Фиг.1
Изобретение относится к инструментам, предназначенным для алмазно-абразивной обработки материалов широкого диапазона механических свойств.
Известен абразивный инструмент, выполненный в виде снабженных зажимными элементами двух фланцев, между выступами и впадинами торцовых поверхностей которых установлен гибкий режущий элемент
1.
Недостатками инструмента являются
малая жесткость, невысокие режущие свойства, невозможность адаптации к переменным условиям резания при обработке различных по механическим свойствам материалов.
Целью изобретения является расширение технологических возможностей путем обеспечения регулировки параметров волны деформации режущего элемента.
Указанная цель достигается тем, что элемент выполнен в виде тонкостенного металлического диска, а на участках торцовых поверхностей фланцев, не контактирующих с гибким режущим элементом, выполнены рифления (насечки) типа мелкомодульного зуба.
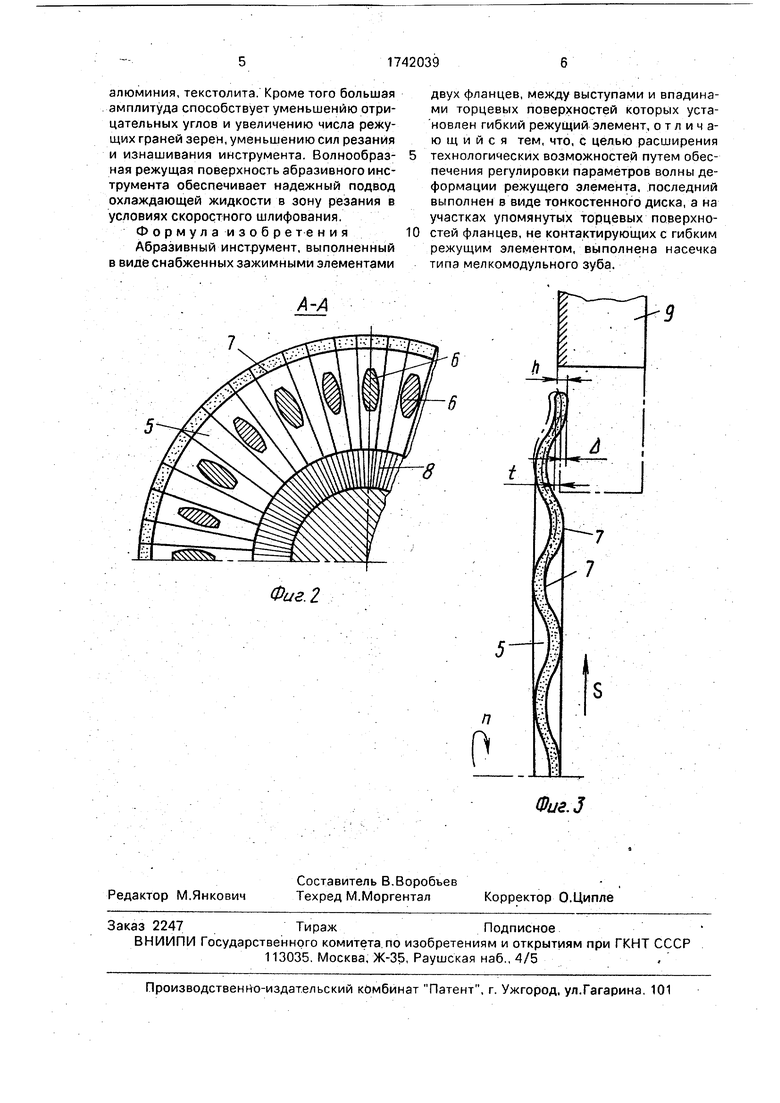
На фиг.1 показан абразивный инструмент; на фиг.2 - сечение А-А на фиг.1; на фиг. 3 - развертка режущей поверхности и схема работы (увеличено).
Абразивный инструмент состоит из двух фланцев 1 и 2, снабженных зажимными элементами в виде резьбы на оправке 3 и гайки 4, гибкого режущего элемента 5, установленного между выступами 6 и впадинами фланцев. Гибкий режущий инструмент выполнен в виде тонкостенного металлического диска, на периферии которого нанесен абразивный или алмазный слой 7. На участках сопрягаемых торцовых поверхностей фланцев, не контактирующих с гибким режущим элементом, выполнены рифления 8 типа мелкомодульного зуба. Выступы фланцев деформируют с противоположных сторон тонкостенный диск, придавая ему волнообразную форму. Волнообразная поверхность имеет протяженность на 10-15% больше гладкой. Взаимное сближение фланцев осуществляется гайкой 4, навинчиваемой на резьбовый конец оправки. Регу- лирование формы и шага волн диска осуществляется разворотом фланцев друг относительно друга, чем достигается угловое смещение деформирующих выступов, Для фиксации их взаимного углового положения служат сопрягаемые рифления типа мелкомодульного зуба.
Работа инструмента осуществляется следующим образом (фиг.З).
На специальном круглошлифовальном станке производится торцовое шлифование режущей керамики ВОК-60. Инструмент в виде тонкостенного диска из стали марки
36ХНТЮ толщиной 0,2 мм имеет алмазный спой АС6 100/80-ВС8-100 толщиной 0,1 мм и высотой 3 мм. Наружный диаметр диска 200 мм, наружный диаметр выступов опорных шайб 100 мм, число выступов 32. Рабочая поверхность диска имеет
волнообразную форму из волн высотой
8 мм и длиной 30 мм по среднему диаметру
152,8 мм. Жесткость полуволны ,5 Н/мм.
Вращающийся диск подводят до касания с обрабатываемой поверхностью детали 9 выступами рабочей поверхности. Затем осуществляют врезание на величину h и радиальную подачу S инструмента. Под действием контактного давления режущая волна
7 деформируется на величину Д(см. штрих- пунктир). Разница между величинами врезания и деформации инструмента определяет припуск на обработку Д.
Величина деформации инструмента зависит от его жидкости J, длины контакта I подачи s и давления р:
AHsp/ j,
0)
где Д- деформация волны инструмента, мм; I - длина контакта инструмента с деталью, мм;
s - радиальная подача, мм/об;
р - давление от силы резания, МПа;
j - жесткость волны, Н/мм.
Режимы шлифования: скорость круга 15 м/с (частота вращения об/мин); поперечная подача на оборот детали мм/об; охлаждение - 3%-ный водный раствор соды
Ыз2СОз, удельная сила резания ,08 МПа, Длина контакта круга с поверхностью детали по выступам волн составляет в среднем 40 мм, деформация волны (1) равна ,02 мм. Глубина врезания ,2 мм, припуск Д-0,18 мм. Частота бегущих волн деформации равна f nZ 22800 (380 Гц).
Таким образом, шлифование осуществляется с пер юдическим контактом бегущих волн деформации, соответствующих вибрационному воздействию.
Инструмент отличается простотой и высокой эффективностью резания, так как для создания бегущей волны не требуется мощных автономных вибраторов. Механическое
самовозбуждение сопровождается большой амплитудой деформаций 1-2 мм, что обеспечивает надежное очищение режущей поверхности от частиц обработанного материала, особенно вязких марок типа бронзы,
алюминия, текстолита. Кроме того большая амплитуда способствует уменьшению отрицательных углов и увеличению числа режущих граней зерен, уменьшению сил резания и изнашивания инструмента. Волнообразная режущая поверхность абразивного инструмента обеспечивает надежный подвод охлаждающей жидкости в зону резания в условиях скоростного шлифования. Формула изобретения Абразивный инструмент, выполненный в виде снабженных зажимными элементами
А-А
Фиг. 2
двух фланцев, между выступами и впадинами торцевых поверхностей которых уста- новлен гибкий режущий элемент, отличающийся тем, что, с целью расширения технологических возможностей путем обеспечения регулировки параметров волны деформации режущего элемента, последний выполнен в виде тонкостенного диска, а на участках упомянутых торцевых поверхностей фланцев, не контактирующих с гибким режущим элементом, выполнена насечка типа мелкомодульного зуба.
8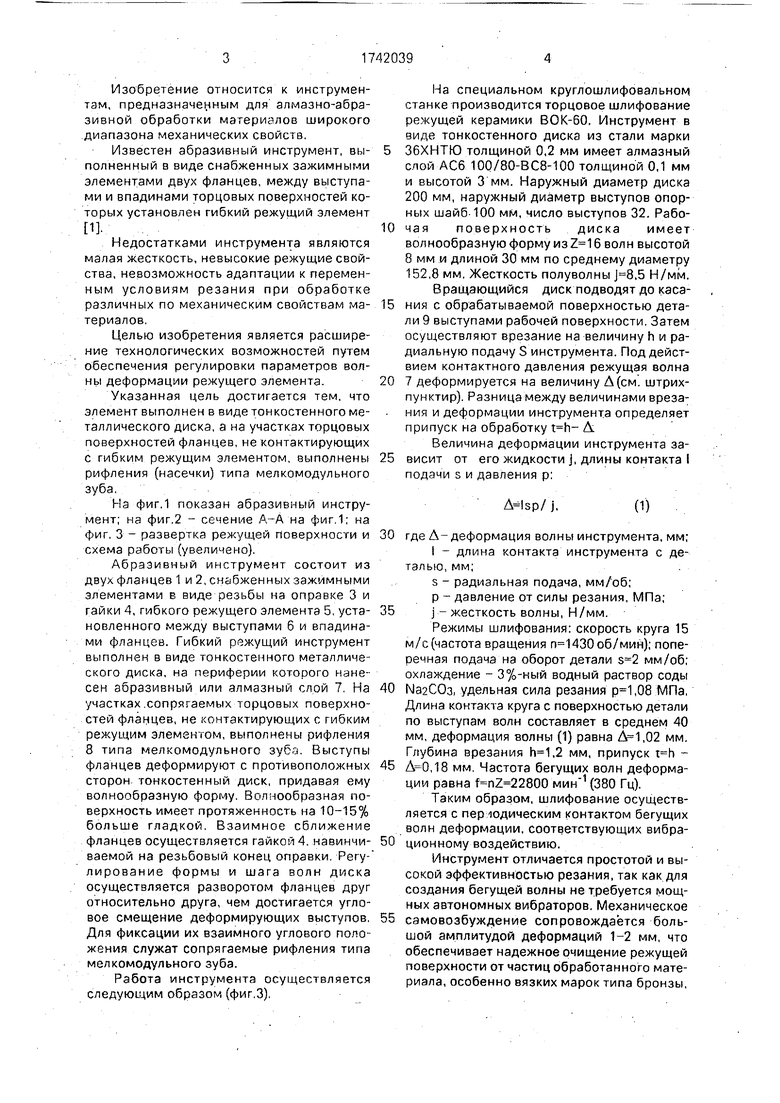
| название | год | авторы | номер документа |
|---|---|---|---|
| СИНУСОИДАЛЬНЫЙ АЛМАЗНО-АБРАЗИВНЫЙ ОТРЕЗНОЙ КРУГ | 2005 |
|
RU2284258C1 |
| ПРЕРЫВИСТЫЙ КРУГ ДЛЯ ЭЛЕКТРОКОНТАКТНОЙ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2003 |
|
RU2230653C1 |
| СПОСОБ ПРЕРЫВИСТОЙ ЭЛЕКТРОКОНТАКТНОЙ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2003 |
|
RU2230650C1 |
| ПРОДОЛЬНО-ПРЕРЫВИСТЫЙ КРУГ С ИМПРЕГНАТОРОМ ДЛЯ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2004 |
|
RU2270087C1 |
| СПОСОБ ОТДЕЛОЧНОЙ ОБРАБОТКИ ВИНТОВ ПРОВОЛОЧНО-АБРАЗИВНЫМ ОХВАТЫВАЮЩИМ ИНСТРУМЕНТОМ | 2002 |
|
RU2230648C1 |
| СПОСОБ ПРОДОЛЬНО-ПРЕРЫВИСТОЙ ИМПРЕГНИРОВАННОЙ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2004 |
|
RU2270748C1 |
| СПОСОБ АБРАЗИВНО-АЛМАЗНОЙ ОБРАБОТКИ УПРУГИМ ИНСТРУМЕНТОМ | 2004 |
|
RU2261788C1 |
| СПОСОБ ФРЕЗЕРОВАНИЯ КОЛЬЦЕВЫХ КАНАВОК ПЕРЕМЕННОГО ПРОФИЛЯ | 2001 |
|
RU2210467C2 |
| СПОСОБ АБРАЗИВНО-АЛМАЗНОЙ ПРЕРЫВИСТОЙ ЭЛЕКТРОКОНТАКТНОЙ ОБРАБОТКИ КОЛЕС С КРУГОВЫМ ЗУБОМ | 2002 |
|
RU2228822C1 |
| СПОСОБ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ ОТВЕРСТИЙ УПРУГИМ ИНСТРУМЕНТОМ | 2006 |
|
RU2307018C1 |
Использование: для алмазно-абразивной обработки, Сущность изобретения: абразивный инструмент состоит из двух фланцев 1 и 2, снабженных зажимными элементами. Между выступами и впадинами фланцев установлен гибкий режущий элемент 5, который выполнен в виде тонкостенного диска. На участках торцовых поверхностей фланцев, не контактирующих с гибким режущим элементом, выполнены рифления 8 типа мелкомодульного зуба. 3 ил.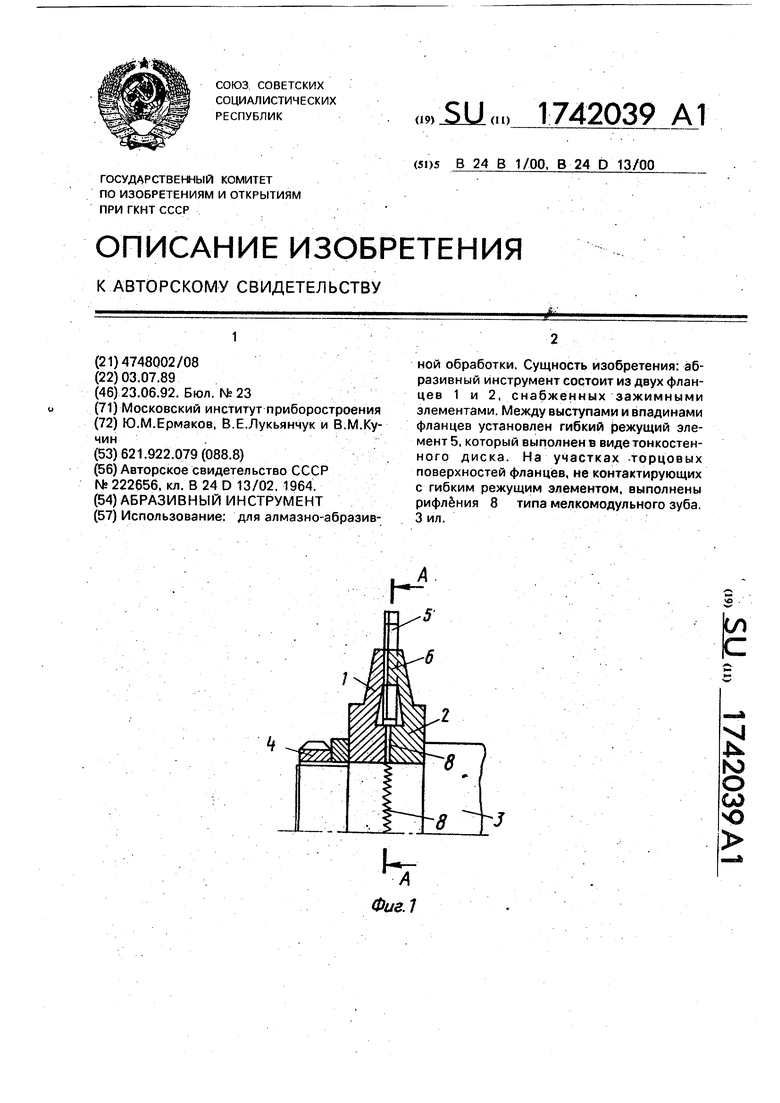
| ПОЛИРОВАЛЬНЫЙ БАРАБАН | 1964 |
|
SU222656A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Прибор для заливки свинцом стыковых рельсовых зазоров | 1925 |
|
SU1964A1 |
