(5) УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ СВАРКИ

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для монтажа проводов на плате | 1985 |
|
SU1272525A1 |
| КОНТАКТНО-ДУГОВОЙ СВАРОЧНЫЙ АППАРАТ И СПОСОБ НАМОТКИ ЕГО ТОРОИДАЛЬНОГО СИЛОВОГО ТРАНСФОРМАТОРА | 1993 |
|
RU2111097C1 |
| ТРАНСФОРМАТОР | 1994 |
|
RU2072108C1 |
| УСТРОЙСТВО ДЛЯ ПРИВАРКИ выводов НАВЕСНЫХ] тт -щгг;/г] | 1965 |
|
SU174295A1 |
| Аппарат для ударной конденсаторной приварки шпилек | 1975 |
|
SU575825A1 |
| Устройство для сварки микропроволоки | 1978 |
|
SU742083A1 |
| Устройство для индукционного нагрева изделий | 1989 |
|
SU1760656A1 |
| Устройство для регулирования продолжительности сварки | 1931 |
|
SU38952A1 |
| ГЕНЕРАТОР ЭЛЕКТРОДИНАМИЧЕСКОГО ПОЛЯ | 2001 |
|
RU2268542C2 |
| Устройство для диффузионной сварки | 1980 |
|
SU1004049A1 |
1
Изобретение относится к судоремонту, а более конкретно к оборудованию
для корпусоремонтных работ, выполняемых как в доках, так и на плаву. К таким корпусоремонтньм работам можно отнести ремонт гофрировки, бухтин, вмятин, палуб.
Известно устройство для контактной сварки, содержащее два П-образных магнита с центральным сварочным электродом, сварочный трансформатор 1 . . .
Недостатком устройства является то, что оно может быть использовано только доя контактной сварки на горизонтальной плоскости, так как отсутствует приспособление для прижима устройства к бортовой обшивке корпуса судна в условиях судоре-, монта.
Известно устройство для контакт, нойсварки, содержащее кольцевой
.электромагнит постоянного тока, сварочный электрод, соединенный со сва
рочным трансформатором, механизм прижима электрода f 2j.
Недостатком известного устройст; ва является сложность конструкции, большой вес и габариты.
Цель изобретения -. упрощение конструкции, уменьшение веса.
Поставленная цель достигается тем, что в устройстве для контакт.о ной сварки, содержащем кольцевой электромагнит,постоянного тока, сварочный электрод, соединенный со сварочным трансформатором, механизм прижима электрода, электрод выполнен с буртом на рабочем конце и закреплен в центре сердечника сварочного трансформатора, выполненного тороидальной формы, кольцевой электромагнит имеет выточку, в которой
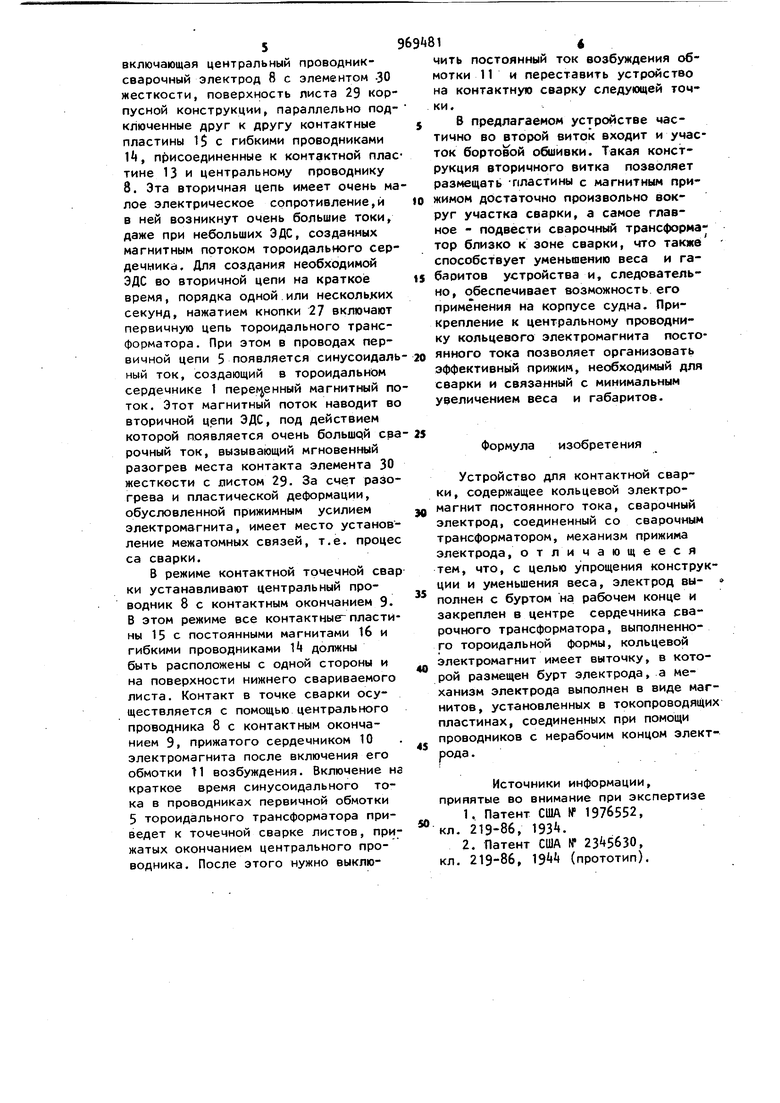
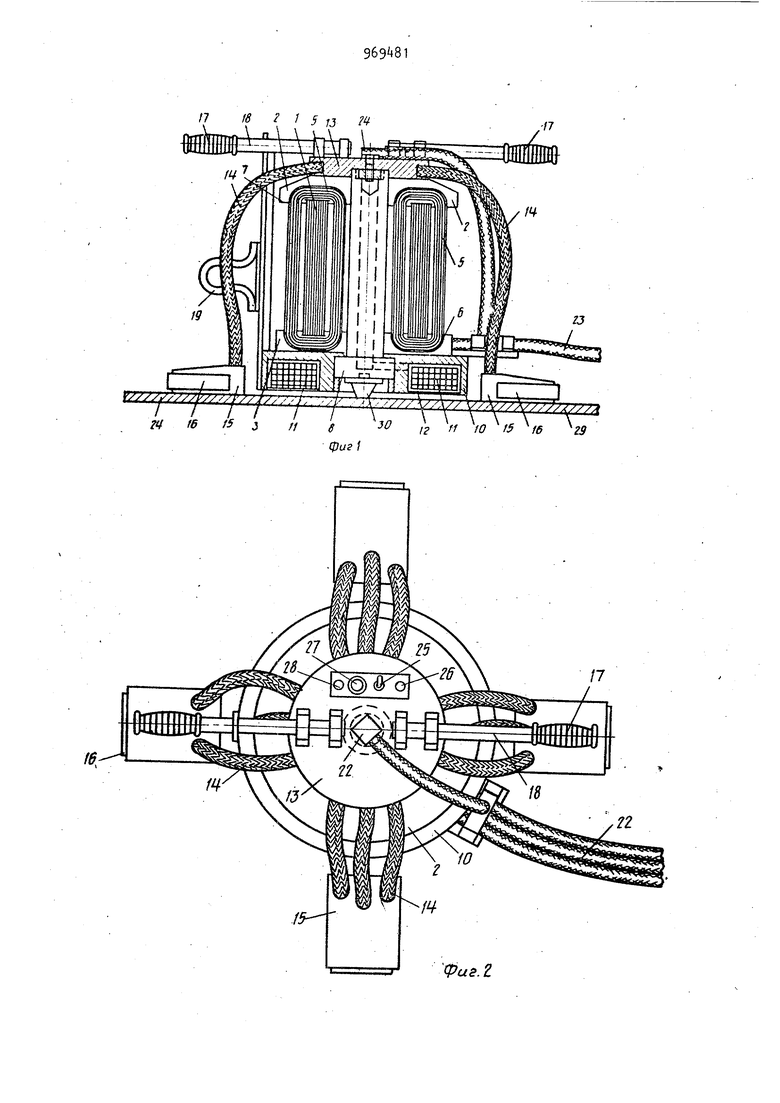
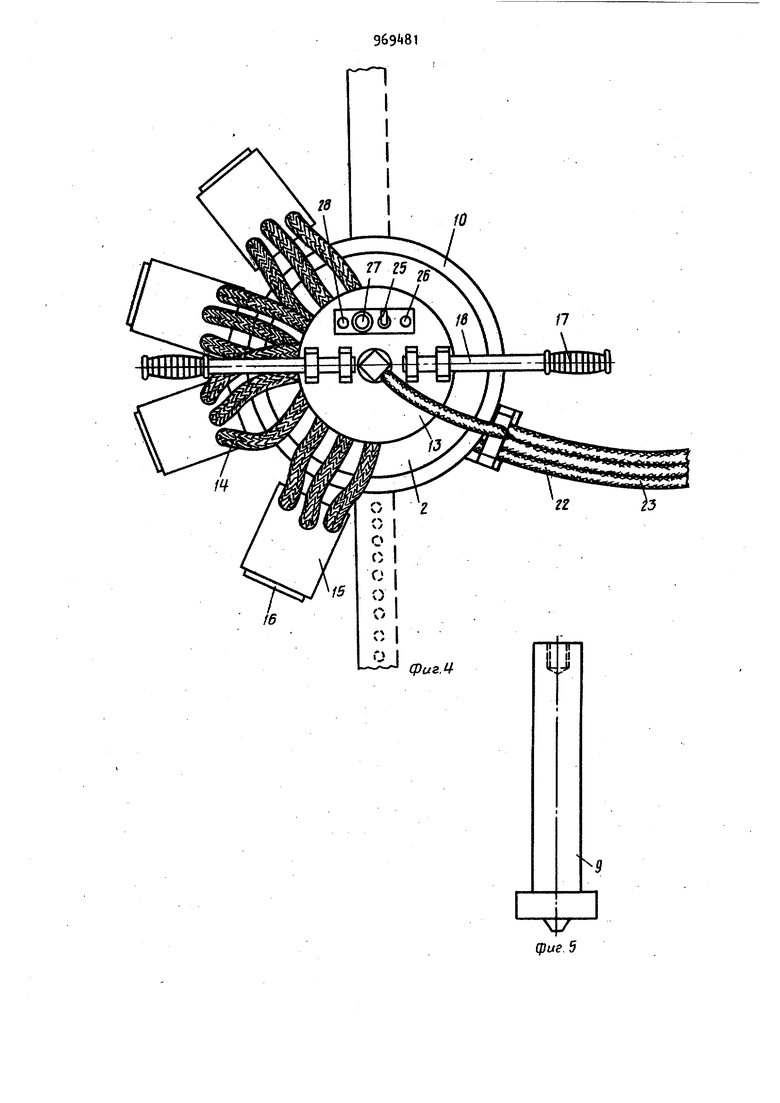
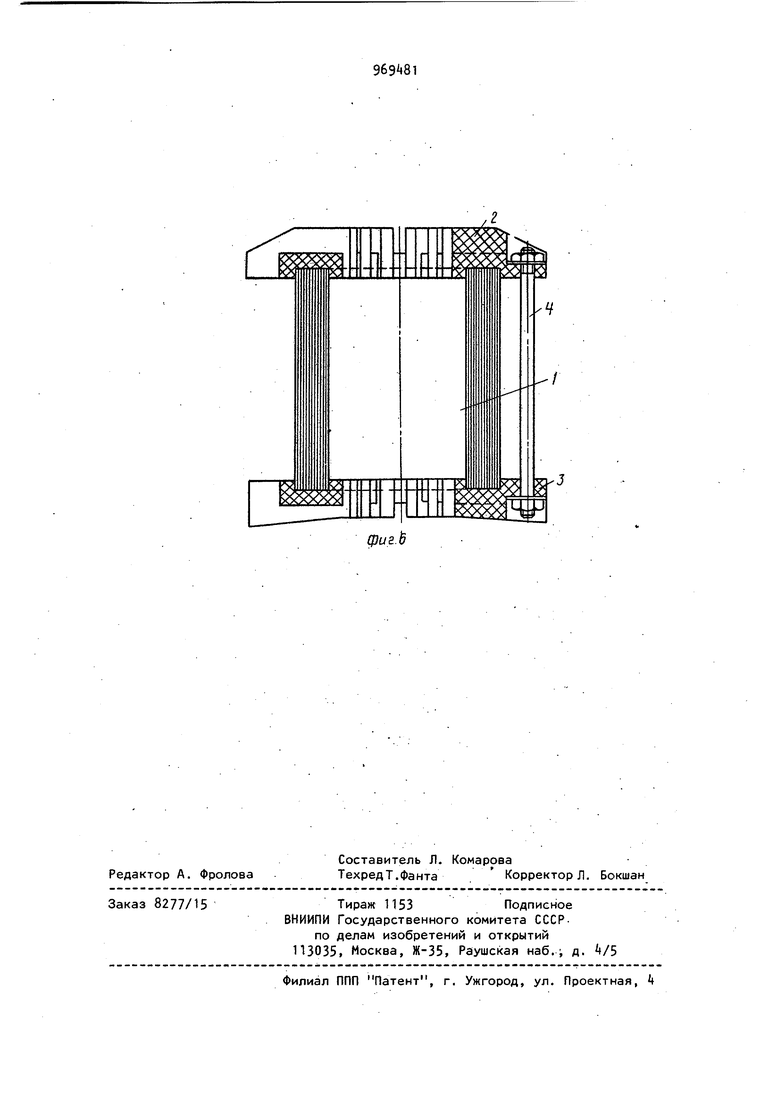
20 размещен бурт электрода, а механизм прижима электрода выполнен в виде магнитов, усТаневленных в токопроводящих пластинах, соединенных при помощи гибких проводников с нерабочим концом электрода, На фиг. 1 схематично показано устройство для контактной сварки . элементов с листом палубы или иной судовой конструкции, осевой разрез; на фиг. 2 - то же, в режиме приварки элементов жесткости, вид сверху; на фиг. 3 - то же, подвешенное с помощью тельферй или балансира при выполнении сварочных работ на бортовой обшивке.судна, вид сбоку; на фиг. - то же, в режиме точечной приварки нового листа на старую корпусную конструкцию, вид сверху; на фиг. 5 - центральный проводник с контактным окончанием; на фиг. б- узел тороидального магнитопровода в сборе в осевом оечении. Тороидальный сердечник 1 ленточ ной конструкции из электротехничес кой стали размещен между верхней 2 нижней 3 щеками, изготовленными из изоляционного материала, и стянут шпильками kI В щеках 2 и 3 выполнены пазы для витков первичной обмотки. Первичная обмотка намотана и ул жена в пазы щек. Эта обмотка может быть выполнена с принудительным водяным охлаждением и без него. Гибкий провод первичной обмотки 5 расположен в резиновой трубке 6, а на концах запаян на клеммах 7 со штуцерами для присоединения к шлангам с водой. Длина этого провода L долж на быть рассчитана для получения требуемого числа витков первийной обмотки. В центральной части тороидального сердечника с первичной обм кой установлен центральный йедныи проводник - сварочный электрод 8 без контактного окончания или с кон тактным окончанием 9. Различие в ко струкции центрального проводника по воляет вести разные типы сварки. Центральный проводник - электрод 8 вставляется в кольцевой электромагнит постоянного тока с сердечником 10 и обмоткой 11 возбуждения. Для з щиты обмотки 11 возбуждения от пов реждений и герметизации, необходи . мой при водяном охлаждении, между полюсными окончаниями сердечника 10 приварена кольцевая немагнитная пластина 12. В верхней части центрального сердечника смонтирована од на или несколько контактных пластин 13 к которым прикреплены гибкие 9 4 медные проводники 14. Концы этих гибких проводников прикреплены к проводящим пластинам 15, в которых закреплены постоянные магниты 1б. К вспомогательным элементам устройства можно отнести ручки 17 для его переноски, за1 репленные на трубках 18, прикрепленных с помощью хомутиков к верхней кольцевой контактной пластине. При использовании, устройства на бортовой обшивке применяется ушко 19, с помощью которого оно подвешивается к балансиру или тельферу, трос 20 которого заканчивается крюком 21. Для питания устройства и охлаждения его элементов используются питающие кабели 22, шланги 23 и штуцеры 24, В районе, крепления ручек для переноски устройства размещена пластина с органами уп завления и индикации. К ним относится тумблер 25 включения тока возбуждения прижимного электромагнита и индикаторной лампы 2б его включения, а также кнопКи 27 включения первичного тока тороидального трансформатора и индикаторной лампы 28 этого включения. При использовании устройства в режиме приварки к листу 29 корпусной конструкции стального элемента 30 жесткости последний вставляется в отверстие центрального медного проводника 8. При использовании устройства 8 режиме точечной сварки внешнего элемента с буртовой обшивкой применяется центральный проводник к конттактным окончанием 9. Устройство работает следующим образом. В режиме приварки элементов 30 жесткости к листам 29 палубы или корпусной конструкции бортовой машины элемент 30 жесткости вставляют в отверстие центрального проводника 8 и включают постоянный ток возбуждения обмотки 11 прижимного электромагнита. После включения этого тока привариваемый элемент 30 жесткости оказывается с большой силой, прижатым к листу 29 корпусной конструкции. Затем гибкие проводники 14 с проводящими пластинами 15 и постоянными магнитами 16 располагаются равномерно по периферии устройства. При этом пластина 15 за счет силы прижима постоян ных магнитов 16 прижаты к листу 29 корпусной конструкции. Таким образом, создана вторичная цепь сварочного тороидального трансформатора. включающая центральный проводниксварочный электрод 8 с элементом -30 жесткости, поверхность листа 29 корпусной конструкции, параллельно подключенные друг к другу контактные пластины 1$ с гибкими проводниками И, присоединенные к контактной плас тине 13 и центральному проводнику 8. Эта вторичная цепь имеет очень ма лое электрическое сопротивление,и в ней возникнут очень большие токи, даже при небольших ЭДС, созданных магнитным потоком тороидального сердечника. Для создания необходимой ЭДС во вторичной цепи на краткое время, порядка одной или нескольких секунд, нажатием кнопки 27 включают первичную цепь тороидального трансформатора. При этом в проводах первичной цепи 5 появляется синусоидаль ный ток, создающий в тороидальном сердечнике 1 пере/генный магнитный по ток. Этот магнитный поток наводит во вторичной цепи ЭДС, под действием которой появляется очень большрй сва рочный ток, вызывающий мгновенный разогрев места контакта элемента 30 жесткости с листом 29. За счет разогрева и пластической деформации, обусловленной прижимным усилием электромагнита, имеет место установление межатомных связей, т.е. процес са сварки. В режиме контактной точечной свар ки устанавливают центральный проводник 8 с контактным окончанием 9. В этом режиме все контактные-пластины 15 с постоянными магнитами 16 и гибкими проводниками Ш должны быть расположены с одной стороны и на поверхности нижнего свариваемого листа. Контакт в точке сварки осуществляется с помощью центрального проводника 8 с контактным окончанием 91 прижатого сердечником 10 электромагнита после включения его обмотки t1 возбуждения. Включение на краткое время синусоидального тока в проводниках первичной обмотки 5 тороидального трансформатора приведет к точечной сварке листов, прижатых окончанием центрального проводника. После этого нужно выключить постоянный ток возбуждения обмотки 1 1 и переставить устройство на контактную сварку следующей точки. В предлагаемом устройстве частично во второй виток входит и участок бортовой обшивки. Такая конструкция вторичного витка позволяет размещать -пластины с магнитным прижимом достаточно произвольно вокруг участка сварки, а самое главное - подвести сварочный трансформатор близко к зоне сварки, что также способствует уменьшению веса и raбаритов устройства и, следовательно, обеспечивает возможность его применения на корпусе судна. Прикрепление к центральному проводнику кольцевого электромагнита постоянного тока позволяет организовать эффективный прижим, необходимый для сварки и связанный с минимальным увеличением веса и габаритов. Формула изобретения Устройство для контактной сварки, содержащее кольцевой электромагнит постоянного тока, сварочный электрод, соединенный со сварочным трансформатором, механизм прижима электрода/отличающееся тем, что, с целью упрощения конструкции и уменьшения веса, электрод вы- полнен с буртом на рабочем конце и закреплен в центре сердечника сварочного трансформатора, выполненного тороидальной формы, кольцевой электромагнит имеет выточку, в которой размещен бурт электрода, а механизм электрода выполнен в виде магнитов, установленных в токопроводящих пластинах, соединенных при помощи проводников с нерабочим концом электИсточники информации, принятые во внимание при экспертизе К Патент США № 1976552, кл. 219-86, 193. 2. Патент США № , кл. 219-86, 19 (прототип). te 2 1 5 jj ;« U Y7/ 7 //7//yy7 /f//f// / J , I- --fA / / 7 / 7 i,n pf 16 / J // 8 THife Hf
.2 Cy/ //Л(//Л/////А / /. /r V 29
30го
f
фиг 3
фие 5
