Изобретение относится к шлифованию, более конкретно к инструментам для безразмерной абразивной обработки.
Известен лепестковый абразивный круг, лепестки которого расположены между двумя фланцами, один из которых установлен с возможностью осевого перемещения посредством механизма регулирования жесткости лепестков. Малый вылет лепестков, вращение фланцев при их осевом перемещении, вызывающее скручивание лепестков; неопределенность положения податливых лепестков ограничивают диапазон регулирования жесткости круга и не позволяют изменять размер по наружному диаметру лепестков.
Целью изобретения является расширение технологических возможностей путем изменения формы лепестков.
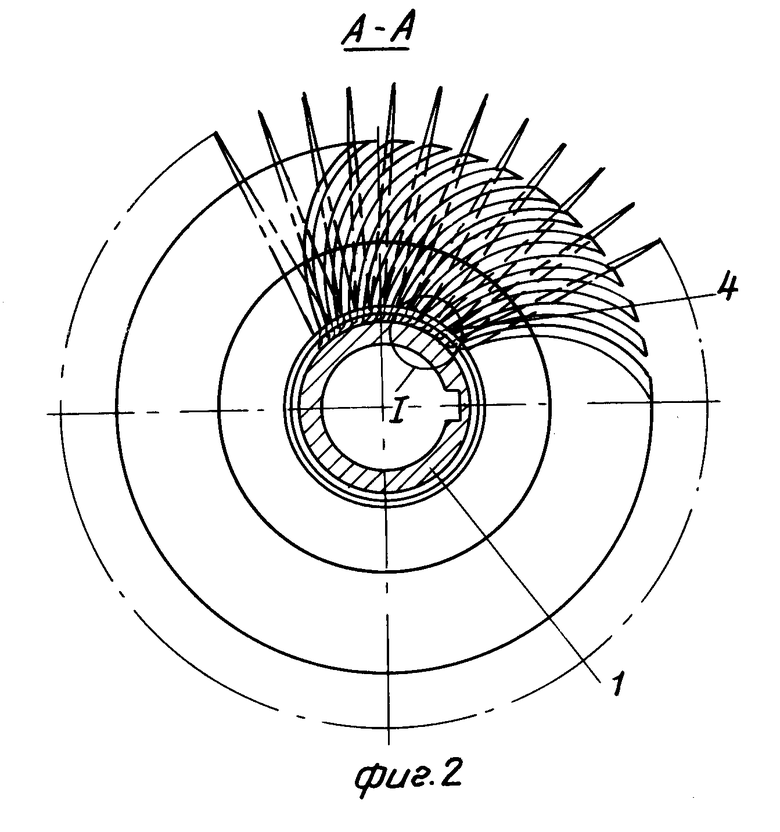
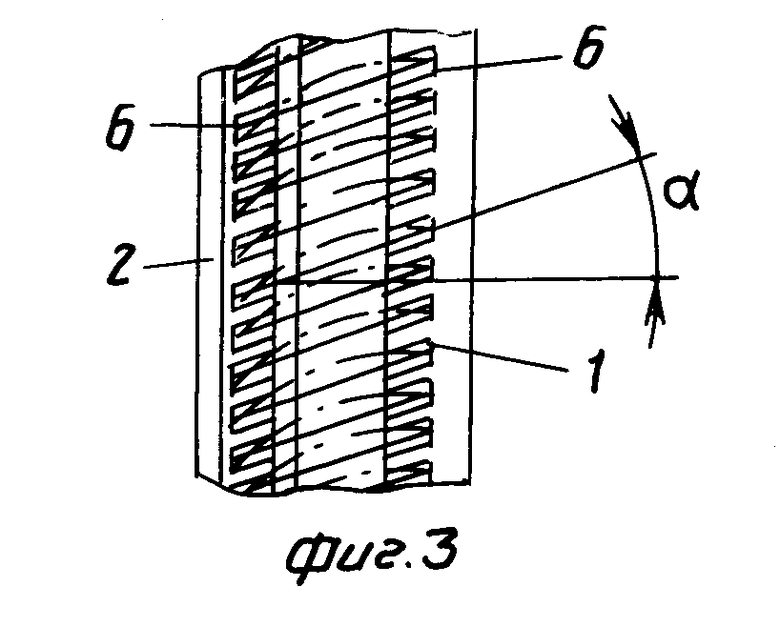
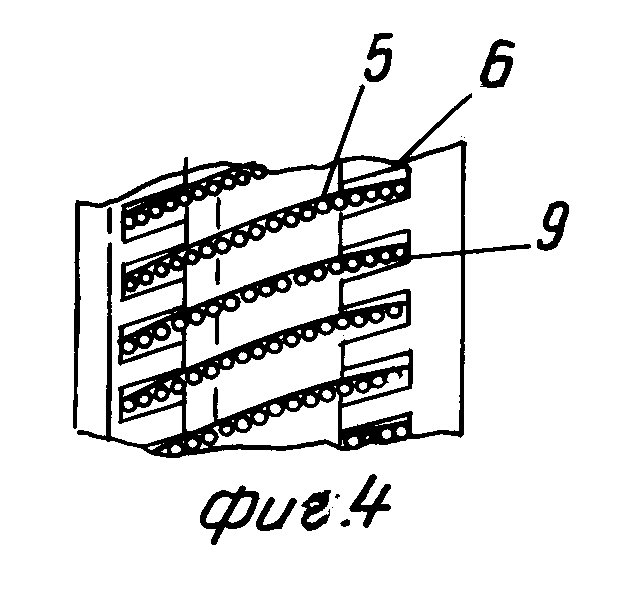
На фиг. 1 изображен лепестковый абразивный круг, продольный разрез; на фиг. 2 - разрез А-А на фиг.1; на фиг.3 - вид сверху на фиг.1 (фрагмент); на фиг.4 - то же, вариант; на фиг.5 - вид I на фиг.2 (увеличено).
Лепестковый абразивный круг состоит из двух фланцев 1 и 2, один из которых 2 установлен с возможностью осевого перемещения относительно другого 1 посредством механизма регулирования жесткости лепестков. Фланцы имеют кольцевые пазы 3, в которых размещены выступы 4 абразивных лепестков 5 (фиг. 5). На торцах фланцев выполнены радиальные пазы 6, в которых по боковым краям установлены лепестки 5 (фиг.1, 3, 5).
Фиксация лепестков по краям в радиальных пазах фланцев позволяет существенно увеличить вылет l и свободный прогиб лепестков (см. штрих-пунктир на фиг. 3). Предельный вылет lпр достигает удвоенной ширины В лепестка: lпр/B= 2, а расстояние между торцами фланцев в разведенном состоянии меньше В.
Механизм регулирования жесткости лепестков выполнен в виде мелкомодульных шлицов 7 и резьбы на хвостовике фланца 1 и таких же шлицев в отверстии фланца 2, установленного на хвостовике и поджатого гайкой 8, навинченной на резьбу хвостовика (фиг.1). По одному из вариантов радиальные пазы 6 на торцах фланцев выполняются под углом α к оси круга (фиг.3, 4). Абразивные лепестки могут быть снабжены волокнами 9 из минеральных или металлических материалов для повышения режущей способности круга (фиг.4). Волокна располагаются вдоль лепестка, а их торцы образуют передние поверхности режущих элементов.
Настройка круга осуществляется следующим образом. При навинчивании гайки 8 на хвостовик фланца 1 другой фланец 2 сближается в осевом направлении, сжимая лепестки 5. Поперечный прогиб лепестков, вызванный их сжатием, приводит к постепенному их распрямлению в радиальном направлении и увеличению диаметра круга. Одновременно с прогибом повышается жесткость лепестков.
Предельное положение лепестков соответствует их полному распрямлению и наибольшему диаметру круга D (см. фиг.1-3). Момент сопротивления изгибу и продольная жесткость лепестков увеличиваются в 20 с лишним раз по сравнению со свободным, не сжатым положением. Это и определяет диапазон режимов шлифования при изменении жесткости круга: от чернового шлифования жестким кругом до чистого - податливым. Для чистового шлифования гайка 8 отвинчивается и поперечный прогиб лепестков снимается. Жесткость значительно уменьшается.
Дополнительная регулировка жесткости осуществляется на станке после установки круга на шпиндель. Это достигается сближением круга с заготовкой на расстояние меньше радиуса круга. При этом жесткость повышается за счет дополнительной деформации лепестков; полностью распрямленных лепестков - в два-три раза. С учетом критической силы, вызывающей сгиб распрямленных лепестков, диапазон изменения жесткости круга превышает 50.
Помимо регулирования жесткости в круге предусмотрено изменение углового положения лепестков: от параллельного к оси круга до наклона на угол α = 45о. Это достигается угловой перестановкой фланца 2 относительно фланца 1 с фиксацией нового положения по мелкомодульным шлицам 7 (фиг.1, 3 и 4). Наклон лепестков повышает плавность шлифования и рекомендуется для чистовых и получистовых режимов и рекомендуется для предварительной обработки.
П р и м е р. Лепестковый абразивный круг с фланцами диаметром 120 мм и посадочным диаметром отверстия 40 мм имеет 120 лепестков из алмазонесущей ленты на тканевой или полиамидной основе шириной В=60 мм. Длина лепестков 100 мм, диаметр круга со свободно провисающими лепестками d=220 мм, сжатыми и распрямленными - D=260 мм. Лепестки установлены под углом к оси круга α = 15о. Расстояние между торцами фланцев в сжатом состоянии лепестков 50 мм, ему соответствует наибольший поперечный прогиб лепестков 10 мм. Жесткость лепестка в свободном состоянии 0,2 Н/мм, в сжатом - 4 Н/мм, максимальное осевое усилие сжатия фланцев - 4000 Н.
| название | год | авторы | номер документа |
|---|---|---|---|
| Абразивный инструмент | 1989 |
|
SU1742039A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ РАБОЧЕГО РАЗМЕРА АЛМАЗНО-АБРАЗИВНОГО ИНСТРУМЕНТА С ЛОКАЛЬНЫМ КОНТАКТОМ | 2005 |
|
RU2284893C1 |
| СПОСОБ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ С ЛОКАЛЬНЫМ КОНТАКТОМ | 2005 |
|
RU2284892C1 |
| Торцовый лепестковый круг | 1991 |
|
SU1815201A1 |
| ЛЕПЕСТКОВЫЙ КРУГ С ЛОКАЛЬНЫМ КОНТАКТОМ | 2005 |
|
RU2285603C1 |
| КОМБИНИРОВАННЫЙ СПОСОБ УПРОЧНЕНИЯ И ПОЛИРОВАНИЯ С ЛОКАЛЬНЫМ КОНТАКТОМ | 2005 |
|
RU2284256C1 |
| УПРОЧНЯЮЩЕ-ПОЛИРОВАЛЬНЫЙ КОМБИНИРОВАННЫЙ ИНСТРУМЕНТ С ПАРАМЕТРИЧЕСКОЙ ОСЦИЛЛЯЦИЕЙ | 2005 |
|
RU2283745C1 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ | 2003 |
|
RU2237568C1 |
| СБОРНЫЙ АБРАЗИВНЫЙ ИНСТРУМЕНТ | 2003 |
|
RU2239542C1 |
| Лепестковый шлифовальный круг | 1980 |
|
SU918074A1 |

Использование: для безразмерной абразивной обработки лепестковым инструментом. Сущность изобретения: лепестковый абразивный круг состоит из двух фланцев 1 и 2, один из которых 2 установлен с возможностью осевого перемещения относительно другого 1 посредством механизма регулирования жесткости лепестков. Фланцы имеют кольцевые пазы 3, в которых размещены выступы 4 абразивных лепестков 5. На торцах фланцев выполнены радиальные пазы 6, в которых по боковым краям установлены лепестки 5. Предельный вылет лепестков достигает удвоенной ширины лепестка. Механизм регулирования жесткости выполнен в виде мелкомодульных шлицев 7 и резьбы на хвостовике фланца 1 и таких же шлицев в отверстии фланца 2, поджатого гайкой 8, навинченной на резьбу хвостовика. По одному из вариантов радиальные пазы 8 на торцах фланцев выполняются под углом к оси круга. Абразивные лепестки могут быть снабжены волокнами из минеральных или металлических материалов. 2 з.п. ф-лы, 5 ил.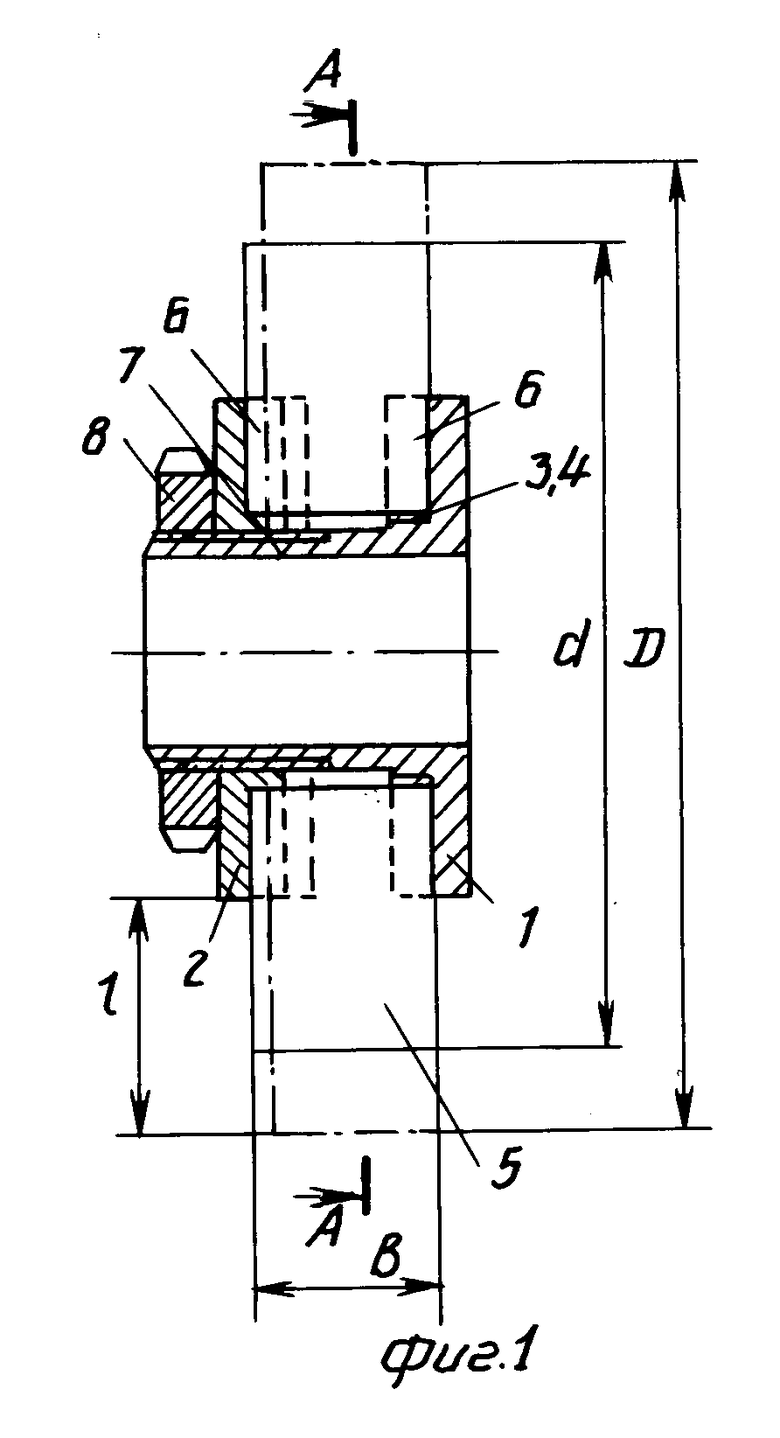
| Полировальный инструмент | 1980 |
|
SU908586A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
