Изобретение относится к абразивной обработке и касается конструкции шлйфо- вально-полировальных инструментов.
Целью изобретения является повышение производительности обработки.
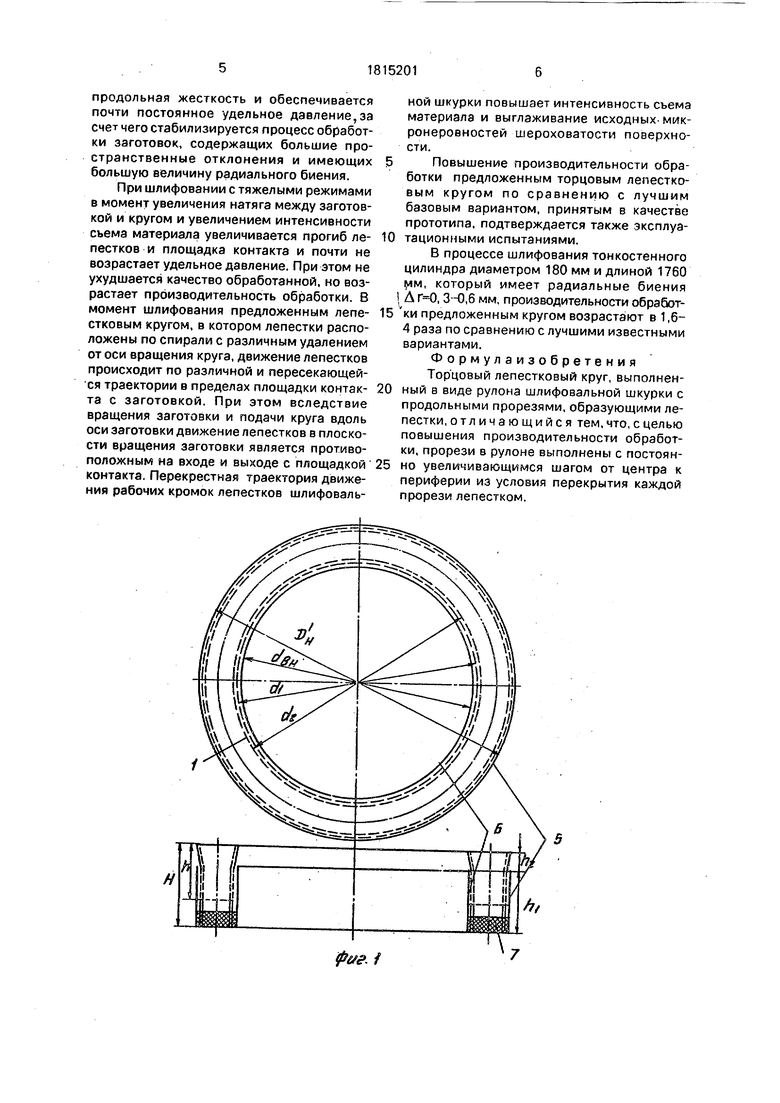
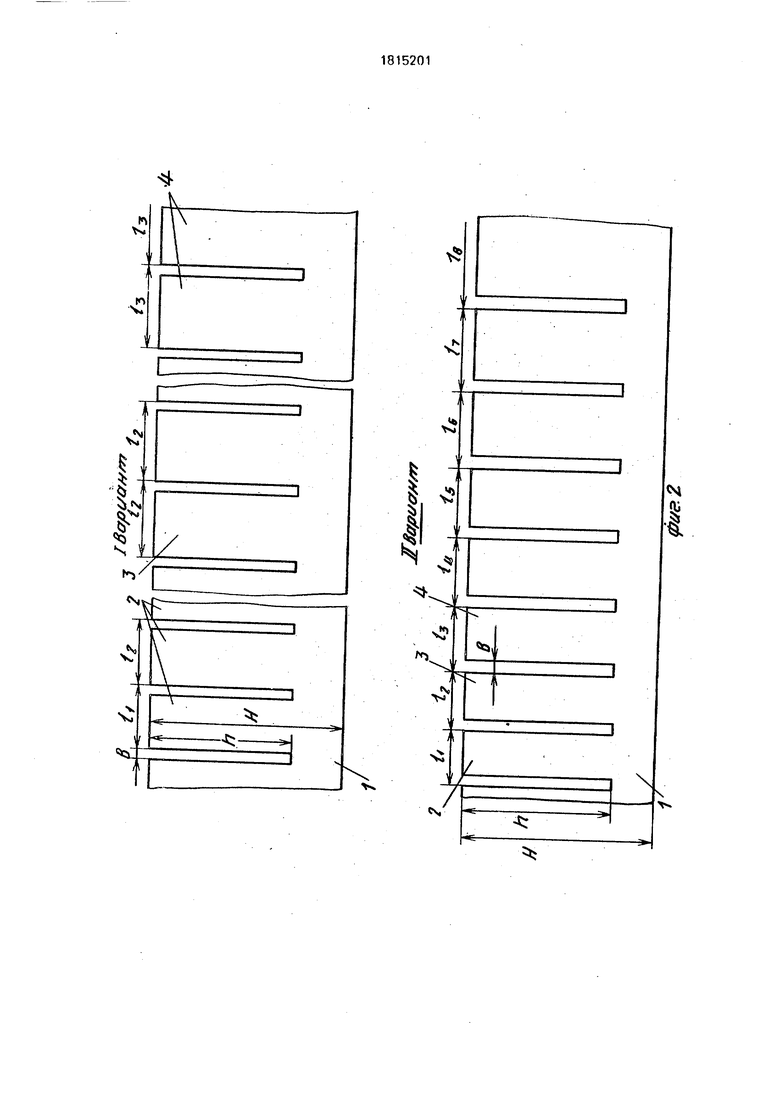
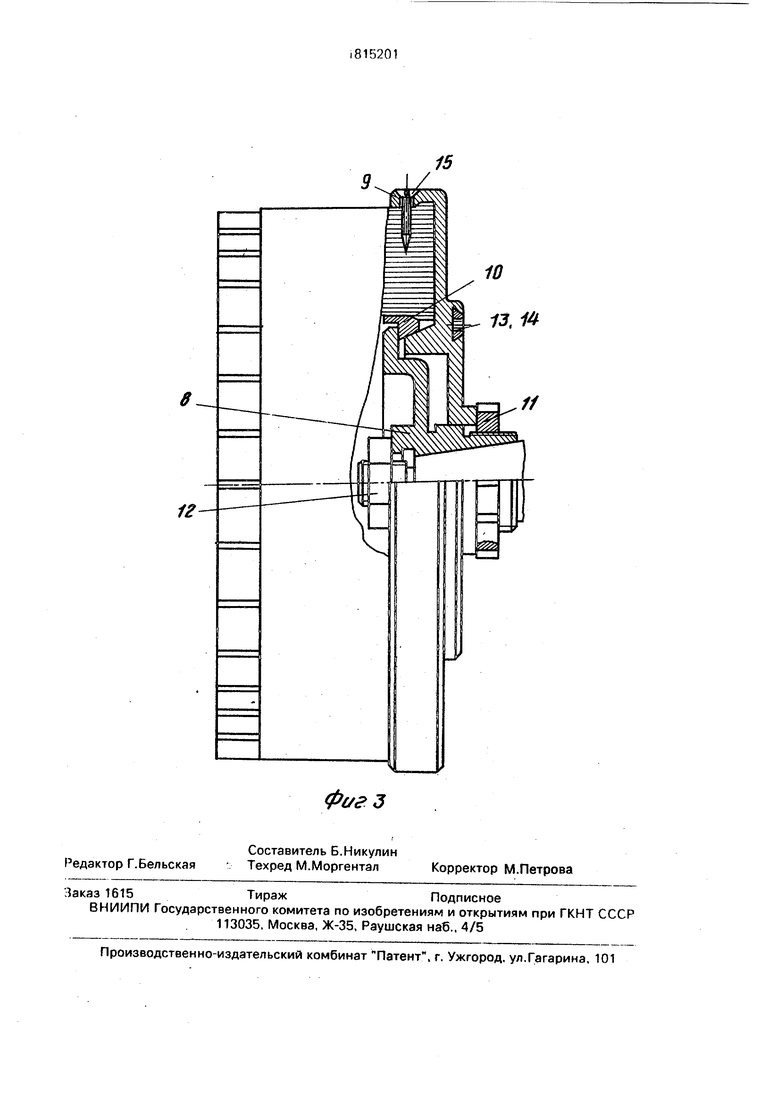
На фиг. 1 изображен торцовый лепестковый круг; на фиг. 2 - развертка ленты лепесткового круга; на фиг. 3 - крепление круга в оправке.
Торцовый лепестковый круг (фиг, 1) выполнен в виде свернутого по спирали рулона ленты 1 шлифовальной шкурки на тканевой основе, в которой выполнены прорези на части ее высоты (фиг. 2) с переменным шагом h и образованы лепестки 2, 3, 4 ... Например, в ленте шириной мм, равной высоте круга, выполнены с переменным шагом h, I2,... прорези шириной ,5- 4 мм и образованы лепестки высотой мм. Лента 1 шлифовальной шкурки с прорезями (фиг. 2) свернута в рулон со смещением лепестков в смежных слоях круга с переменным угловым сдвигом (фиг. 1). При этом лепестки перекрывают в радиальном направлении прорези в смежных слоях шлифовальной шкурки круга за счет чего создается связь между смежно расположенными лепестками и повышается их продольная жесткость. Со стороны нерабочего торца круга слои шлифовальной шкурки связаны слоем 7 отвердевающей смолой. Наружный 5.и внутренний 6 слои шлифовальной шкурки, расположенные на цилиндрических поверхностях, выполнены без прорезей. При этом наружный слой на периферийной поверхности и внутренний слой смещены на 10-15 мм от торца рабочей поверхности. Торцовый лепестковый круг установлен и закреплен в оправке (фиг. 3). На корпусе 8 оправки установлен фланец 9 и разрезная втулка 10. Между коническими поверхностями фланца 9 и втулки 10 круг из шлифовальной шкурки закрепляется гайками 11 и 12. Для статической балансировки абразивного круга на фланце 9 выполнен кольцевой паз, в котором размещены балансировочные грузики 13, закрепленные винтами 14. Собранный в таком виде (фиг. 3) торцовый лепестковый круг закреплен на цилиндрической стенке фланца 9 винтовыми шипами 15. Круг с оправкой установлен на шпинделе шлифовальной головки.
ел
С
00 ел
ND О
П р и м е р. Торцовый лепестковый круг (фиг. 1) выполнен из ленты шлифовальной шкурки на тканевой водостойкой основе с покрытием абразивного микропорошка 63С М63 с размерами; мм; мм, мм по типу круга формы К. В ленте шириной 60 мм и длиной 50 мм выполнены прорези шириной мм на высоте с шагом, периодически возрастающим через 16 лепестков от 15 мм в начале ленты до 42 мм у ее конца, который располагается на периферийной поверхности круга. После выполнения прорезей отрезным кругом и образования лепестков переменной протяженности лента свернута на оправке боль- шего деаметра (0 307 мм, за счет чего создан переменный угловой сдвиг прорезей и лепестков. Намотка на оправку выполнена с перекрытием прорезей лепестками в радиальном направлении и с плотным при- леганием лепестков к смежным слоям шкурки. На наружной и внутренней цилиндрических поверхностях расположены слои 5 и 6 шлифовальной шкурки высотой hi (фиг. 1) без прорезей. При этом слой 5 шкурки на периферийной поверхности смещен на высоту мм от торца рабочей поверхности, за счет чего повышается жесткость лепестко круга в контакте с заготовкой.
При расположении в торцовом круге ле- пестков с переменным угловым сдвигом в смежных слоях шлифовальной шкурки упрощается технология изготовления круга с пе- рекрытием лепестков и создается непрерывная рабочая поверхность торцо- вого круга и постоянная контактная жесткость в окружном направлении. За счет этого при обработке исключается прерывистость процесса и обеспечивается постоянное нормальное давление в контакте инструмента и заготовки и улучшается качество обработанной поверхности при высокой производительности обработки.
При расположении лепестков с перекрытием прорезей и созданием мостиков в смежных слоях в радиальном направлении создается связь между смежными лепестками и высокая продольная (вдоль оси круга) жесткость лепестков, а следовательно, высокая контактная жесткость рабочей повер- хности круга в осевом и окружном направлении и более низкая жесткость лепестков в радиальном направлении. Высокая продольная жесткость лепестков и круга в окружном и осевом направлении позво- ляет создавать большое удельное давление на заготовку за счет чего повышается производительность обработки. При этом более низкая жесткость лепестков круга в радиальном направлении обеспечивает снижение локального давления при биении заготовки и при наличии больших отклонений ее поверхности от правильной геометрической формы, вызывающих быстрые сближения неровностей отдельных участков поверхно сти заготовки с рабочей поверхностью кру га. За счет этого стабилизируется процесс шлифования и обеспечивается высокое качество поверхности и повышается производительность при тяжелых режимах обработки и при наличии биения заготовки.
Торцовый лепестковый круг работает следующим образом.
Заготовке - валу сообщают вращение с окружной скоростью уд 20-60 м/мин, а торцовому лепестковому кругу вращение с окружной скоростью vK 20-60 м/с и продольную подачу ,5-6 мм/об заготовки относительно заготовки. Торец рабочей поверхности вращающегося лепесткового круга сближают с цилиндрической поверхностью вращающейся заготовки и между ними создают натяг на площадке с длиной дуги контакта 30-50 мм. Затем кругу сообщают подачу Sri вдоль оси вращения заготовки. При этом связанные между собой в радиальном направлении лепестки круга на участках рабочей поверхности и лепестки, свободные от контакта, находятся в выпрямленном положении и обладают максимальной продольной жесткостью. В момент контакта лепестков и последующего скольжения до середины дуги контакта по криволинейной поверхности цилиндра возрастает натяг и прогиб лепестков. Однако с возрастанием прогиба лепестка уменьшается его продольная жесткость. При этом сближение криволинейного участка заготовки с кругом и увеличение натяга и прогиба лепестков почти не приводит к повышению удельного давления между лепестками круга и заготовкой вследствие уменьшения продольной жесткости лепестков при их изгиба, и тем самым стабилизируется давление и процесс шлифования При последующем перемещении лепестков круга от середины к концу дуги контакта цилиндрической поверхностью заготовкг уменьшается прогиб лепестков и возраст ет их продольная жесткость. При эт уменьшение натяга лепестков почти не с провождается снижением удельного давл ния, так как повышается их жесткость, „; счет чего обеспечивается почти постоянно давление на полном участке контакта круг ч и заготовки.
В момент сближения поверхности заготовки, содержащей пространственные от клонения и имеющей биения, с кругом возрастает прогиб лепестков, снижается их
продольная жесткость и обеспечивается почти постоянное удельное давление,за счет чего стабилизируется процесс обработки заготовок, содержащих большие пространственные отклонения и имеющих большую величину радиального биения.
При шлифовании с тяжелыми режимами в момент увеличения натяга между заготовкой и кругом и увеличением интенсивности сьема материала увеличивается прогиб ле- пестков и площадка контакта и почти не возрастает удельное давление. При этом не ухудшается качество обработанной, но возрастает производительность обработки. В момент шлифования предложенным лепе- стковым кругом, в котором лепестки расположены по спирали с различным удалением от оси вращения круга, движение лепестков происходит по различной и пересекающейся траектории в пределах площадки контак- та с заготовкой. При этом вследствие вращения заготовки и подачи круга вдоль оси заготовки движение лепестков в плоскости вращения заготовки является противоположным на входе и выходе с площадкой контакта. Перекрестная траектория движения рабочих кромок лепестков шлифовальной шкурки повышает интенсивность съема материала и выглаживание исходных- микронеровностей шероховатости поверхности.
Повышение производительности обработки предложенным торцовым лепестковым кругом по сравнению с лучшим базовым вариантом, принятым в качестве прототипа, подтверждается также эксплуатационными испытаниями.
В процессе шлифования тонкостенного
цилиндра диаметром 180 мм и длиной 1760
мм, который имеет радиальные биения
Д ,3-0,6 мм, производительности обработ ки предложенным кругом возрастают в 1,64 раза по сравнению с лучшими известными
вариантами.
Формулаизобретения Торцовый лепестковый круг, выполненный в виде рулона шлифовальной шкурки с продольными прорезями, образующими лепестки, отличающийся тем, что, с целью повышения производительности обработки, прорези в рулоне выполнены с постоянно увеличивающимся шагом от центра к периферии из условия перекрытия каждой прорези лепестком.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ | 2003 |
|
RU2237568C1 |
| СБОРНЫЙ АБРАЗИВНЫЙ ИНСТРУМЕНТ | 2003 |
|
RU2239542C1 |
| СПОСОБ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ С ЛОКАЛЬНЫМ КОНТАКТОМ | 2005 |
|
RU2284892C1 |
| СПОСОБ ПРОДОЛЬНО-ПОПЕРЕЧНОГО ПОЛИРОВАНИЯ ЛЕПЕСТКОВЫМ АБРАЗИВНЫМ ИНСТРУМЕНТОМ | 2003 |
|
RU2239535C1 |
| ЛЕПЕСТКОВЫЙ КРУГ С ЛОКАЛЬНЫМ КОНТАКТОМ | 2005 |
|
RU2285603C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ РАБОЧЕГО РАЗМЕРА АЛМАЗНО-АБРАЗИВНОГО ИНСТРУМЕНТА С ЛОКАЛЬНЫМ КОНТАКТОМ | 2005 |
|
RU2284893C1 |
| СБОРНЫЙ ЛЕПЕСТКОВЫЙ АБРАЗИВНЫЙ ИНСТРУМЕНТ ДЛЯ ПРОДОЛЬНО-ПОПЕРЕЧНОГО ПОЛИРОВАНИЯ | 2003 |
|
RU2239541C1 |
| Торцовый абразивный круг | 1990 |
|
SU1805021A1 |
| УПРОЧНЯЮЩЕ-ПОЛИРОВАЛЬНЫЙ КОМБИНИРОВАННЫЙ ИНСТРУМЕНТ С ПАРАМЕТРИЧЕСКОЙ ОСЦИЛЛЯЦИЕЙ | 2005 |
|
RU2283745C1 |
| КОМБИНИРОВАННЫЙ СПОСОБ УПРОЧНЕНИЯ И ПОЛИРОВАНИЯ С ЛОКАЛЬНЫМ КОНТАКТОМ | 2005 |
|
RU2284256C1 |
Использование: при абразивной обработке деталей в промышленности. Сущность изобретения: инструмент выполнен в виде свернутого рулона шлифовальной шкурки с продольными прорезями. Лепестки, образованные прорезями, перекрывают в радиальном направлении прорези в смежных слоях шлифовальной шкурки. Прорези выполнены с постоянно увеличивающимися шагом от центра к периферии. 3 ил.
риг. 1
S -/
N Ч
S
&
J
Nl
1029181
| Авторское свидетельствд СС,ОР № 737204, кл | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Ш& | |||
| Торцовый абразивный инструмент | 1987 |
|
SU1425066A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
