Изобретение относится к уплотнительной технике и может быть использовано для сборки устройств, требующих высокой степени герметичности.
Известен способ установки уплотнительных колец между корпусом и валом, включающий установку уплотнительных колец на вал, заполнение внутреннего объема корпуса нейтральной жидкостью, установку в отверстия корпуса заглушек со стороны наружной поверхности корпуса, установку стержня в посадочное для вала отверстие в корпусе, выдержку собранного узла и вала в холодильной камере до полного замерзания нейтральной жидкости, удаление стержня из корпуса, установку вала в корпусе, снятие заглушек и удаление нейтральной жидкости из корпуса.
Недостатком способа является возможность образования воздушных пор в ледяном слое, образованном после замораживания нейтральной жидкости, особенно в зоне контакта со смазанным стержнем. Уплотнительное кольцо между валом и корпусом находится в поджатом состоянии и при перемещении создает радиальную составляющую усилия, которое может приводить к вскрытию пор и повреждению острыми кромками вскрытых пор уплотнительных колец.
Техническим результатом изобретения является повышение надежности уплотнения.
Технический результат достигается тем, что в предложенном способе установки уплотнительных колец между валом и корпусом, включающем установку уплотнительных колец на вал, заполнение внутреннего объема корпуса нейтральной жидкостью, установку в отверстия корпуса заглушек со стороны наружной поверхности корпуса, установку стержня в посадочное для вала отверстие в корпусе, выдержку собранного узла и вала в холодильной камере до полного замерзания нейтральной жидкости, удаление стержня из корпуса, установку вала в корпусе, снятие заглушек и удаление нейтральной жидкости из корпуса, в отличие от прототипа, после удаления стержня из полости корпуса, заполненной замерзшей нейтральной жидкостью, на поверхность посадочного для вала отверстия наносят смазку, а затем на всю его длину заводят технологическую оправку, имеющую кольцевую канавку, с размещенным в последней технологическим уплотнительным кольцом, имеющим такие же размеры, как устанавливаемое уплотнительное кольцо, удаляют технологическую оправку, контролируют поверхность замерзшей нейтральной жидкости и при обеспечении ее целостности устанавливают вал в корпус, причем температуру (Т) корпуса при установке вала поддерживают удовлетворяющей неравенству t1<T<t2, где t1 температура замерзания смазки,
t2 температура замерзания нейтральной жидкости.
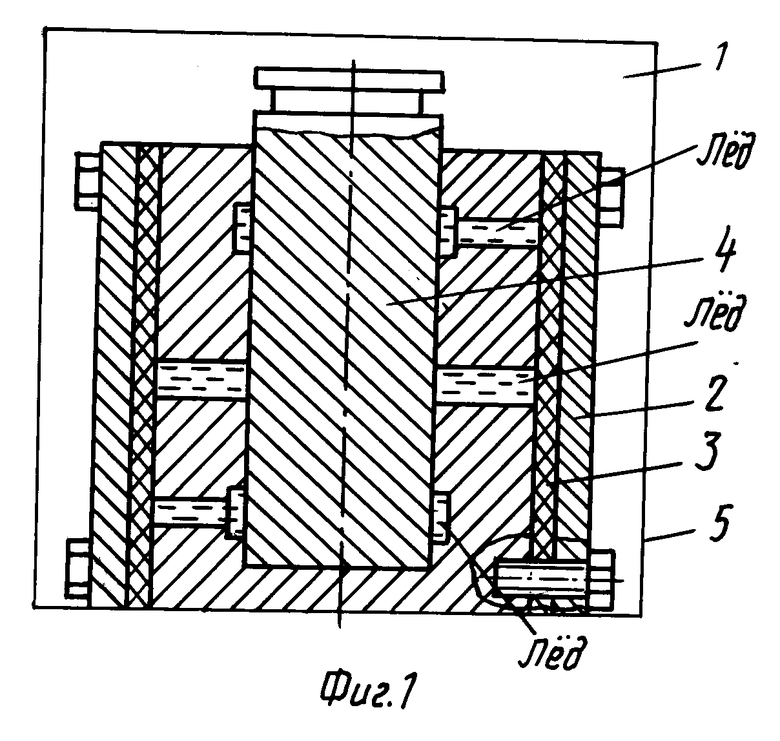
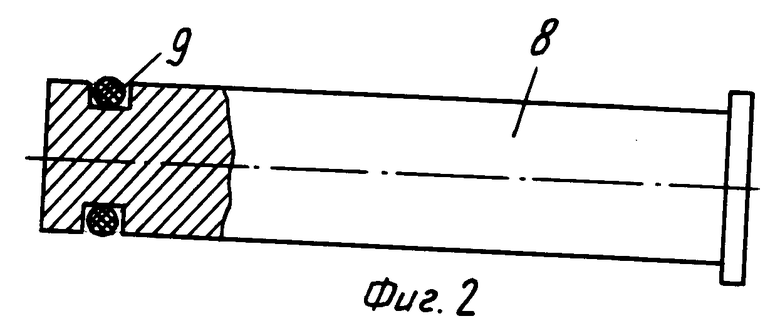
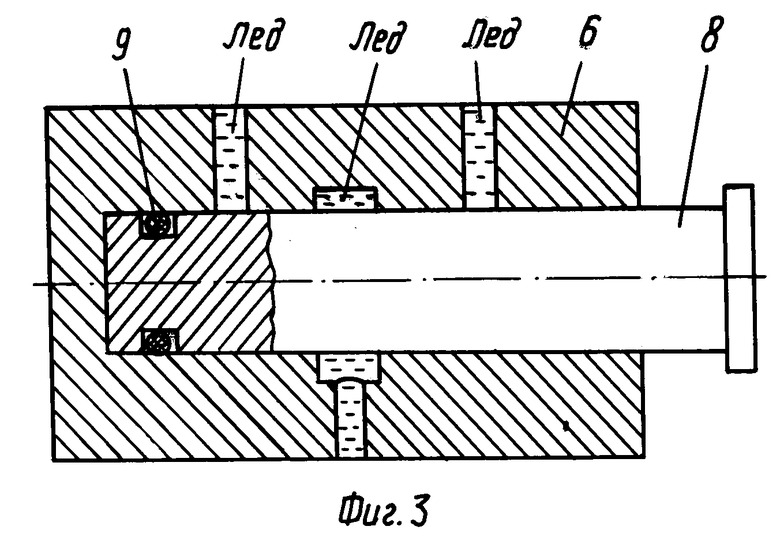
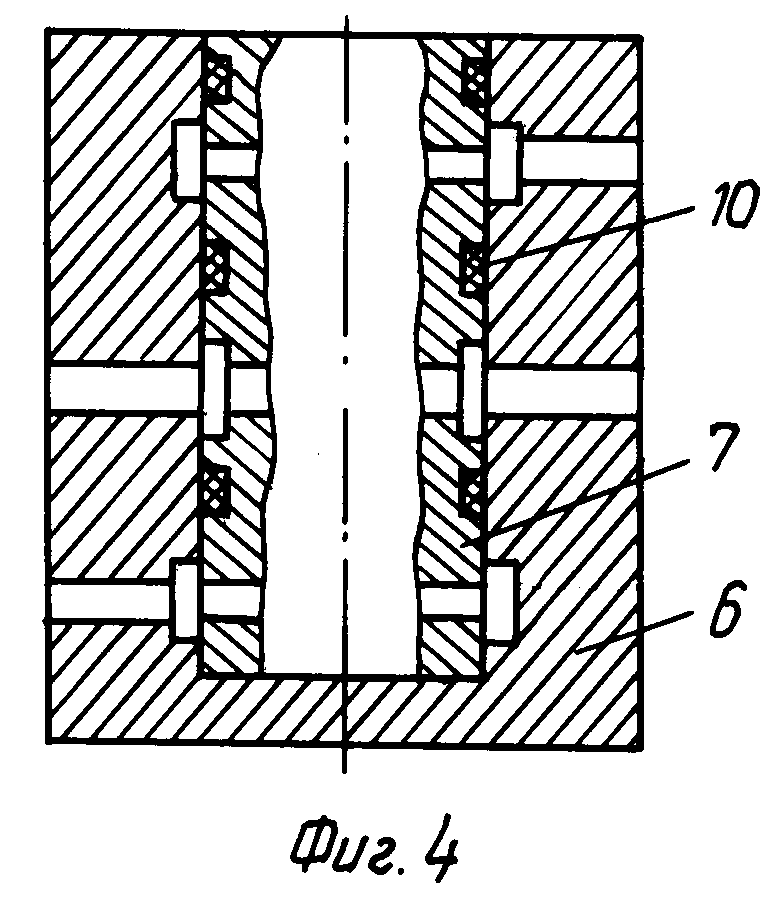
На фиг.1 представлено устройство для установки уплотнительных колец между валом и корпусом; на фиг.2 технологическая оправка с технологическим уплотнительным кольцом; на фиг.3 корпус с размещенной в его отверстии оправкой с технологическим уплотнительным кольцом; на фиг.4 корпус с валом и установленными между ними уплотнительными кольцами.
Устройство для осуществления предложенного способа включает ванну с нейтральной жидкостью 1, заглушки 2 с уплотнениями 3, стержень 4, холодильную камеру 5, корпус 6, вал 7, технологическую оправку 8, имеющую кольцевую канавку, идентичную канавкам вала 7, с технологическим уплотнительным кольцом 9, идентичным уплотнительному кольцу 10, устанавливаемому между корпусом 6 и валом 7.
Корпус 6 заполняют нейтральной жидкостью 1 путем опускания в ванну. Заглушают подводящие отверстия заглушками 2 с уплотнениями 3 под слоем нейтральной жидкости и устанавливают стержень 4. После извлечения из ванны корпус 6 с заглушками 2, уплотнениями 3 и стержнем 4 и вал 7 помещают в холодильную камеру 5 до полного замерзания нейтральной жидкости. После извлечения стержня 4 вне холодильника на посадочное для вала 7 отверстие в корпус 6 наносят смазку, а затем на всю его длину заводят оправку 8 с технологическим уплотнительным кольцом 9, удаляют технологическую оправку, визуально контролируют поверхность замерзшей нейтральной жидкости. После чего устанавливают вал 7 с уплотнительными кольцами 10, а затем снимают заглушки 2 с уплотнениями 3 и сушат сборку.
При этом визуальный контроль состояния поверхности замерзшей нейтральной жидкости 1 позволяет обнаружить вскрытые воздушные поры. В случае их обнаружения последовательность предшествующих операций требуется повторить. Нанесение смазки на поверхность посадочного для вала 7 отверстия корпуса 6 уменьшает вероятность образования пор по сравнению с нанесением смазки на поверхность стержня 4. Для сохранения свойств смазки и предотвращения таяния замерзшей нейтральной жидкости 1 на температуру корпуса 6 при установке вала 7 накладываются ограничения. При этом минимальная температура холодильной камеры 5 должна быть выше минимально допустимой температуры для работоспособности уплотнительного кольца.
Смазка посадочной для вала поверхности после удаления стержня и введение технологической оправки с технологическим уплотнительным кольцом уменьшает порообразования и обеспечивает вскрытие возможных воздушных пор, что в сочетании с визуальным осмотром поверхности гарантирует сохранение качества поверхности устанавливаемых уплотнительных колец, т.е. повышает надежность уплотнения. Кроме того, смазка посадочной поверхности и введение технологической оправки с технологическим уплотнительным кольцом обеспечивает полировку ледяной посадочной поверхности, что облегчает установку штатного уплотнительного кольца.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УСТАНОВКИ УПЛОТНИТЕЛЬНЫХ КОЛЕЦ МЕЖДУ КОРПУСОМ И ВАЛОМ | 2004 |
|
RU2280204C2 |
| Способ установки уплотнительных колец | 1989 |
|
SU1652709A1 |
| УСТРОЙСТВО ДЛЯ ЛЕКАРСТВЕННЫХ, ПРЕИМУЩЕСТВЕННО АНТИСЕПТИЧЕСКИХ ПРЕПАРАТОВ | 1992 |
|
RU2042362C1 |
| СПОСОБ УСТАНОВКИ УПЛОТНИТЕЛЬНЫХ КОЛЕЦ МЕЖДУ КОРПУСОМ И ВАЛОМ | 1999 |
|
RU2167353C1 |
| ЗУБЧАТЫЙ РЕДУКТОР | 1985 |
|
RU2089766C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШАРОВОГО ШАРНИРА | 1991 |
|
RU2029665C1 |
| ДАТЧИК РАЗНОСТИ ДАВЛЕНИЙ | 1992 |
|
RU2029934C1 |
| БИОКРИСТАЛЛИЗАТОР | 1992 |
|
RU2042747C1 |
| УСТРОЙСТВО ДЛЯ ВЫРАЩИВАНИЯ МОНОКРИСТАЛЛОВ БЕЛКА | 1992 |
|
RU2040595C1 |
| ОСЕВОЙ ВЕНТИЛЯТОР | 1991 |
|
RU2011890C1 |
Сущность изобретения: устанавливают уплотнительные кольца на вал. Заполняют внутренний объем корпуса нейтральной жидкостью. Устанавливают в отверстия корпуса заглушки со стороны наружной поверхности корпуса. Устанавливают узел и вал в холодильной камере до полного замерзания нейтральной жидкости. Удаляют стержень из корпуса, устанавливают вал в корпус. Снимают заглушки и удаляют жидкость из корпуса. После удаления стержня из полости корпуса на поверхность посадочного для вала отверстия в корпусе наносят смазку, затем на всю его длину заводят технологическую оправку с размещенным в ее канавке технологическим уплотнительным кольцом, имеющим такие же размеры, как устанавливаемое уплотнительное кольцо. Удаляют технологическую оправку. Контролируют поверхность замерзшей нейтральной жидкости, при обеспечении ее целостности устанавливают вал с уплотнительным кольцом в корпус. Температуру корпуса при установке вала поддерживают согласно заданному неравенству. 4 ил.
СПОСОБ УСТАНОВКИ УПЛОТНИТЕЛЬНЫХ КОЛЕЦ МЕЖДУ КОРПУСОМ И ВАЛОМ включающий установку уплотнительных колец на вал, заполнение внутреннего объема корпуса нейтральной жидкостью, установку в отверстия корпуса заглушек со стороны наружной поверхности корпуса, установку стержня в посадочное для вала отверстие в корпусе, выдержку собранного узла и вала в холодильной камере до полного замерзания нейтральной жидкости, удаление стержня из корпуса, установку вала в корпус, снятие заглушек и удаление нейтральной жидкости из корпуса, отличающийся тем, что после удаления стержня из полости корпуса на поверхность посадочного для вала отверстия в корпусе наносят смазку, а затем на всю его длину заводят технологическую оправку с размещенным в ее кольцевой канавке технологическим уплотнительным кольцом, имеющим такие же размеры, как устанавливаемое уплотнительное кольцо, удаляют технологическую оправку, контролируют поверхность замерзшей нейтральной жидкости и при обеспечении ее целостности устанавливают вал с уплотнительными кольцами в корпус, причем температуру Т корпуса при установке вала поддерживают удовлетворяющей неравенству
t1 < T < t2,
где t1 температура замерзания смазки;
t2 температура замерзания нейтральной жидкости.
| Способ установки уплотнительных колец | 1989 |
|
SU1652709A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
