Изобретение относится к устройству для точечной сварки или сварки прямолинейным швом, точнее к устройству для легкой точечной сварки и/или сварки прямолинейным швом, которое защищает от электрического удара и имеет трансформатор, образованный тороидальным сердечником, первичной обмоткой, аксиально намотанной вокруг сердечника, и одновитковой вторичной обмоткой, содержащей две консольные секции, электрически связанные обвивающим элементом.
В традиционном сварочном устройстве большое внимание уделяется развитию особых характеристик, чтобы сделать такое устройство более пригодным для различных применений. Для примера, патент США N 3211885, утверждает, что серийная применимость переносного сварочного инструмента зависит от легкости, с которой инструмент может быть использован, и раскрывает сварочную систему, включающую схему разрядного конденсатора для сварки различных размеров или калибров материала или проволоки.
Патент США N 2269726 относится к легкой по весу сварочной установке с ручным управлением.
Патент США N 4496821 утверждает, что традиционные трансформаторы сварочного устройства для точечной сварки не очень подходят для использования, к примеру, с консолью благодаря их массе, и предлагает легкий трансформатор, приспособленный для использования со сварочным орудием, выполненным на конце консоли.
Патент США N 2491169 относится к относительно легкому средству для сварки, которое связано с трансформатором, содержащим мало или вообще не содержащим железо, но который допускает относительно большую толщину сварного шва.
Наиболее близким к изобретению является сварочное устройство [1], которое относится к устройству для точечной сварки и устройству для сварки прямолинейным швом и предлагает надежную защиту от электрического удара.
В соответствии с изобретением сердечник трансформатора и первая обмотка покрыты синтетической смолой и заключены в оболочку изолирующего материала для их электрической изоляции, чтобы сделать их защищенными от влаги. Стенки корпуса сварочной машины по изобретению также содержат электрическую изоляцию, чтобы защитить оператора от электрического удара.
В предпочтительном варианте осуществления устройства для точечной сварки в соответствии с изобретением неподвижная проводящая консоль снабжена креплением для одного из сварочных электродов и, кроме того, каркасной структурой для устройства. Сварочный трансформатор поддерживается на этой неподвижной консоли. Этот вариант осуществления позволяет уменьшить окончательный вес сварочного устройства.
В соответствии с изобретением вторичная обмотка составляет один виток сердечника, причем часть вторичной обмотки расположена в осевом отверстии сердечника рядом с внутренними секциями витков первичной обмотки, при этом вторичная обмотка образована секцией первой консоли, соединенной с первым электродом, секцией второй консоли, соединенной со вторым электродом, и соединительной шиной, связывающей секции первой и второй консолей.
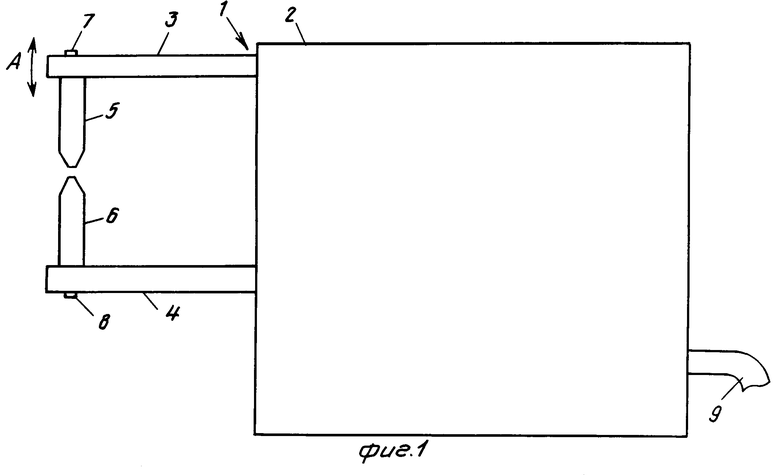
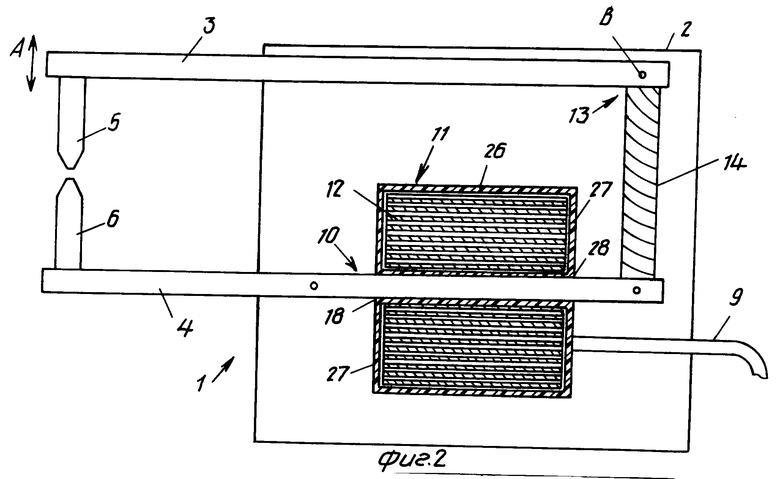
На фиг. 1 изображено предлагаемое сварочное устройство, вид сбоку; на фиг. 2 - то же, разрез; на фиг. 3 - сердечник трансформатора вместе с первичной обмоткой; на фиг. 4 - кремниево-стальная лента со слоями свернутой электрической изоляции; на фиг. 5 - изолированная первичная обмотка, разрез; на фиг. 6 - 9 - варианты осуществления предлагаемого устройства для сварки, вид сбоку; на фиг. 10 - вид в перспективе предлагаемого устройства для сварки прямолинейным швом.
Устройство 1 для точечной сварки представлено корпусом 2, выполненным из материала, имеющего хорошие электроизолирующие свойства, например текстолита, чтобы обеспечить защиту от электрического удара, высоких токов, генерируемых устройством. Две медные консоли 3 и 4 выступают из корпуса 2. Медная консоль 3 (фиг. 1) выполнена с возможностью перемещения в пределах плоскости бумаги (стрелка А), чтобы расположить обрабатываемую деталь между сварочными электродами 5 и 6. Медная консоль 4 неподвижна. Пневматическая система, работающая под внутренним давлением около шести атмосфер, может быть использована, чтобы перемешать консоль 3 и зажимать обрабатываемую деталь между сварочными электродами. Консоль или приспособлена для перемещения, или обе консоли могут быть сделаны с возможностью перемещения. Другие проводящие материалы могут быть использованы для изготовления консолей 3 и 4.
Заостренные электроды 5 и 6 выполнены из меди и могут быть подсоединены к консолям 3 и 4 любым способом, например посредством крепежных деталей 7 и 8, чтобы обеспечить хороший электрический контакт между каждым электродом и его соответствующей консолью. Медные электроды 5 и 6 могут быть выполнены с водяным охлаждением. Питающий провод 9 проходит от задней поверхности корпуса 2 для связи с внешним источником энергии 200 В, 50 Гц.
Трансформатор 10 содержит сердечник 11, первичную обмотку 12 и вторичную обмотку 13, которая в свою очередь содержит консоли 3 и 4 и связывающее средство 14. Трансформатор 10, первичная и вторичная обмотки 12, 13 создают разность потенциалов между электродами 5 и 6.
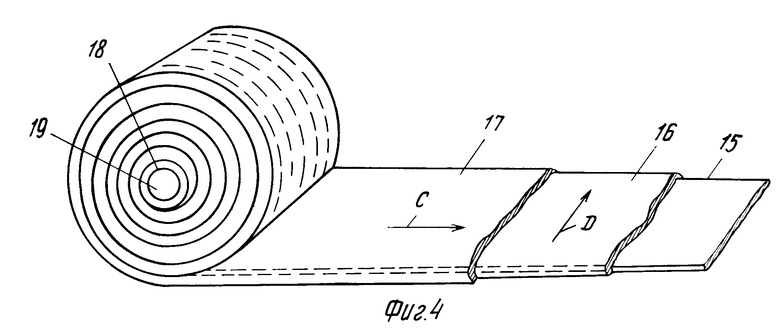
Сердечник 11 трансформатора (фиг. 3 и 4) выполнен из кремниевой полости с высокой степенью ориентации волокон или ленты 15, которая содержит кремниевостальной материал холодной прокатки, имеющий ориентацию волокон так, что магнитная индукция в направлении, в котором полоска свернута или скручена, как показано стрелкой С на фиг. 4, 1,7 тесла (17.000 Гаусс). Магнитная индукция в направлении, перпендикулярном к направлению вращения, как показано стрелкой Д, 1,0 тесла (10.000 Гаусс).
Полоска 15 упакована в изолирующие слои 16 и 17. Слой 16 содержит электрический изолятор, а слой 17 - ленту, чтобы защищать слой изолятора 16 вокруг полоски 15. Хлопчатая лента, содержащая как слой 16, так и слой 17, свободно может быть использована, чтобы обертывать материал полоски 15. Изолированная кремниевая полоска 15 скручена или свернута, чтобы образовать тороидальный сердечник 11 трансформатора. Изолированная полоска может быть намотана на пресс-шпановую трубу 18 или подобную ей для облегчения формирования центрального отверстия 19 через сердечник 11. Полоска 15 может быть сцеплена с центром пресс-шпана лентой 17.
Как результат свернутой или скрученной конфигурации материала полоски 15 и ее изолирующих слоев 16 и 17, магнитный поток течет в направлении максимума магнитной индукции. Кроме того, скрученный сердечник 11 позволяет избежать высоких магнитных сопротивлений и больших затрат из-за вихревых токов, которые обычно возникают в составных структурах сердечника. Сердечник 11 отличается тем, что потери мощности из-за гистерезиса и вихревых токов не более чем 0,8 Вт/кг.
Первичная обмотка 12 трансформатора обкручивается аксиально вокруг сердечника 11 (фиг. 3). При этом первичная обмотка 12 имеет внешние секции 20 обмотки, которые примыкают к внешним стенкам 21 сердечника 11, и внутренние секции обмотки 22, которые примыкают к внутренним стенкам 23 сердечника. В предпочтительном варианте исполнения, тороидальный сердечник 11 имеет площадь поперечного сечения 58,5 см х см. Число витков первичной обмотки 12 определяется формулой:
Z =  где V - питающее напряжение в вольтах; S - площадь поперечного сечения сердечника 11, см2; f - частота питающего напряжения, Гц. Подставляя соответствующие значения, имеем:
где V - питающее напряжение в вольтах; S - площадь поперечного сечения сердечника 11, см2; f - частота питающего напряжения, Гц. Подставляя соответствующие значения, имеем:
Z = 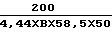 = 100 витков (приблизительно).
= 100 витков (приблизительно).
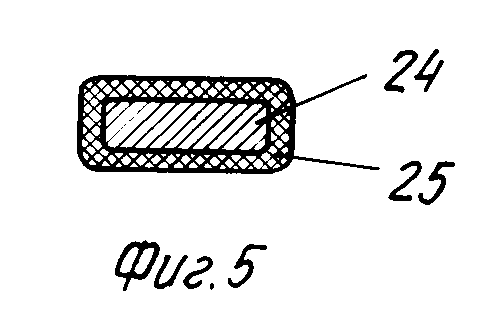
На фиг. 5 первичная обмотка 12 содержит медную полоску 24 со стекловолокнистой изоляцией 25. Размеры медной полоски 24, образующей предпочтительную первичную обмотку 12,1 х 3 мм, где полоска имеет площадь поперечного сечения 3 мм2. Другие электропроводящие обмотки могут быть использованы для первичной обмотки без отступлений от изобретения. Первичная обмотка 12 накручена вокруг сердечника 11, причем сердечник и первичная обмотка покрыты изолирующим лаком на спиртовой основе. После этого, сердечник 11 и первичная обмотка 12 сушатся при 60оС.
Сердечник 11 трансформатора заключен в поливинилхлоридную (ПВХ) трубку 26, закрытую электроизолирующими дисками 27, которые также могут содержать ТЕКСТОЛИТ. Кроме того, тонкая ПВХ трубка входит в отверстие 19 через тороидальный сердечник 11 трансформатора, чтобы закрыть внутренние секции 22 первичной обмотки 12. Промежутки между трубами 26, 28, изолированным сердечником 11, обмоткой 12 и дисками 27 наполнены обычной эпоксидной смолой. Составной сердечник и структура первичной обмотки в соответствии с изобретением выполнены влагостойкими. Эта результирующая структура не только водостойка, но и устойчива к другим реагентам. Кроме того, составной сердечник, в соответствии с изобретением, электрически изолирован, чтобы препятствовать электрическому удару.
В предпочтительном конкретном осуществлении изобретения, внешний диаметр внешней ПВХ трубки 26 около 160 мм, а внутренний около 152 мм. Это соответствует толщине сторон трубки 4 мм. Концевые диски 27 имеют внешний диаметр 152 мм и установлены внутри ПВХ трубки 26. Каждый диск 27 имеет отверстие в центре 35 мм в диаметре для приема внутренней ПВХ трубы 28. Внутренний трубчатый элемент 28 имеет внешний диаметр 35 мм и внутренний диаметр 29 мм и таким образом - толщину стенок 3 мм.
Вторичная обмотка 13 содержит медные консоли 3 и 4 вместе со связующим проводом 14. Первичная обмотка 12 и вторичная обмотка 13 соединены посредством части неподвижной консоли 4, которая проходит через отверстие 19 сердечника, примыкая к внутренним секциям 22 первичная обмотки. Каждая консоль имеет площадь поперечного сечения 20 х 20 мм. Благодаря толщине консолей 3 и 4 неподвижная консоль 4 обеспечивает основную структуру поддерживающего каркаса для устройства. Сердечник 11 трансформатора и первичная обмотка 12 таким образом поддерживаются неподвижной консолью 4, которая проходит через отверстие 19 в сердечнике. Консоль 3 двигается вокруг точки вращения В. Консоль может иметь длину 550 мм. Связующий провод 14 содержит обмотанный медный провод 0,155 мм в диаметре, чтобы иметь 200 мм2 в поперечном сечении. Этот провод 14 электрически подсоединяется к медным консолям 3 и 4, предпочтительно припоем, содержащим 90% олова и 10% свинца, чтобы держать медные консоли около 100 мм друг от друга.
Предлагаемое устройство для точечной сварки обеспечивает разницу напряжений в 2 В между его электродами 5 и 6, причем 220 В, 50 Гц на входе подводится через провод 9. Устройство для точечной сварки работает при мощности в диапазоне 0,5 - 10 кВт и пригодно для работы в диапазоне частот около 50 - 400 Гц. При использовании устройства для точечной сварки, 1 кВт/ч электрической входной энергии при 220 В, 50 Гц достаточно для сварки приблизительно 1000 точек 2 х 3 мм. В конкретном исполнении, испытание на пробой от первичной обмотки к вторичной дало удовлетворительные результаты при 6,000 В. Устройство для точечной сварки может быть собрано так, что общий вес его составляет около 22 кг.
При работе свариваемые детали расположены между двумя электродами 5 и 6 и в контакте с электродом 6. При включенном источнике питания трансформатор создает разность потенциалов на электродах 5 и 6. Электрод 5 опускается под давлением в контакт с деталями и замыкает электрическую схему, генерирующую ток для сварки деталей.
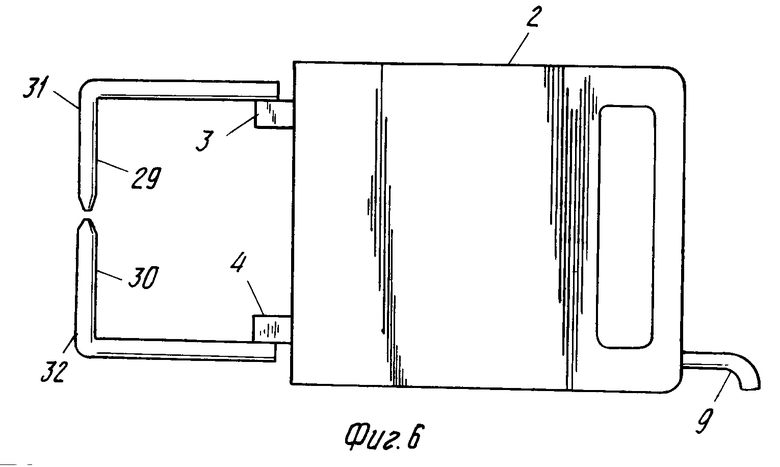
Электроды на фиг. 6-9 выполнены так, чтобы быть приспособленными к различным размерам и формам обрабатываемых деталей, подвижная и неподвижная консоли выступают наружу корпуса 2 на короткое расстояние и, кроме того, электроды длиннее.
Электроды 29 и 30 (фиг. 6) содержат удлиненные элементы 31 и 32 с изгибом. Конкретное исполнение фиг. 6 также содержит рукоять в корпусе.
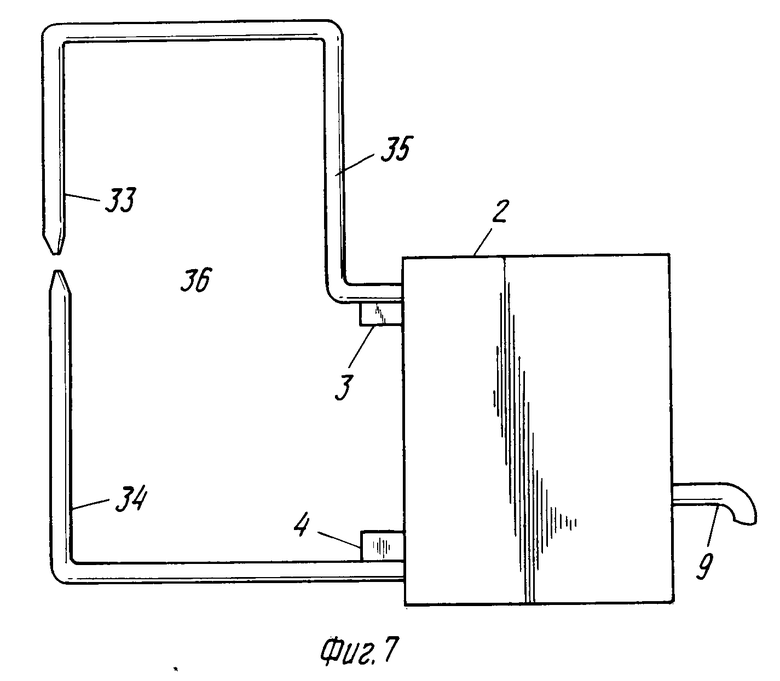
Электрод 33 выполнен с проходящей вертикально частью 35, чтобы обеспечить большее горло 36 (фиг. 7), которое позволяет электродам 33 и 34 принимать большую обрабатываемую деталь.
Сварочное горло 40 (фиг. 8) образовано электродами 37 и 38, выполненными с параллельными частями 41 и 39 так, что сварочное горло и расположение зазора между электродами могут удовлетворять особым требованиям различных обрабатываемых деталей. В каждом конкретном исполнении электроды могут прикрепляться болтами к медным консолям 3 и 4 или быть электрически связаны посредством других средств.
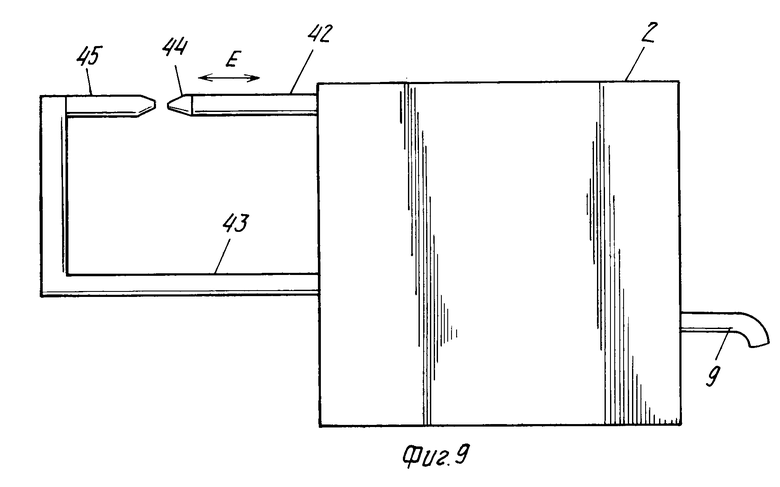
Медная консоль 42 (фиг. 9) выполнена с возможностью перемещения и ее примыкающий электрод 44 расположен в горизонтальном положении (стрелка Е). Электрод 45, смонтированный на плече 43, неподвижен. Это позволяет вводить обрабатываемую деталь в вертикальном направлении между электродами 44 и 45.
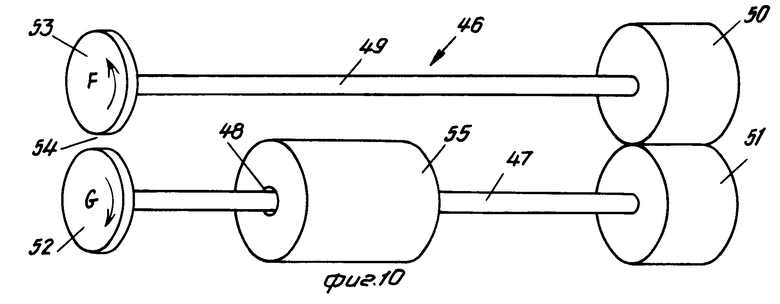
Первый стержневой элемент 47 проходит через отверстие 48 в тороидальном сердечнике 55. Другой стержень 49 электрически подсоединен к стержню 47 посредством элементов 50 и 51, чтобы сформировать одновитковую вторичную обмотку. Стержни 47 и 49 выполнены из меди, однако могут быть использованы другие проводящие материалы.
Элементы 50 и 51 выполнены из электрически проводящего материала и поддерживаются в контакте друг с другом по мере того как стержни 47 и 49 вращаются. Элементы 50 и 51 могут быть выполнены чтобы иметь зубчатое зацепление. Однако электрический контакт между элементами 50 и 51 может поддерживаться любым другим средством.
Дискообразные электроды 52 и 53 расположены на свободных концах стержней 47 и 49 на расстоянии друг от друга с зазором 54, который создает электрический потенциал для осуществления сварки. Электроды 52 и 53 вращаются посредством стержней 47 и 49, как показано стрелками F и G. Обрабатываемые детали, которые прямолинейно свариваются вместе, вводятся в зазор 54 между электродами 52 и 53. Если контакт сделан между обрабатываемыми деталями и электродами 52 и 53, обрабатываемые детали перемещаются в направлении вращения стержня. По мере того, как обрабатываемые детали двигаются между (и в контакте) с электродами 52 и 53, они свариваются.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контактной сварки | 1980 |
|
SU969481A1 |
| Сварочное устройство машины для контактной сварки | 1988 |
|
SU1590271A1 |
| СИЛЬНОТОЧНЫЙ ТРАНСФОРМАТОР | 1991 |
|
RU2027238C1 |
| ТРАНСФОРМАТОР | 1994 |
|
RU2072108C1 |
| КОНТАКТНО-ДУГОВОЙ СВАРОЧНЫЙ АППАРАТ И СПОСОБ НАМОТКИ ЕГО ТОРОИДАЛЬНОГО СИЛОВОГО ТРАНСФОРМАТОРА | 1993 |
|
RU2111097C1 |
| Переносные клещи для точечной сварки | 1989 |
|
SU1745107A3 |
| УСТРОЙСТВО ДЛЯ СВАРКИ И РЕЗКИ МЕТАЛЛА | 2003 |
|
RU2256540C1 |
| Однофазный трансформатор для дуговой сварки | 1991 |
|
SU1787289A3 |
| ИСТОЧНИК ПИТАНИЯ ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 1992 |
|
RU2053072C1 |
| Многопостовая установка для питанияэлЕКТРичЕСКиМ TOKOM НАгРузКи | 1979 |
|
SU804279A1 |

Использование: изобретение относится к сварочной технике. Сущность изобретения: устройство содержит электроизолированный корпус, первый и второй сварочные электроды и сварочный трансформатор, имеющий тороидальный сердечник, многовитковую первичную обмотку и одновитковую вторичную обмотку. Сердечник содержит трансформаторную сталь с ориентацией волокон. Первичная обмотка имеет витки, центрально накрученные вокруг сердечника. Вторичная обмотка включает две проводящие секции консоли, которые подсоединены к электродам, и привод, электрически связанный с двумя секциями консоли. Одна из секций консоли может иметь каркасный элемент для поддержки трансформатора. Устройство пригодно для точечной сварки или для сварки прямолинейным швом. 9 з.п. ф-лы, 10 ил.
| КОЛЬЦЕВОЙ СВАРОЧНЫЙ ТРАНСФОРМАТОР | 0 |
|
SU178429A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
