Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении стопорных колец из ленты на автоматах.
Известен способ изготовления изделий типа стопорных колец вырубкой из листовых заготовок.
Недостаток известного способа заключается в больших потерях металла в отходы.
Известен также способ изготовления стопорных колец на автоматах, включающий гибку ленты на ребро между роликами с циклически изменяющейся скоростью подачи ленты и последующую отрезку кольца с остановкой ленты.
Недостаток известного способа состоит в низкой точности колец из-за их овальности.
Целью изобретения является повышение точности изготовления колец.
Это достигается тем, что к внутренней поверхности кольца на расстоянии от очага деформации не меньшем, чем три ширины ленты, но не большем половины наружного диаметра кольца от линии, совпадающей с нижней кромкой подаваемой ленты, прикладывают радиальное усилие, циклически изменяющееся в диапазоне упругих свойств материала кольца в соответствии со скоростью подачи ленты от наименьшего значения в момент наибольшей скорости подачи ленты до наибольшего значения в момент остановки ленты.
На чертеже приведена схема процесса в начале цикла (после обрезки предшествующего кольца).
Способ осуществляется в автомате для навивки колец из ленты, который содержит неподвижные 1, 2 и подвижный (регулируемый) 3 ролики, Г-образный упор 4 и нож 5. Подвижный ролик 3 и Г-образный упор 4 снабжены механизмами 6 и 7 регулировки соответственно, которые размещены в сменной головке 8, смонтированной на станине автомата для навивки колец. Для удобства регулировки и изготовления оси механизмов 6 и 7 параллельны. Сменная головка 8 позволяет получать различные типоразмеры колец.
Способ осуществляется следующим образом. В начале цикла лента 9 участок ad кольца находятся в неподвижном состоянии. Участок ab кольца, соответствующий очагу деформации, в этот период времени (во время выстаивания ленты) находится под нагрузкой от сил упругой деформации инструмента.
В точке c на расстоянии от точки b не меньшем, чем три ширины S ленты, но не большем половины наружного диаметра кольца D от линии 1-1, совпадающей с нижней кромкой подаваемой ленты, прикладывают радиальное усилие P. Усилие P противодействует силам упругой деформации инструмента, предотвращает сближению роликов 1, 2 и 3 (уменьшение размера h) и пластическую деформацию участка ab во время выстаивания ленты.
В известном способе силы упругой деформации инструмента за время выстаивания ленты вызывают пластическую деформацию участка ab, уменьшение радиуса гибки (показано пунктиром на фиг. 1), и возникновение овальности кольца, поскольку время выстаивания ленты значительно (составляет 0,7-1,0 времени движения ленты), скорость деформации под действием упругих сил мала, а сопротивление деформации (зависящее от скорости деформации) материала кольца в этот период времени минимально.
При подаче ленты происходит гибка кольца между неподвижными 1, 2 и подвижным 3 роликами. По ходу процесса скорость подачи ленты резко возрастает (обусловлено высокой производительностью автоматов для навивки колец, например 40 колец в минуту), поэтому значительно увеличивается сопротивление деформации материала ленты и интенсивно растет технологическое усилие гибки. Увеличиваются упругие деформации инструмента, размер h и, следовательно, радиус гибки.
С увеличением радиуса гибки одновременно ослабевает контакт между кольцом и Г-образным упором 4, передающем усилие P, т.е. с увеличением усилия гибки сразу же снижается величина усилия P, что компенсирует влияние увеличения усилия гибки на размер h и обеспечивает стабильность радиуса гибки и размеров кольца.
При дальнейшей подаче ленты по мере завершения навивки кольца скорость подачи уменьшают, сопротивление деформации материала ленты снижается, уменьшается технологическое усилие, размер h и радиус гибки. Уменьшение радиуса гибки ведет к усилению контакта между кольцом и упором 4 и, следовательно, к увеличению усилия P, что компенсирует влияние уменьшения технологического усилия гибки на размер h. В известном же способе влияние изменения сопротивления деформации и, следовательно, технологического усилия гибки на размер h и стабильность размеров кольца при изменении скорости подачи ленты не компенсируется.
Таким образом, в предложенном способе стабильность радиуса гибки и размеров кольца обеспечивается как при выстаивании ленты, так и при увеличении и уменьшении скорости ее подачи. В процессе навивки кольца усилие P циклически изменяется от наименьшего значения P1 при наибольшей скорости подачи ленты, до наибольшего значения P2 при остановке ленты, в свою очередь значение усилия P2 находится в диапазоне P2min ≅ P2 ≅P2max, где P2max - максимальная допускаемая величина усилия P2, P2min - минимальная допускаемая величина усилия P2. Величина P2max определяется упругими свойствами материала кольца. Если P2 > P2max, то происходит пластическая деформация участка bc, снижение точности колец и повышенный износ инструмента - упора 4 и ролика 3. Величину P2max устанавливают экспериментально при наладке или аналитически по известным из сопротивления материалов формулам.
Величина P2min определяется точностью получаемых колец, ее устанавливают экспериментально при наладке регулировкой положения упора 4 следующим образом. Упор 4 с помощью механизма регулировки 7 смещают влево (на чертеже) на величину, обеспечивающую гарантированный зазор между упором 4 и внутренней поверхностью кольца. Затем заправляют ленту 9 в ролики 1, 2, 3 и в наладочном режиме получают часть кольца большую участка ad, после чего производят отрезку торцового участка кольца ножом 5.
Далее перемещая механизмом регулировки 7 упор 4 вправо, приводят его в соприкосновение с внутренней поверхностью кольца, а при дальнейшем перемещении упруго изгибают участок bc. Изменяя величину упругого перемещения кольца Δ изменяют усилие P. Затем на автоматическом ходу получают несколько колец (2-3 шт.) и измеряют их размеры. При необходимости корректируют величину перемещения Δ и, следовательно, усилия P.
Если P2 < P2min, то происходит гибка участка ab во время выстаивания ленты от сил упругой деформации инструмента, что ведет к снижению точности колец.
Положение места приложения усилия P (точки c) обусловлено следующими ограничениями. Если усилие P прикладывать на расстоянии L от линии I-I, превышающем половину наружного диаметра D кольца, то снижается положительный эффект от приложения усилия P, поскольку появляется вертикальная составляющая усилия, способствующая увеличению размера h, а при L = 1,0 D эффект от приложения усилия P (показано пунктиром) будет отрицательным. Приложение усилия на расстоянии меньшем трех S не представляется возможным из-за контруктивных ограничений размеров деталей 2, 3 и 4.
После перемещения ленты на величину, равную длине окружности кольца по нейтральной линии, подачу прекращают. Оформленное кольцо отрезают ножом 5, который на чертеже условно показан развернутым в вертикальной плоскости на 90о. Затем цикл повторяют.
Предложенный способ реализован в производственных условиях. Кольца получают на автомате для навивки стопорных колец. Используют плющенную стальную ленту (сталь 65Г) шириной 7 мм и толщиной 2,5 мм, соответствующую ГОСТ 10234-77.
Радиальное усилие P к внутренней поверхности кольца прикладывают на расстоянии 50 мм от линии, соответствующей нижней кромке подаваемой ленты, что соответствует расстоянию 25 мм от очага деформации, при этом упругое перемещение кольца Δ в точке приложения усилия назначают равным 3,0 мм. Получают кольца с наружным диаметром 116-0,54+1,06 мм. Контроль показал пригодность всех 100% колец, тогда как при известном способе имеет место значительный брак вследствие овальности.
Таким образом, за счет того, что к внутренней поверхности кольца на расстоянии от очага деформации не меньшем чем 3 ширины ленты, но не большем половины наружного диаметра кольца от линии, совпадающей с нижней кромкой подаваемой ленты, прикладывают радиальное усилие, циклически изменяющееся в диапазоне упругих свойств материала кольца в соответствии со скоростью подачи ленты от наименьшего значения в момент наибольшей скорости подачи ленты до наибольшего значения в момент остановки ленты.
Использование: изготовление стопорных колец из ленты на автоматах. Сущность изобретения: ленту подают на участок деформации, образованный гибочными роликами 1 и 3. После выхода изогнутого кольца из участка деформации аb к его внутренней поверхности прикладывают радиальное усилие P, величина которого обратна пропорциональна величине усилия гибки. Усилие P прикладывают на расстоянии не меньшим чем три ширины ленты от крайней верхней точки участка деформации, но не большим расстояния, равного половине наружного диаметра кольца от крайней нижней точки участка деформации ab. 1 ил.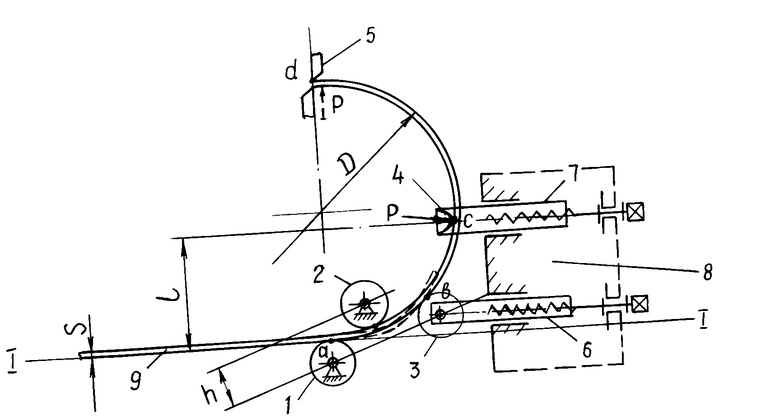
СПОСОБ ИЗГОТОВЛЕНИЯ СТОПОРНЫХ КОЛЕЦ, включающий подачу ленты с циклически изменяющейся скоростью, гибку ленты на ребро путем пропускания между гибочными роликами и последующую отрезку кольца при остановке ленты, отличающийся тем, что, с целью повышения качества готового изделия путем получения стабильного радиуса гибки, после гибки при остановке ленты к внутренней поверхности кольца на расстоянии не меньшем, чем три ширины ленты от крайней верхней точки участка деформации, лежащей в центре одного из гибочных роликов, но не большем расстояния, равного половине наружного диаметра кольца от крайней нижней точки участка деформации, лежащей в центре второго гибочного ролика, прикладывают радиальное усилие, величина которого изменяется обратно пропорционально величине усилия гибки.
| Автомат для навивки стопорных колец из ленты | 1986 |
|
SU1397134A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
