессе оплавления, осадки и снятия наружного грата и устройства, для снятия внутреннего грата, располагаемого внутри трубы. Недостатком этих машин является невозможность качественной сварки труб с заводской изоляцией. При сварке труб с заводской изоляцией из-за конструкции машины К-584М возникает необходимость снятия наружной изоляции на концах свариваемых труб на величину не менее 500 мм с каждой стороны для обеспечения центровки и удержания труб от проскальзывания в процессе осадки, исключения повреждения наружной изоляции, что приводит к снижению производительности процесса и его удорожанию за счет необходимости наносить после выполнения сварки новое изоляционное покрытие на оголенный участок.
Высокое качество при сварке труб с заводской изоляцией в этом техническом решении стало возможным за счет использования более развитой поверхности зажимных стальных силовых башмаков, зажимающих трубу через изоляцию.
Существенным недостатком такой машины (с развитой поверхностью зажимных стальных силовых башмаков) является то, что усилие осадки передается свариваемым трубам через заводскую наружную изоляцию силовыми стальными башмаками с развитой поверхностью, что приводит к неконтролируемой величине осадки из-за продольной деформации (упругого сдвига) полиэтиленового покрытия, неконтролируемому проскальзыванию силовых зажимных башмаков относительно поверхности покрытия в процессе осадки, особенно при сварке тонкостенных труб и к появлению некачественных сварных соединений из-за возможных смещений свариваемых концов труб. При сварке тонкостенных труб, давление зажатия труб для удержания зажимных башмаков от проскальзывания в процессе осадки приводит к деформации концов труб и появлению недопустимых смещений свариваемых торцов, и изменению формы (овализации) сечения трубопровода. Использование такой сварочной машины приводит к увеличению трудозатрат на выполнение работ, связанных сдополнительным снятием усиления сварного соединения в местах смещения кромок, снижению производительности и качества из-за более продолжительной по времени центровки свариваемых труб и появлению недопустимых смещений, что затрудняет качественно снять как наружный, так и внутренний грат и приводит к удорожанию процесса строительства трубопровода.
Задачей, которая решается в изобретении является создание машины для контактной стыковой сварки труб с заводской изоляцией с повышенным качеством сварного соединения с одновременным снижением трудозатрат и повышении эффективности работ при строительстве трубопроводов.
Требуемый технический результат заключается в повышении качества сварного соединения труб с заводской изоляцией
Поставленная задача решатся, а требуемый технический результат достигается тем, что в машине для контактной стыковой сварки оплавлением трубопроводов, состоящей из силового корпуса со сварочным трансформатором, располагаемого в месте сварки труб с изоляцией, а также двух зажимов свариваемых труб клещевого типа, включающих токоподводящие и силовые башмаки, механизм для перемещения относительно друг друга одного из двух зажимов в процессе оплавления, осадки и снятия наружного грата методом протяжки, а также располагаемого внутри сцентрированных труб на месте их центровки устройства для снятия внутреннего грата, согласно изобретению, силовые и токоподводящие зажимы располагаются на оголенном от изоляции концевом участке труб рядом на расстоянии не более 60 мм от свариваемых торцов, а зажимы для поддержания и центровки труб выполнены из эластичного материала и располагаются относительно токопроводящих и силовых башмаков на расстоянии не менее 250 мм, причем, токопроводящие башмаки выполнены из бронзы и в своем корпусе имеют пазы с установленными в них подпружиненными стальными вкладышами с рифлением для исключения проскальзывания при оплавлении и осадке, а зажимные башмаки, выполнены из эластичного материала и оснащены подпружиненным датчиком проскальзывания относительно поверхности свариваемых труб.
Кроме того, требуемый технический результат достигается тем, что устройство для снятия внутреннего грата выполнено в виде внутреннего центратора с приводом разжатия и центровки труб, и ножей внутреннего гратоснимателя, обеспечивающего снятие грата в горячем состоянии и последующую шлифовку участка со снятым гратом.
Кроме того, требуемый технический результат достигается тем, что токопроводящие бронзовые башмаки и силовые стальные башмаки с установленными в них стальными рифлеными вставками расположены в одном ряду на расстоянии 60 мм от торцов, а зажимные стальные башмаки второго ряда имеют пазы со вставками из эластичного материала для исключения повреждений изоляции труб.
На чертеже представлены:
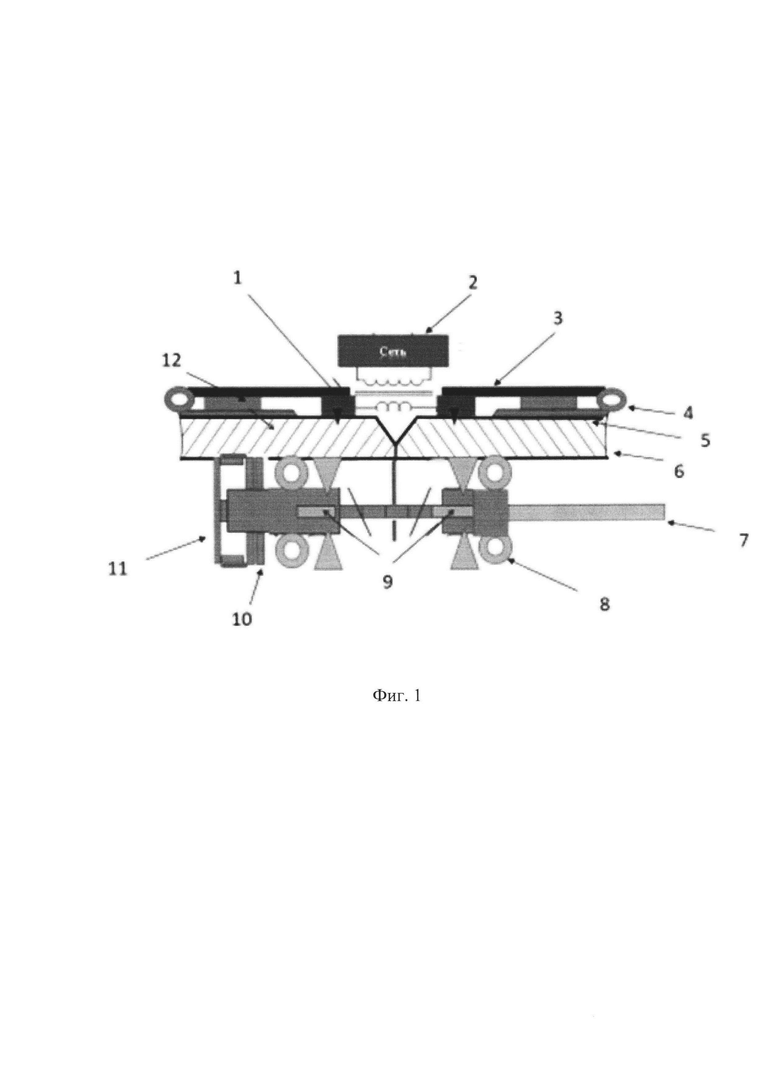
На фиг. 1-конструкция машины для контактной стыковой сварки оплавлением труб с изоляцией совместно со свариваемыми концами труб;
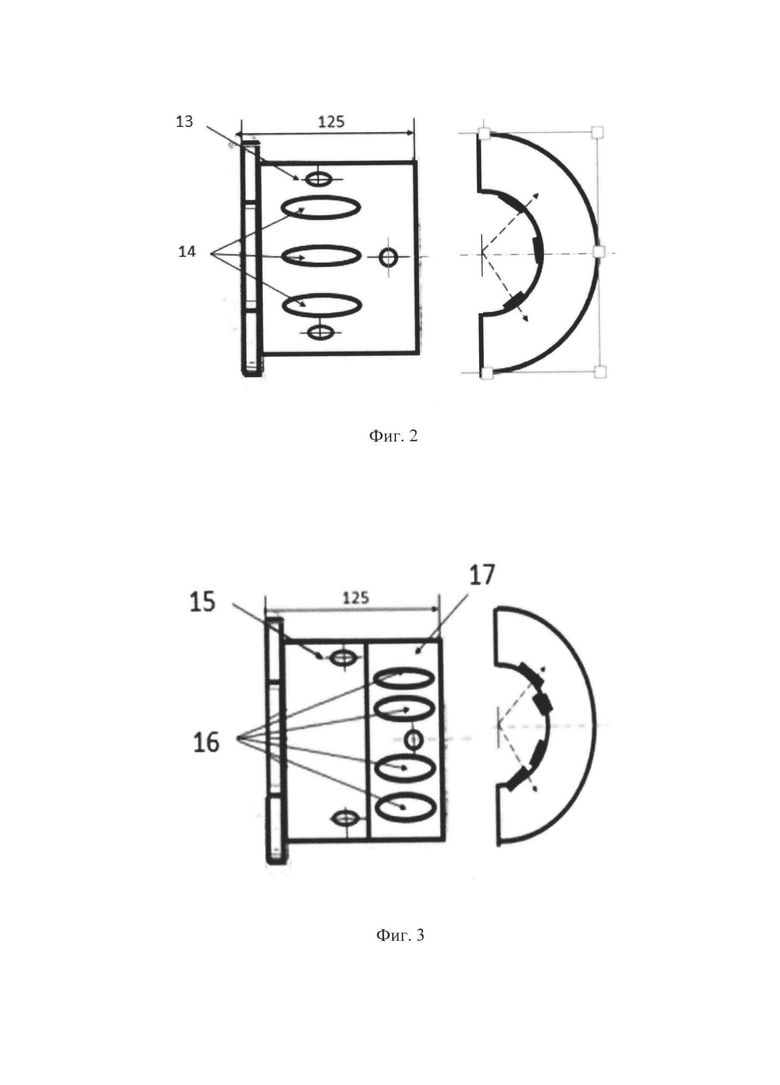
на фиг. 2 - токопроводящий башмак со стальными рифлеными вставками;
на фиг. 3-токопроводящий и силовой башмак со стальными рифлеными вставками.
На чертеже обозначены:
1 - токопроводящие бронзовые башмаки с рифлеными стальными
вкладышами;
2 - сварочный трансформатор;
3 - корпус сварочной машины;
4 - датчик проскальзывания;
5 - заводское изоляционное покрытие;
6 - стенка свариваемых труб;
7 - штанга энергоподвода внутреннего гратоснимателя;
8 - опорные ролики внутреннего гратоснимателя;
9 - центрирующие зажимы внутреннего гратоснимателя;
10 - ножи протяжки внутреннего гратоснимателя;
11 - устройство шлифовальное;
12 - стальные зажимы сварочной машины с эластичными вставками.
13 - токопроводящий бронзовый башмак;
14 - стальные рифленые вкладыши в токопроводящем башмаке.
15 - токопроводящие бронзовые башмаки;
16 - стальные рифленые вкладыши;
17 - силовой стальной башмак с установленными рифлеными стальными вкладышами.
Машина для контактной стыковой сварки оплавлением труб с заводской изоляцией состоит из располагаемого снаружи трубы силового корпуса 3 со сварочным трансформатором 2 и двумя зажимами свариваемых изделий клещевого типа, включающих токоподводящие башмаки из бронзы со стальными рифлеными вставками 1 и зажимные стальные башмаки с эластичными вставками 12, разнесенные друг от друга на величину не менее 250 мм, а также механизм для перемещения относительно друг друга одного из зажимов в процессе оплавления, осадки и снятия наружного грата, датчика проскальзывания 4 и устройства для снятия внутреннего грата, располагаемого внутри трубы 6.
Предлагаемая конструкция отличается тем, что подвижный и неподвижный корпуса с механизмом токоподвода и зажатия выполнены таким образом, что на внутренней поверхности каждого корпуса раздельно установлены токопроводящие бронзовые башмаки с встроенными в них стальными рифлеными вкладышами, поджимаемыми к оголенной от изоляции поверхности труб пружинами (например «Бельвиля») и зажимные стальные башмаки для центровки свариваемых труб опирающиеся на изолированную часть трубы с вкладышами из деформируемого материала для исключения повреждения заводской изоляции и снабжены датчиком проскальзывания. Силовой контакт с поверхностью свариваемых труб в этом случае происходит непосредственно через свободный от заводской изоляции металл концевой части трубы (160 мм-200 мм) и стальными рифлеными вкладышами, количество которых, одновременно с токопроводящими башмаками, обеспечивают необходимый коэффициент трения между поверхностью труб и силовыми частями сварочной машины.
В предлагаемой конструкции электропроводящие и рифленые силовые вкладыши располагаются на первой линии зажимов для фиксации сцентрированных концов труб на расстоянии 150-200 мм от торца труб, свободного от изоляции, а второй ряд стальных зажимных башмаков изготавливается с вкладышами из эластичного материала и осуществляет функции удержания сварочного силового корпуса от перекосов относительно сцентрированных труб. Датчики проскальзывания, расположенные в концевых участках центрирующих зажимов, обеспечивают контроль проскальзывания силовых башмаков относительно поверхности свариваемых труб. В качестве датчика проскальзывания может быть использован, например, датчик перемещения, работающий на любых физических принципах.
При этом, внутренний гратосниматель выполненный в виде цангового зажима осуществляет функцию внутреннего центратора, обеспечивающего постоянство рабочего сечения труб при зажатии их концов сварочной машиной, и обеспечивает работу устройства для снятия внутреннего грата.
Работа предлагаемой машины для контактной стыковой сварки труб с заводской изоляцией осуществляется следующим образом.
Свариваемый трубопровод лежит на призмах (земляных или из деревянных брусков). К привариваемой трубе подают внутренний гратосниматель с центратором, устройством для снятия внутреннего грата и штанги для подвода энергии к гратоснимателю. Устанавливают центратор на конец привариваемого трубопровода и фиксируют одним рядом центрирующих зажимов на концевом участке трубопровода. Затем, через штангу энергоподвода внутреннего гратоснимателя подают следующую привариваемую к трубопроводу трубу и осуществляют предварительную центровку стыка с использованием второго рядя жимков центратора внутреннего гратоснимателя, подключенного к энергопитанию через штангу.
На собранный стык сверху с помощью грузоподъемного механизма подают сварочную машину, устанавливают ее на собранный предварительно стык и осуществляют окончательную центровку и зажатие сцентрированных труб зажимными и токопроводящими башмаками сварочной машины.
При этом, токопроводящие башмаки со стальными рифлеными вставками устанавливаются на свободной от изоляции металлической поверхности свариваемых труб, а зажимы с эластичными вставками или зажимами, устанавливаются на изолированной части трубы. При этом установленные на машине два датчика проскальзывания поджимаются пружинными механизмами к изолированной поверхности свариваемых труб. Оператор включает сварочную машину. Начинается процесс сварки, который, в зависимости от диаметра и толщин свариваемых труб, протекает 1-2 мин. После выполнения по программе процесса оплавления и осадки в автоматическом цикле происходит снятие наружного, а затем внутреннего грата. После выполнения этих операций внутренний гратосниматель устанавливается на следующий стык и процесс повторяется.
Таким образом, при использовании предложенной машины достигается требуемый технический результат, который заключается в повышении качества сварного соединения труб с заводской изоляцией, поскольку исключается повреждение заводской изоляции, не происходит изменение геометрии проходного сечения свариваемых труб, исключается проскальзывание силовых башмаков относительно поверхности свариваемых труб.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА СВАРОЧНАЯ ОПЛАВЛЕНИЕМ, ГОЛОВКА СВАРОЧНАЯ И МЕХАНИЗМ ПЕРЕМЕЩЕНИЯ ДЛЯ НЕЕ | 2007 |
|
RU2323073C1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ РЕЛЬСОВ | 1998 |
|
RU2186664C2 |
| УСТАНОВКА СВАРОЧНАЯ ОПЛАВЛЕНИЕМ | 2007 |
|
RU2323074C1 |
| МАШИНА ДЛЯ СТЫКОВОЙ СВАРКИ ОСТРЯКОВ И РЕЛЬСОВ | 2021 |
|
RU2766092C1 |
| СПОСОБ УДАЛЕНИЯ ГРАТА ПОСЛЕ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ ИЗДЕЛИЙ КРУГЛОГО СЕЧЕНИЯ | 2012 |
|
RU2515864C1 |
| Трубоукладочная баржа с трубосварочным комплексом | 1984 |
|
SU1327403A1 |
| СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ С ПОСЛЕДУЮЩИМ УДАЛЕНИЕМ ГРАТА ИЗДЕЛИЙ КРУГЛОГО СЕЧЕНИЯ | 2010 |
|
RU2427456C1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ИЗДЕЛИЙ КРУГЛОГО СЕЧЕНИЯ С ЗАЧИСТКОЙ ГРАТА | 2011 |
|
RU2455135C1 |
| МАШИНА МСО-1201 ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ КОРОТКИХ ИЗДЕЛИЙ КОМПАКТНОГО СЕЧЕНИЯ | 2015 |
|
RU2628948C2 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ИЗДЕЛИЙ КРУГЛОГО СЕЧЕНИЯ С ЗАЧИСТКОЙ ГРАТА | 2011 |
|
RU2465109C1 |
Изобретение относится к оборудованию для контактной стыковой сварки оплавлением кольцевых стыков труб, преимущественно, малого и среднего диаметров (57-325 мм) с заводской изоляцией, в условиях строительства промысловых и магистральных трубопроводов нефтяной и газовой промышленности. Внутри труб размещены устройства для снятия внутреннего грата с возможностью их центрировки. Зажимы с силовыми и токоподводящими башмаками размещены в корпусе машины с возможностью их установки на оголенных от изоляции концевых участках труб. Зажимы для поддержания и центровки труб содержат стальные башмаки с возможностью их установки на изолированной части труб на расстоянии не менее 250 мм относительно токопроводящих и силовых башмаков. Токопроводящие башмаки выполнены из бронзы и имеют пазы с установленными в них подпружиненными стальными вкладышами с рифлением для исключения проскальзывания при оплавлении и осадке. Стальные башмаки зажимов для поддержания и центровки труб имеют вставки из эластичного материала для исключения повреждений изоляции труб и оснащены подпружиненным датчиком проскальзывания относительно поверхности свариваемых труб. Технический результат заключается в повышении качества сварного соединения труб с заводской изоляцией. 2 з.п. ф-лы, 3 ил.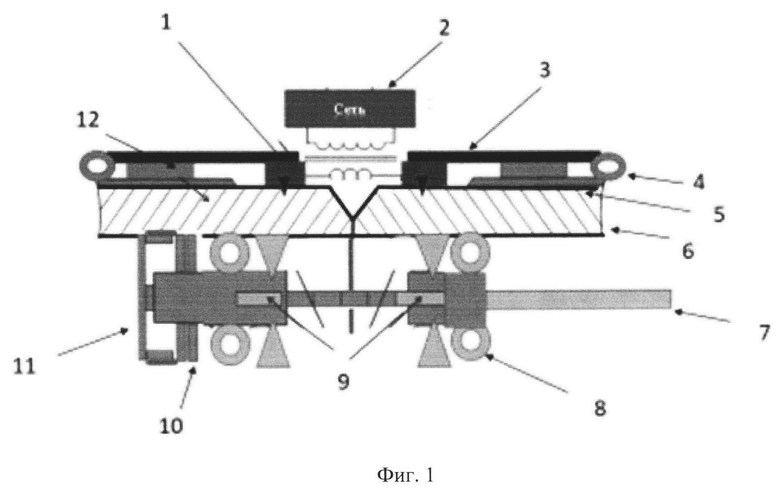
1. Машина для контактной стыковой сварки оплавлением труб с изоляцией, содержащая силовой корпус со сварочным трансформатором, два зажима свариваемых труб клещевого типа, имеющих токоподводящие и силовые башмаки, механизм перемещения одного из двух зажимов в процессе оплавления, осадки и снятия наружного грата методом протяжки, а также устройство для снятия внутреннего грата, расположенное внутри труб с возможностью их центровки, отличающаяся тем, что зажимы с силовыми и токопроводящими башмаками размещены в корпусе машины с возможностью их установки на оголенных от изоляции концевых участках труб, а зажимы для поддержания и центровки труб содержат стальные башмаки, выполненные с возможностью их установки на изолированную часть труб на расстоянии не менее 250 мм относительно токопроводящих и силовых башмаков, причем токопроводящие башмаки выполнены из бронзы и имеют пазы с установленными в них подпружиненными стальными вкладышами с рифлением для исключения проскальзывания при оплавлении и осадке, а стальные башмаки зажимов для поддержания и центровки труб имеют вставки из эластичного материала для исключения повреждений труб и оснащены подпружиненным датчиком проскальзывания относительно поверхности свариваемых труб.
2. Машина по п.1, отличающаяся тем, что устройство для снятия внутреннего грата выполнено в виде внутреннего центратора с приводом разжатия и центровки труб и содержит гратосниматель с ножами, обеспечивающий снятие грата в горячем состоянии и последующую шлифовку участка со снятым гратом.
3. Машина по п.1, отличающаяся тем, что токопроводящие бронзовые башмаки и силовые стальные башмаки выполнены с возможностью их расположения в одном ряду на расстоянии от торцов свариваемых труб, а зажимные стальные башмаки для поддержания и центровки труб установлены во втором ряду и выполнены с пазами, в которых расположены эластичные вставки.
| КОМПЛЕКС ОБОРУДОВАНИЯ ДЛЯ СВАРКИ МОРСКИХ ТРУБОПРОВОДОВ | 2012 |
|
RU2544620C2 |
| Машина для контактной стыковой сварки труб большого диаметра | 1981 |
|
SU977124A1 |
| Установка для контактной стыковой сварки труб | 1970 |
|
SU351423A1 |
| КОМБИНИРОВАННЫЕ ЭЛЕКТРОДЫ ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ИЗДЕЛИЙ КРУГЛОГО СЕЧЕНИЯ С ПОСЛЕДУЮЩИМ УДАЛЕНИЕМ ГРАТА | 2017 |
|
RU2637042C1 |
| Электроизмерительный регистрирующий прибор с прерывистой записью показаний на диске периодическими ударами подвижной рамки по указателю измерительного органа | 1925 |
|
SU3131A1 |

