Изобретение относится к машиностроению, а именно к способам изготовления шарнирных соединений.
Известен способ изготовления шарового шарнира по а.с. 969994, заключающийся в получении корпуса с углублением сферической формы и вальцуемым пояском и шаровой головки с хвостовиком, совместной приработке сопрягаемых сферических поверхностей корпуса и головки, установке шаровой головки в углубление корпуса и последующем обжатии вальцуемого пояска корпуса по шаровой головке.
В процессе работы шарнира, изготовленного предложенным способом происходит приработка сферических поверхностей корпуса и головки, устранение погрешностей формы, что ведет к увеличению зазора между ними, а следовательно, к снижению надежности шарнирного соединения.
Наиболее близким к предложенному способу является способ изготовления шарового шарнира, заключающийся в получении корпуса с углублением сферической формы и вальцуемым пояском и шаровой головки с хвостовиком, совместной приработке сопрягаемых сферических поверхностей корпуса и головки, установке шаровой головки в углубление корпуса и последующем обжатии вальцуемого пояска корпуса по шаровой головке, после обжатия вальцуемого пояска корпуса производят приработку под слоем смазывающей жидкости, одновременно прокачивая последнюю через зазор межу головкой и корпусом до полного прекращения выдавливания из зазора продуктов приработки, после чего осуществляют дополнительное обжатие вальцуемого пояска [1].
Недостатком данного способа является его малая надежность и производительность, т. к. в процессе приработки усилие, воздействующее со стороны головки на корпус, не контролируется, то возможно схватывание сферических поверхностей корпуса и головки, а также деформация корпуса с вальцуемым пояском, т.к. он изготавливается из более пластичного материала, чем хвостовик. Кроме того углубление корпуса и часть головки, противоположная хвостовику, прирабатываются до обжатия вальцуемого пояска, но после обжатия происходит деформация углубления корпуса, поэтому предварительная приработка представляется излишней, т. к. после обжатия корпус с головкой прирабатывается вновь.
Целью изобретения является повышение надежности и производительности.
Поставленная цель достигается тем, что в известном способе изготовления шарового шарнира, заключающемся в получении корпуса с углублением сферической формы и вальцуемым пояском и шаровой головки с хвостовиком, установке шаровой головки в углубление корпуса, обжатии вальцуемого пояска корпуса по шаровой головке, приработке головки и корпуса под слоем смазывающей жидкости после обжатия с одновременным прокачиванием последней через зазор между головкой и корпусом до полного прекращения выдавливания из зазора продуктов приработки и последующем дополнительном обжатии вальцуемого пояска, в отличие от прототипа, приработку осуществляют под действием усилия, циклически прикладываемого к шаровой головке по оси хвостовика в сторону вальцуемого пояска, не превышающего усилие, реально действующее на шаровой шарнир.
Цикличность приложения усилия необходима для того, чтобы продукты приработки свободно удалялись из зазора между головкой и корпусом, а ограничение усилия величиной, реально действующей на шаровой шарнир, предохраняет поверхность корпуса от схватывания и деформаций.
Признаки, отличающие данное техническое решение от прототипа, позволяют сделать вывод о соответствии предложенного решения критерию "новизна". Рассматриваемую совокупность признаков автор считает соответствующей критерию "изобретательский уровень", т.к. признаки, приведенные в отличительной части формулы, в просмотренных автором источниках не встречались.
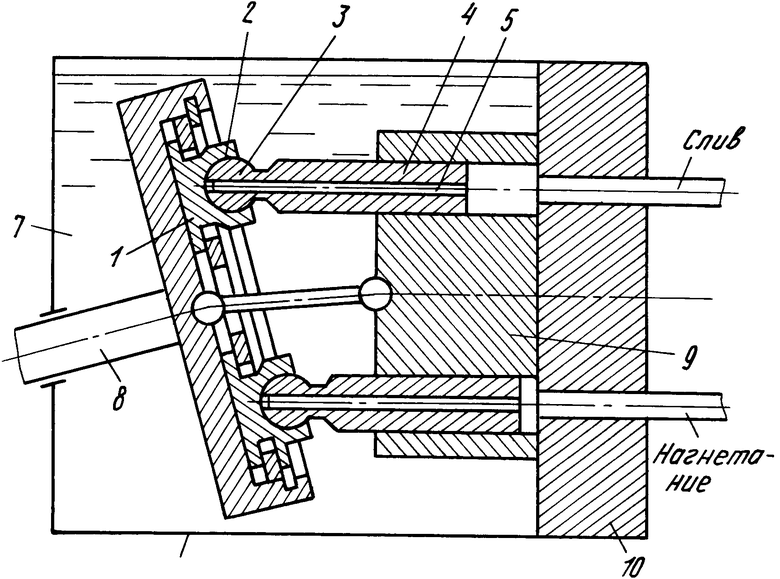
На чертеже представлена схема приспособления для осуществления предложенного способа.
Приспособление выполнено по схеме аксиально-поршневого насоса и включает прирабатываемые шаровые шарниры, состоящие из корпуса 1 с вальцуемым пояском 2, шаровой головки 3 с хвостовиком 4, в котором выполнен канал 5, ванну 6 со смазывающей жидкостью 7, вращающуюся опору 8, блок цилиндров 9, основание 10 с каналами слива и нагнетания.
Способ осуществляют следующим образом.
Корпуса 1 устанавливают на вращающуюся опору 8, блок цилиндров 9 устанавливают на основание 10, в котором выполнены серповидные каналы слива и нагнетания. Хвостовики 4 шаровых шарниров помещают в отверстия блока цилиндров 9, центры которых расположены по окружности напротив каналов слива и нагнетания, а ось вращения блока цилиндров проходит через центр этой окружности, параллельно осям цилиндрических отверстий. Все эти элементы размещены в ванне 6 со смазывающей жидкостью 7. При вращении опоры 8 шаровые шарниры приходят в движение, попеременно соединяясь с каналами слива и нагнетания, в случае совмещения шарнира с каналом нагнетания на шаровую головку 3 действует усилие, направленное по оси хвостовика 4 в сторону сферического углубления корпуса 1, в случае совмещения шарнира с каналом слива на шаровую головку 3 действует усилие, направленное по оси хвостовика 4 в сторону вальцуемого пояска 2.
Величина усилия может контролироваться и регулироваться соотношением давлений в ванне 6 и каналах слива и нагнетания.
Циклическое воздействие усилия позволяет изменять зазор между корпусом 1 с вальцуемым пояском 2 и шаровой головкой 3 и лучше вымывать продукты приработки жидкостью, подаваемой через канал 4.
Применение предложенного способа позволяет повысить производительность за счет приложения контролируемого усилия к шаровой головке, улучшения вымывания продуктов приработки из зазора между головкой и корпусом, исключения предварительной приработки, а также повысить надежность за счет ограничения усилия приработки, величиной, реально действующей на шаровой шарнир, что исключает схватывание поверхностей и деформацию корпуса и вальцуемого пояска.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СБОРКИ ШАРОВЫХ ШАРНИРОВ АКСИАЛЬНО-ПОРШНЕВОГО НАСОСА | 2009 |
|
RU2401728C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШАРОВОГО ШАРНИРА | 2000 |
|
RU2183154C1 |
| ДАТЧИК РАЗНОСТИ ДАВЛЕНИЙ | 1992 |
|
RU2029934C1 |
| УСТРОЙСТВО ДЛЯ ЛЕКАРСТВЕННЫХ, ПРЕИМУЩЕСТВЕННО АНТИСЕПТИЧЕСКИХ ПРЕПАРАТОВ | 1992 |
|
RU2042362C1 |
| РУЛЕВОЙ ПРИВОД | 1991 |
|
RU2014246C1 |
| ВЕНТИЛЯТОРНАЯ УСТАНОВКА | 1991 |
|
RU2013663C1 |
| Способ изготовления шарового шарнира | 1987 |
|
SU1586893A1 |
| ВОЛНОВОЙ СЕРВОМЕХАНИЗМ | 1991 |
|
RU2011062C1 |
| СПОСОБ УСТАНОВКИ УПЛОТНИТЕЛЬНЫХ КОЛЕЦ МЕЖДУ КОРПУСОМ И ВАЛОМ | 1992 |
|
RU2041410C1 |
| УСТРОЙСТВО ДЛЯ ИСПЫТАНИЙ КОЛЬЦЕВЫХ ЗАРЯДОВ | 1992 |
|
RU2041444C1 |
Сущность изобретения: в способе изготовления шарового шарнира, включающем изготовление корпуса с углублением сферической формы и вальцуемым пояском и шаровой головки с хвостовиком, установку шаровой головки в углублении корпуса, отжатие вальцуемого пояска по шаровой головке, приработку головки и корпуса под слоем смазывающей жидкости с одновременным прокачиванием последней через зазор между головкой и корпусом до полного прекращения выдавливания из зазора продуктов приработки и последующее дополнительное обжатие вальцуемого пояска, в процессе приработки, к головке циклически прикладывают усилие, направляя его вдоль оси хвостовика в сторону вальцуемого пояска, а величина упомянутого усилия не превышает эксплуатационного. 1 ил.
СПОСОБ ИЗГОТОВЛЕНИЯ ШАРОВОГО ШАРНИРА, включающий изготовление корпуса с углублением сферической формы и вальцуемым пояском и шаровой головки с хвостовиком, установку шаровой головки в углубление корпуса, обжатие вальцуемого пояска по шаровой головке, приработку головки и корпуса под слоем смазывающей жидкости с одновременным прокачиванием последней через зазор между головкой и корпусом до полного прекращения выдавливания из зазора продуктов приработки и последующее дополнительное обжатие вальцуемого пояска, отличающийся тем, что в процессе приработки к головке циклически прикладывают усилие, направляя его вдоль оси хвостовика в сторону вальцуемого пояска, а величина упомянутого усилия не превышает эксплуатационную.
| Способ изготовления шарового шарнира | 1987 |
|
SU1586893A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
