Изобретение относится к изготовлению труб и прутков из циркониевых сплавов, используемых в качестве конструкционных материалов в активных зонах атомных реакторов, в аппаратах химической и нефтегазовой промышленности.
Технологический цикл производства бесшовных труб можно разделить на два этапа: сначала в процессе прошивки литую или катанную заготовку превращают в гильзу, а затем эту гильзу прокаткой или волочением превращают в трубу. Классическими процессами прошивки являются прессование и прокатка на косовалковом стане. Однако поперечная или винтовая прокатка приводят к образованию осевых дефектов: рыхлости, продольные трещины и полости с неровной рваной поверхностью. О причине и механизме образования внутренних дефектов в заготовке единого и достаточно обоснованного мнения на сегодняшний день не имеется [1].
В связи с тем что деформирование на станах винтовой прокатки неуплотненных заготовок, полученных литьем, не обеспечивает необходимого качества внутренней поверхности, в последние годы в Англии появились трехвалковые прошивные станы, на которых прошивка осуществляется между тремя приводными валками.
По теории пластических деформаций процесс прокатки на трехвалковом стане винтовой прокатки отличается от других процессов тем, что растягивающие напряжения, возникающие в заготовке, действуют в его кольцевой зоне. В результате этого напряжения в центре заготовки значительно ниже, чем при прокатке на двухвалковом стане винтовой прокатки. К сожалению, оказалось, что даже прокаткой на трехвалковом стане неуплотненных заготовок, характеризующихся наличием центральной рыхлости, невозможно получить качественную гильзу [2].
Разработанный в России новый процесс винтовой прокатки [3] также не решает вопросы получения качественной заготовки. Вследствие того, что " деформация идет преимущественно за счет сдвиговых перемещений и сопровождается минимальным развитием растягивающих напряжении" [4], не удается полностью устранить дефекты литой структуры, а за счет растягивающих напряжений происходит дополнительное разрыхление центральной части прокатанной заготовки. Так, после прокатки циркониевых слитков на стане СВП-500, изготовленном для реализации способа [3], заготовки имели поры по всему сечению и длине (фиг. 1), а у изготовленные из них трубы были забракованы по несплошности.
Известен способ получения заготовок круглого профиля ковкой и прокаткой с целью повышения качества заготовок за счет улучшения механических свойств и уменьшения анизотропии металла. Данный способ включает многопроходную протяжку исходной заготовки плоскими бойками с подачей под острым углом к их фронтальной плоскости и кантовками на 180 и 90o поочередно с относительным обжатием ее в каждом из проходов на 5-30o до получения заготовки прямоугольного, преимущественно квадратного сечения, которую затем подвергают деформированию с величиной укова 1,3 - 1,7 до получения заготовки круглого сечения и последующей винтовой прокатке со степенью деформации 10-50% за проход [5].
Однако указанным способом не удается добиться однородной структуры изделий из циркониевых сплавов вследствие склонности данных сплавов к полиморфным превращениям при температурах горячей обработки (900-1070oC). При реализации многочисленных, растянутых по времени процессов ковки и протяжки происходит деформация одного из концов слитка или поковок в области существования бета-циркония, а противоположного - в (бета + альфа)-циркония. Кроме того, многочисленные нагревы и подогревы приводят к значительному окислению циркониевых сплавов, так как нагрев циркония на воздухе приводит к насыщению поверхности кислородом и азотом, затем эти примеси диффундируют в металл, что снижает вязкость металла и его коррозионную стойкость.
Известна технологическая схема изготовления труб из сплава Zr-1,0 Nb с 0,099% O2 (фирмой Sumitomo Metal Industries [6]. Данная схема включает: ковку, формование заготовки; горячее прессование при Т=700oC; прокатку; вакуумный отжиг при Т=730oC; прокатку на ХПТР; окончательный вакуумный отжиг при Т= 480oC; правку; контроль, испытания.
Однако низкая температура окончательного отжига, как отмечают и исследователи, приводит к низкой пластичности и невозможности получения металла труб с полностью рекристаллизованном структурным состоянием.
Известен способ получения изделий из циркониевых сплавов, используемых в активной зоне атомных реакторов, включающий изготовление слитка, предварительную бета-обработку, получение заготовки путем горячего формования слитка при температуре существования альфа-циркония, отжиг при температуре от 380 до 650oC, холодное формование заготовки с промежуточными отжигами при температуре существования альфа-циркония и доводку заготовки до получения готового изделия.
А также способы, отличающиеся от предыдущего тем, что: после бета-обработки перед горячим формованием слитка заготовку отжигают при температуре от 380 до 650oC; перед отжигом после горячего формования заготовку подвергают закалке при температуре от 920 до 1070oC, при этом указанный отжиг осуществляют при температуре от 380 до 520oC; закалку осуществляют со скоростью от 60 до 1000oC/с [7].
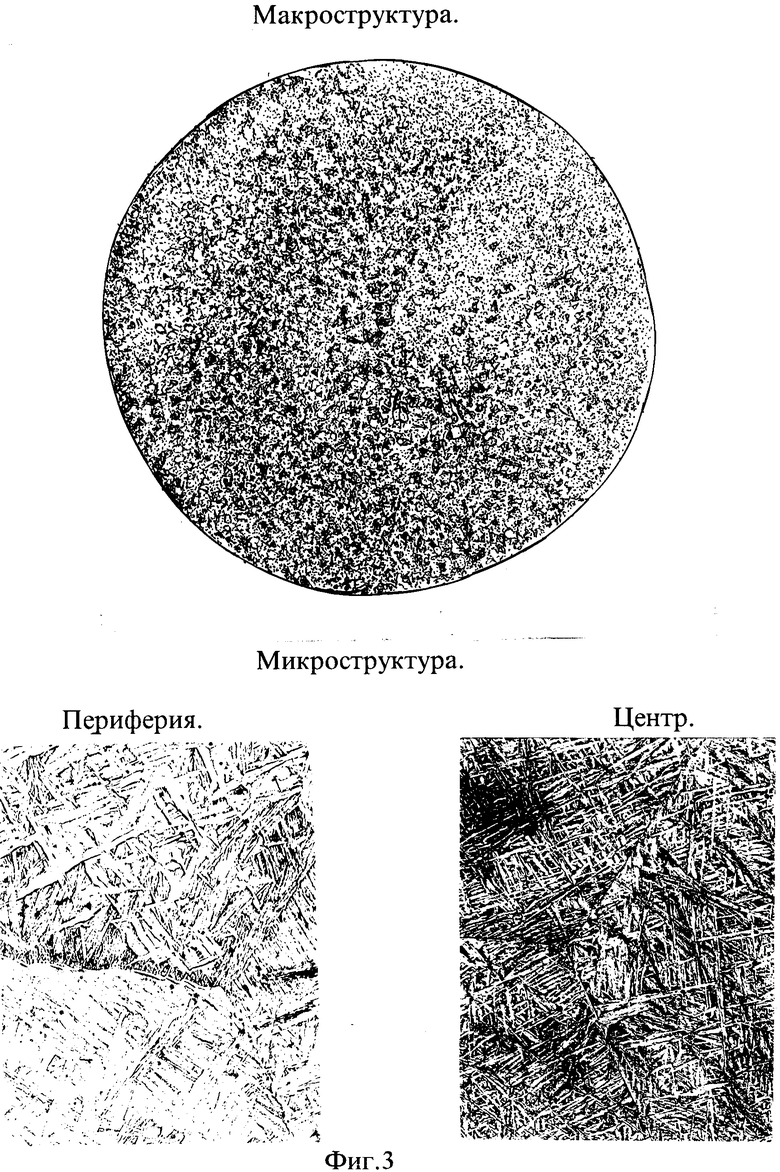
Однако, используя вышеизложенные способы, невозможно получить изделия с однородным структурным состоянием, так, при температуре отжига 550-650oC в структуре сплава Zr-1,3Sn-1,0Nb-0,5Fe образуются строчки интерметаллидов, что сопровождается значительным падением вязкости и пластичности [8]. Проведение отжига заготовки при температуре 380-650oC после бета-обработки перед горячим формованием слитка, как предлагается в вышеизложенном изобретении, не может позволить увеличить запас пластичности и вязкости вследствие отсутствия значительных изменений структурного состояния сплавов, поскольку температура бета-обработки намного превышает температурный диапазон предлагаемого отжига. Для осуществления закалки заготовки после горячего формования необходимо создавать дополнительное специализированное оборудование. Применение закалки при температуре до 1070oC приводит к резкому увеличению величины зерна (фиг. 3.), что в свою очередь снижает технологичность сплавов при последующей холодной деформации. Кроме того, вышеперечисленные способы не позволяют получать высокий выход годной продукции, как из-за низкой технологичности сплавов, так и из-за исходной пористости слитков, особенно из многокомпонентных циркониевых сплавов, которая наследственно сохраняется и не устраняется вышеизложенными способами.
Целью изобретения является устранение наследственной неоднородности слитков из циркониевых сплавов в процессе изготовления из них готовых изделий, повышение качества готовых изделий.
Цель достигается тем, что в известный способ, заключающийся в изготовлении слитка, получении из него горячим формованием с промежуточной термообработкой заготовки, которую затем путем многостадийной холодной обработки, промежуточных и окончательного отжига доводят до готового изделия, вводят следующие операции:
- из слитка горячим формованием, например прокаткой или ковкой, при температуре существования бета-циркония или (альфа+бета)- циркония изготавливают исходную заготовку;
- из исходной заготовки горячим формованием, например выдавливанием или объемной ковкой, в температурной альфа- или (альфа+бета) области получают промежуточную заготовку ;
- промежуточную заготовку разделяют на мерные заготовки;
- мерную заготовку закаливают путем нагрева до температуры, на 30-60oC превышающей точку фазового перехода из промежуточной (альфа+бета)-области в бета-область циркония, и последующего охлаждения в воде;
- из закаленной мерной заготовки изготавливают механическим способом заготовку для горячего формования;
- заготовку для горячего формования подвергают отпуску при температуре существования альфа-циркония;
- из отпущенной заготовки горячим формованием при температуре существования альфа- или (альфа+бета)-циркония получают заготовку (гильзу или пруток);
- заготовку отжигают при температуре существования альфа- или (альфа + бета)-циркония, а затем подвергают многостадийной холодной обработке.
Как показали результаты испытаний, при указанной последовательности операций, соблюдении температурных режимов горячей обработки и закалки, отпуска, отжига исходная неоднородная структура слитка превращается в однородную структуру выдавленной трубы или прутка, что положительно влияет на качество готовых изделий.
Этому в значительной мере способствуют последовательные, следующие друг за другом операции горячего формования заготовок, что само по себе является неожиданным и подтверждается отсутствием таких сведений в патентной и научно-технической литературе.
Предложенный способ за счет применения горячего формования поковок или прокатанных штанг, при котором реализуется деформационная схема всестороннего сжатия, с последующей их закалкой и отпуском устраняет наследственную неоднородность структурного состояния слитка после его выплавки и последующей горячей прокатки или ковки, что обеспечивает высокую технологичность сплавов при механической обработке заготовки до размеров готового изделия и повышает качество выпускаемой продукции.
Пример 1. Из сплава, содержащего, мас.%: ниобий 2,5; цирконий остальное, изготавливали слиток ф450 мм. Слиток подвергали ковке при температуре от 1070 до 950oC в размер фЗ10 мм. Из поковки изготавливали заготовки ф298х346 мм. Заготовки подвергали горячему выдавливанию при температуре от 580 до 780oC с получением прутков ф114 мм. Прутки разрезали на мерные заготовки и подвергали закалке: проводили нагрев заготовок до температуры 900-920oC (температура полиморфного превращения сплава Тпп=860-870oC) и закаливали в воду. Затем изготавливали заготовки механическим способом в размер ф109х22,5х171 мм для горячего выдавливания. Полученные заготовки подвергали отпуску при температуре 560 - 580oC. После чего заготовки выдавливали при температуре 580 - 780oC в размер ф41х22 мм. Выдавленные заготовки после проведения операции отжига при температуре 560-580oC подвергали холодной деформации на станах холодной прокатки труб с промежуточными отжигами при температуре 560- 580oC. Окончательный отжиг после последней холодной прокатки проводили: для получения труб в частично рекристаллизованном состоянии при температуре 500 - 540oC в полностью рекристаллизованном состоянии - при температуре 540 - 580oC. Отожженные трубы подвергали отделочным операциям для получения готовых труб наружным диаметром 12 мм с внутренним диаметром 6,5 мм.
Пример 2. Способ осуществляли аналогично примеру 1. Отличие состоит в том, что:
- сплав содержал 1,0 мас.% ниобия;
- слиток подвергали винтовой прокатке при температуре 1050-1070oC;
- заготовку подвергали закалке: проводили нагрев заготовок до температуры 920-940oC и закаливали в воду (Тпп880 - 890oC);
- заготовки для горячего выдавливания изготавливали ф109х26х186 мм;
- заготовки подвергали горячему выдавливанию при температуре 580-700oC в размер ф41х25 мм;
- готовые трубы имели размеры: диаметр 13,58 мм с толщиной стенки 0,97 мм.
Пример 3. Способ осуществляли аналогично примеру 1. Отличие состоит в том, что:
- сплав содержал, мас.% 1,0 ниобия; 1,3 олова; 0,5 железа; цирконий остальное;
- слиток подвергали винтовой прокатке при температуре 1050-1070oC;
- заготовку подвергали закалке: проводили нагрев заготовок до температуры 940-960oC и закаливали в воду (Tпп=900-910oC);
- заготовки для горячего выдавливания изготавливали ф109х26х186 мм;
- заготовки подвергали горячему выдавливанию при температуре 600-700oC в размер ф41х25 мм;
- выдавленные заготовки, после проведения отжига при температуре 560-620oC, подвергали холодной деформации на станах холодной прокатки труб с промежуточными отжигами при температуре 560-620oC;
- отожженные трубы подвергали отделочным операциям для получения готовых труб размером: диаметром 9,13 мм с толщиной стенки 0,75 мм.
Пример 4. Способ осуществляли аналогично примеру 1. Отличие состоит в том, что:
- заготовки для горячего выдавливания изготавливали ф109 мм;
- горячее выдавливание производили в размер ф25 мм;
- окончательный отжиг холоднодеформированных прутков проводили при температуре 540-580oC;
- отожженные прутки подвергали отделочным операциям для получения готовых прутков ф12 мм.
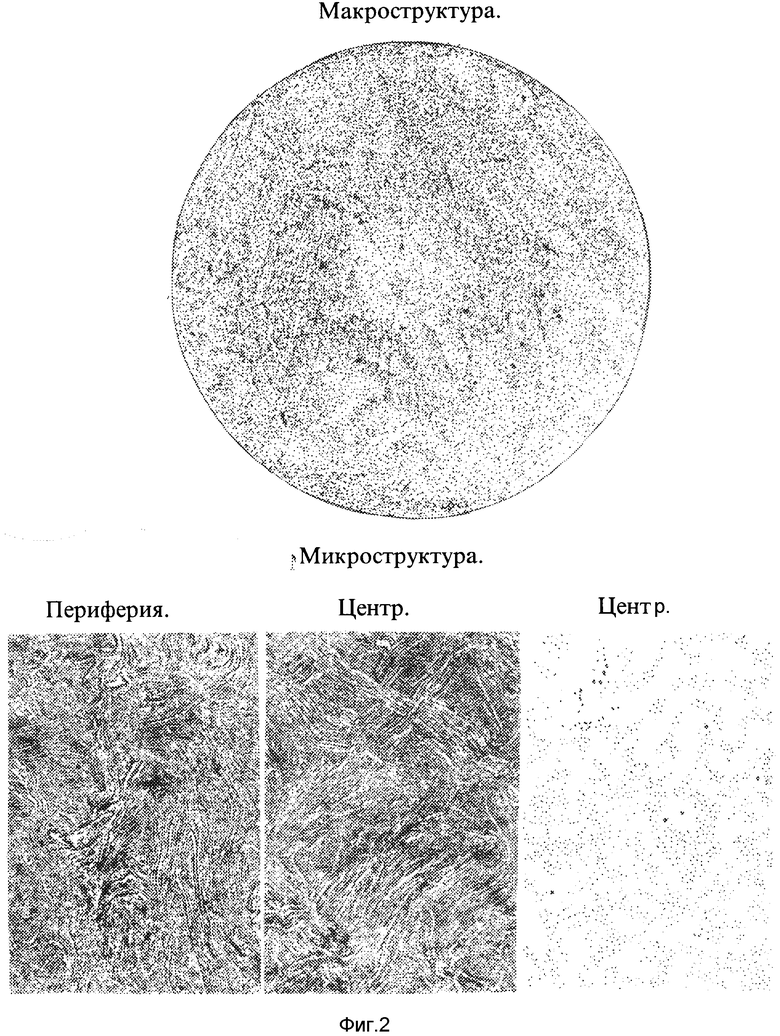
На фиг. 1 представлены макро- и микроструктура заготовок из сплава циркония с 1,0%Nb полученных по существующему способу с применением винтовой прокатки на стане СВП; на фиг. 2 - заготовок из сплава циркония с 1,0%Nb полученных по предложенному способу. Структура заготовок на фиг. 2 однородная по длине и сечению; исходная пористость заготовок устраняется после двойной горячей обработки выдавливанием, в отличие от структуры, представленной на фиг.1.
Существующий режим нагрева под закалку выше температуры полиморфного превращения сплавов на 130-200oC приводит к значительному росту зерна (фиг. 3), величина зерна равна 0,51-0,92 мм.
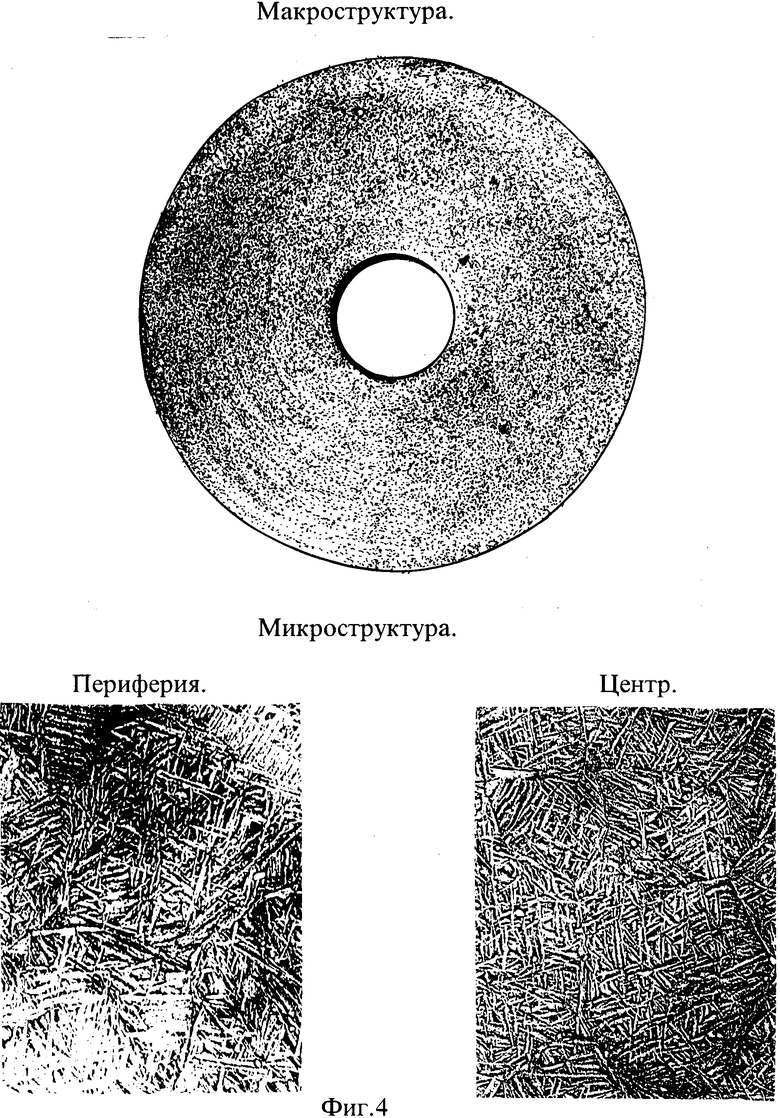
Предложенный температурный диапазон нагрева заготовок под закалку выше на 30-60oC температуры полиморфного превращения, обеспечивает полную фазовую перекристаллизацию сплавам с приведением их в структурное состояние мартенситного типа с мелкозернистой (величина зерна 0,16-0,22 мм) макроструктурой и с максимальным растворением интерметаллидных и примесных фаз, с фиксированием в пресыщенном твердом растворе примесных и легирующих элементов (фиг.4).
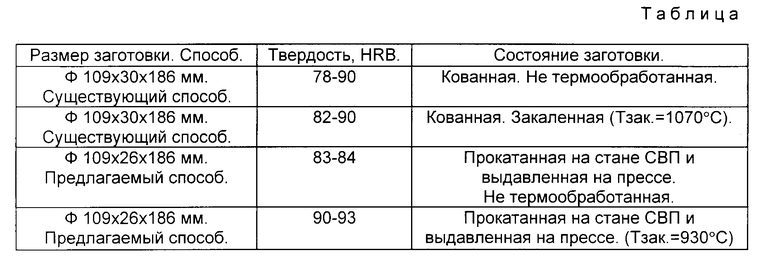
В таблице представлены результаты замера твердости заготовок из сплава содержащего, мас. % 1,0: ниобия; 1,3 олова; 0,5 железа; цирконий остальное, полученных различными способами. Разброс значений твердости заготовок, полученных по предложенному способу, не превышает 3 ед., в отличие от заготовок, полученных по существующей технологии, где разброс достигает 12 ед.
Заявляемый способ проходит промышленные испытания на АО "Чепецкий механический завод".
Источники информации.
1. Тетерин П.К. Теория поперечной и винтовой прокатки. -М.: Металлургия, 1980, с.47-53.
2. Производство труб. Материалы конференции, проведенной Обществом немецких металлургов совместно с Домом техники г. Эссена.- М.: Металлургия, 1980, с.38- 41).
З. Потапов И.Н., Полухин П.И. Новая технология винтовой прокатки. -М.: Металлургия, 1975.
4. Потапов И.Н., Ефименко С.П. Теория производства бесшовных и сварных труб. Раздел: Винтовая прокатка. МИСИС, М., 1984 с.87.
5. А.с. N 584953, кл. B 21 J 5/00, Бюл.N 13, 1992.
6. Займовский А.С., Никулина А.В., Решетников Н.Г., Циркониевые сплавы в ядерной энергетике. -М.: Энергоатомиздат, 1994, с. З6.
7. Патент N 2032760 на изобретение: " Способ получения изделий из циркониевых сплавов", C 22 F 1/18, Бюл. N 10 10.04.95.
8. Никулин С.А., Маркелов В.А. и др. Изменение микроструктуры и механических свойств при отжиге закаленного сплава Zr-1,3%Sn-1,0Nb-0,4%Fe. Российская Академия наук, "Металлы", N 1, 1995, М.: Наука.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБНЫХ ИЗДЕЛИЙ ИЗ ЦИРКОНИЕВЫХ СПЛАВОВ (ВАРИАНТЫ) | 1997 |
|
RU2123065C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКОГО ПРОФИЛЯ ИЗ ЦИРКОНИЕВЫХ СПЛАВОВ | 2006 |
|
RU2310009C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКОГО ПРОФИЛЯ ИЗ ЦИРКОНИЕВЫХ СПЛАВОВ | 2008 |
|
RU2382114C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ ЦИРКОНИЕВЫХ И ТИТАНОВЫХ СПЛАВОВ | 1997 |
|
RU2125916C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПЛОСКОГО ПРОФИЛЯ ИЗ ЦИРКОНИЙ-НИОБИЕВЫХ СПЛАВОВ | 2006 |
|
RU2310010C2 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ ЦИРКОНИЕВЫХ СПЛАВОВ | 1993 |
|
RU2032760C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПЛОСКОГО ПРОФИЛЯ ИЗ ЦИРКОНИЙ-НИОБИЕВЫХ СПЛАВОВ | 2004 |
|
RU2261765C1 |
| Способ получения трубных изделий из сплава на основе циркония | 2019 |
|
RU2798022C1 |
| Способ изготовления холоднокатаных трубных изделий из сплавов циркония с высокой коррозионной стойкостью (варианты) | 2023 |
|
RU2823592C1 |
| Способ изготовления трубных изделий из циркониевого сплава | 2019 |
|
RU2798021C1 |
Изобретение относится к изготовлению труб и прутков из циркониевых сплавов, используемых в качестве конструкционных материалов в активных зонах атомных реакторов, в аппаратах химической и нефтегазовой промышленности и позволяет устранить наследственную неоднородность слитков из циркониевых сплавов при механической обработке, повышает качество готовых изделий. Для этого из слитка го- рячим формованием при температуре существования бета- или (альфа+бета) - циркония изготавливают исходную заготовку, из которой горячим формованием в температурной (альфа+бета) - области получают промежуточную заготовку, закаливают изготовленную из нее мерную заготовку при температуре, на 30- 60oC превышающей температуру точки перехода сплава из промежуточной (альфа+,бета) - области в бета-область циркония, производят отпуск закаленной мерной заготовки при температуре существования альфа-циркония, после чего горячим формованием при температуре существования альфа- или (альфа+бета) - циркония получают заготовку, которую затем отжигают при температуре существования альфа- или (альфа+бета) - циркония и подвергают механической многостадийной обработке. 1 табл., 4 ил.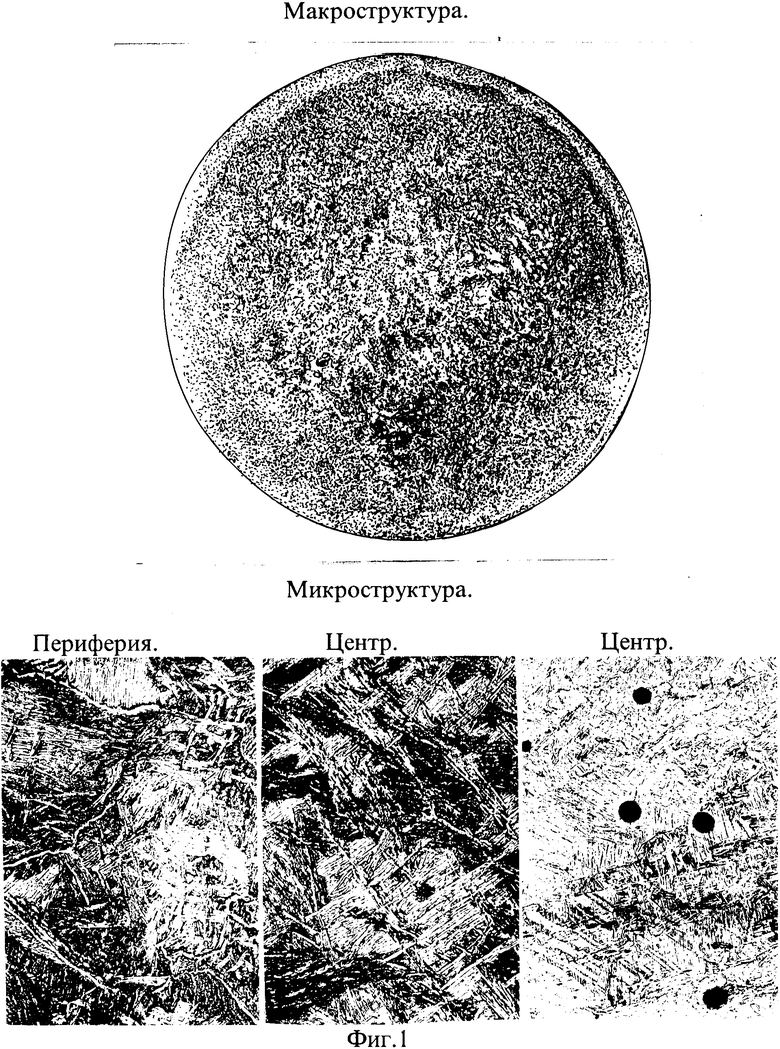
Способ получения изделий из циркониевых сплавов, включающий изготовление слитка, получение их него горячим формованием с промежуточной термообработкой заготовки, механическую обработку заготовки до размеров готового изделия путем многостадийной холодной обработки с промежуточными и окончательными отжигами, отличающийся тем, что первоначально из слитка горячим формованием при температуре существования бета- или (альфа + бета)-циркония изготавливают исходную заготовку, из которой горячим формованием в температурной (альфа + бета)-области получают промежуточную заготовку, закаливают изготовленную из нее мерную заготовку при температуре, на 30 - 60oС превышающей температуру точки перехода сплава из промежуточной (альфа + бета)-области в бета-область циркония, производят отпуск закаленной мерной заготовки при температуре существования альфа-циркония, после чего горячим формованием при температуре существования альфа- или (альфа + бета)-циркония получают заготовку, которую затем отжигают при температуре существования альфа- или (альфа + бета)-циркония и подвергают механической многостадийной обработке.
| RU, патент 2032760 С1 (Всероссийский НИИ неорганических материалов им.акад.А.А.Бочвара), 19.06.95, C 22 F 1/18. |

