Изобретение относится к машиностроению, а именно к способам изготовления шарнирных соединений.
Известен способ [1] изготовления шаровых шарниров аксиально-поршневого насоса, включающий изготовление корпусов с углублением сферической формы и фланцем, снабженных вальцуемым пояском, и шаровых головок с хвостовиком, установку шаровых головок в углубление корпусов, обжатие вальцуемых поясков по шаровым головкам, приработку каждой головки и корпуса под слоем смазывающей жидкости путем взаимного перемещения их сферических поверхностей в технологическом аксиально-поршневом насосе с размещением фланцев корпусов между опорой и сепаратором, а хвостовиков в блоке цилиндров насоса при циклическом приложении к хвостовику установленного усилия, направленного в сторону вальцуемого пояска, и последующий дополнительный обжим вальцуемого пояска по головке.
Недостатком указанного способа является недостаточная надежность, т.к. угол отклонения корпуса шарового шарнира относительно хвостовика после обжатия не контролируется, что может привести к ослаблению вальцуемого пояска при приработке из-за несоответствии углу отклонения оси опоры относительно оси вращения блока цилиндров.
Наиболее близким к предложенному способу-прототипу является способ изготовления шаровых шарниров аксиально-поршневого насоса [2], включающий изготовление корпусов с углублением сферической формы и фланцем, снабженных вальцуемым пояском, и шаровых головок с хвостовиком, установку шаровых головок в углубление корпусов, обжатие вальцуемых поясков по шаровым головкам, замер угла отклонения каждого хвостовика шаровой головки относительно соответствующего корпуса под действием эталонной нагрузки и сравнение его с заданным углом α, приработку каждой головки и соответствующего корпуса под слоем смазывающей жидкости путем взаимного перемещения их сферических поверхностей в технологическом аксиально-поршневом насосе с размещением фланцев корпусов между опорой и сепаратором, а хвостовиков в блоке цилиндров насоса при циклическом приложении к хвостовику установленного усилия, направленного в сторону вальцуемого пояска, и последующий дополнительный обжим вальцуемого пояска по головке с оценкой работоспособности шаровых шарниров после дополнительного обжима.
В указанном способе надежность выше, т.к. в нем угол отклонения корпуса шарового шарнира относительно хвостовика контролируется, но приработка производится при одном установленном угле отклонения оси опоры относительно оси вращения блока цилиндров в технологическом аксиально-поршневом насосе, т.е. при каждом обороте блока цилиндров на шаровой шарнир действует усилие, реально действующее на него при эксплуатации, и регулировка этого усилия невозможна.
Техническим результатом настоящего изобретения является повышение надежности и производительности приработки путем регулировки усилия, действующего на хвостовик (в пределах от 0 до реально действующего на шаровой шарнир при эксплуатации) по времени воздействия и величине.
Технический результат достигается тем, что в известном способе сборки шаровых шарниров аксиально-поршневого насоса, включающем изготовление корпусов с углублением сферической формы и фланцем, снабженных вальцуемым пояском, и шаровых головок с хвостовиком, установку шаровых головок в углубление корпусов, обжатие вальцуемых поясков по шаровым головкам, замер угла отклонения каждого хвостовика шаровой головки относительно соответствующего корпуса под действием эталонной нагрузки и сравнение его с заданным углом α, приработку каждой головки и соответствующего корпуса под слоем смазывающей жидкости путем взаимного перемещения их сферических поверхностей в технологическом аксиально-поршневом насосе с размещением фланцев корпусов между опорой и сепаратором, а хвостовиков в блоке цилиндров насоса, при циклическом приложении к хвостовику усилия, направленного в сторону вальцуемого пояска, и последующий дополнительный обжим вальцуемого пояска по головке с оценкой работоспособности шаровых шарниров после дополнительного обжима. В нем, в отличие от прототипа, приработку осуществляют в технологическом аксиально-поршневом насосе с переменным углом отклонения оси опоры относительно оси вращения блока цилиндров, при одновременном изменении взаимного расположения каждого корпуса и соответствующего хвостовика в пределах заданного угла α отклонения последнего и подбора усилия, действующего на хвостовик, в пределах от 0 до реально действующего на шаровой шарнир при эксплуатации, при этом усилие приработки, направленное в сторону вальцуемого пояска, чередуют с усилием, противоположно направленным к углублению сферической формы корпуса, причем фланцы корпусов размещают между опорой и сепаратором с заданным зазором, а отклонение оси опоры относительно оси вращения блока цилиндров производят на угол, не превышающий угол α.
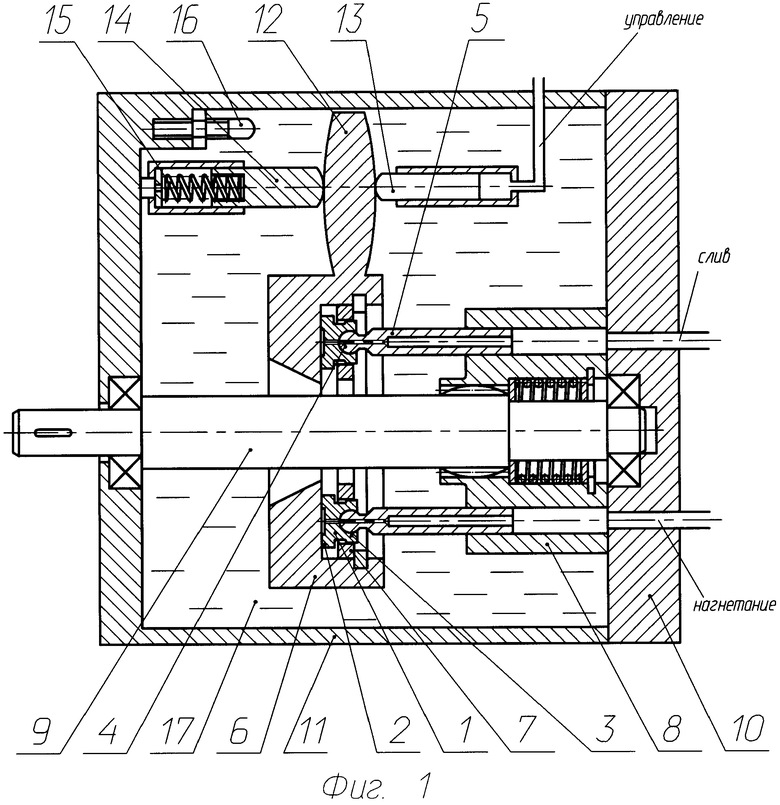
Осуществление заявляемого способа поясняется с помощью графических материалов. На фиг.1 представлена конструктивная схема технологического аксиально-поршневого насоса с переменным углом отклонения оси опоры относительно оси вращения блока цилиндров при нулевом угле отклонения оси опоры, на фиг.2 представлена та же конструктивная схема при максимальном угле отклонения оси опоры.
Прирабатываемые шаровые шарниры включают корпус 1 с фланцем 2 и вальцуемым пояском 3, обжатым по шаровой головке 4 хвостовика 5. Корпуса 1 установлены внутри аксиально-поршневого насоса фланцами 2 на опоре 6 и размещены в отверстиях сепаратора 7. Между фланцами 2 и сепаратором 7 выдержан заданный зазор Δ. Хвостовики 5 размещены в отверстиях блока цилиндров 8. Блок цилиндров 8 связан шлицевым зацеплением с приводным валом 9 и поджат к основанию 10 посредством пружины. В основании 10 выполнены серповидные расточки, отделенные друг от друга и связанные соответственно с магистралями слива и нагнетания. Опора 6 на цапфах установлена в корпусе 11 с возможностью отклонения относительно оси вращения блока цилиндров 8 и снабжена рычагом 12, взаимодействующим с поршнем 13 и толкателем 14. Толкатель 14 поджат к рычагу 12 пружиной 15. Рычаг 12 контактирует с упором 16. Корпус 11 является емкостью для жидкости 17.
Принцип действия технологического аксиально-поршневого насоса заключается в том, что при подаче крутящего момента на приводной вал 9 приводится во вращение находящийся с ним в зацеплении блок цилиндров 8. Хвостовики 5 шаровых шарниров, находясь напротив серповидной расточки основания 10, связанной с магистралью слива, всасывают жидкость 17 в полость блока цилиндров 8, а находясь напротив серповидной расточки основания 10, связанной с магистралью нагнетания, вытесняют жидкость в нее. Расход (давление) жидкости зависят от угла поворота опоры 6 относительно оси вращения блока цилиндров 8 и скорости вращения приводного вала 9. Корпуса 1 шаровых шарниров, установленные в отверстиях сепаратора 7, вместе с ним совершают окружное движение по опоре 6 за счет наличия заданного зазора А между фланцами 2 и сепаратором 7. При нахождении хвостовиков 5 в зоне серповидной расточки основания 10, связанной с магистралью слива, фланцы 2 корпусов 1 поджаты к опоре 6, а при нахождении хвостовиков 5 в зоне серповидной расточки основания 10, связанной с магистралью нагнетания, фланцы 2 корпусов 1 поджаты к сепаратору 7, а каждый хвостовик 5 удерживается вальцуемым пояском 3 за шаровую головку 4 в корпусе 1. Угол поворота опоры 6 относительно оси вращения блока цилиндров 8 зависит от давления управления, подаваемого из магистрали на поршень 13, который отклоняет рычаг 12, возврат опоры 6 в положение, параллельное основанию 10, производится пружиной 15 через толкатель 14. Максимальный угол α отклонения оси опоры 6 относительно оси вращения блока цилиндров 8 ограничен упором 16, установленным в корпусе 11.
Способ сборки шаровых шарниров аксиально-поршневого насоса осуществляется следующим образом: в углубление сферической формы корпуса 1 шарового шарнира устанавливают шаровую головку 4 хвостовика 5, обжимают вальцуемый поясок 3 по шаровой головке 4. После этого прикладывают эталонную нагрузку к хвостовику 5 при зафиксированном корпусе 1, замеряют угол отклонения хвостовика 5 под действием этой нагрузки, затем сравнивают угол отклонения с эталонным углом α и производят отбор шаровых шарниров с углом отклонения, превышающим угол α. Далее устанавливают корпуса 1 в отверстия сепаратора 7, размещая фланцы 2 корпусов 1 между сепаратором 7 и опорой 6 с зазором Δ, обычно не превышающим 0,2 мм, после чего осуществляют приработку шаровых шарниров под слоем рабочей жидкости 17, подавая вращение на блок цилиндров 8 через приводной вал 9. При этом изменяют угол отклонения оси опоры 6 относительно оси вращения блока цилиндров 8 от 0 до α изменением давления управления, подаваемого из магистрали на поршень 13, что обеспечивает изменение взаимного расположения корпуса 1 и хвостовика 5 в пределах заданного угла α, но позволяет регулировать величину усилия, действующего попеременно либо в сторону вальцуемого пояска 3, либо к углублению сферической формы корпуса 1, от 0 до реально действующего на шаровой шарнир при эксплуатации не только в пределах одного оборота приводного вала, но по времени и величине. Отклонение оси опоры 6 относительно оси вращения блока цилиндров 8 производят на угол, не превышающий угол α для исключения деформации вальцуемого пояска 3 и обеспечения надежности завальцовки, ограничение угла обеспечивается регулируемым упором 16. После этого осуществляют дополнительный обжим вальцуемого пояска 3 по шаровой головке 4 и оценку работоспособности шаровых шарниров, например, контролем люфта между корпусом 1 и шаровой головкой 4 под действием эталонной нагрузки.
Изменение угла отклонения оси опоры относительно оси вращения блока цилиндров в пределах угла, не превышающего угол α, обеспечивает изменение взаимного расположения корпуса 1 и хвостовика 5 в пределах заданного угла α, но позволяет регулировать величину усилия, действующего попеременно либо в сторону вальцуемого пояска 3, либо к углублению сферической формы корпуса 1, от 0 до реально действующего на шаровой шарнир при эксплуатации. При этом режимы воздействия нагрузки в указанном диапазоне не регламентированы по времени. Размещение фланцев корпусов между опорой и сепаратором с заданным зазором позволяет снизить кинетическую энергию удара хвостовиком по вальцуемому пояску и вместе с ограничением угла отклонения опоры устранить изгибную деформацию вальцуемого пояска шейкой хвостовика. Чередование усилия приработки, направленного в сторону вальцуемого пояска, с усилием, противоположно направленным к углублению сферической формы корпуса, позволяет удалять продукты переработки из зазора и ускорить процесс приработки. Регулировка усилия, действующего на шаровой шарнир при приработке, по времени воздействия и величине при условии размещения фланцев корпусов между опорой и сепаратором с заданным зазором, а также чередования усилия приработки, направленного в сторону вальцуемого пояска, с усилием, противоположно направленным к углублению сферической формы корпуса, позволяет повысить надежность и технологичность способа.
Источники информации
1. Патент RU №2029665, кл. В23Р 15/00, F16С 11/06, 1991 г.
2. Патент RU №2183154, кл. В23P 15/00, F16С 11/06, 2000 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ШАРОВОГО ШАРНИРА | 1991 |
|
RU2029665C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШАРОВОГО ШАРНИРА | 2000 |
|
RU2183154C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШАРОВОГО ШАРНИРА | 2001 |
|
RU2187418C1 |
| Способ сборки шарового шарнира | 1981 |
|
SU969994A1 |
| Поршневая группа аксиальноплунжерной гидромашины | 1990 |
|
SU1788316A1 |
| ЭЛЕКТРОГИДРАВЛИЧЕСКИЙ ПРИВОД | 2015 |
|
RU2593325C1 |
| БЕСКРИВОШИПНЫЙ ДВИГАТЕЛЬ ВНУТРЕННЕГО СГОРАНИЯ | 1996 |
|
RU2115810C1 |
| АКСИАЛЬНО-ПОРШНЕВАЯ ГИДРОМАШИНА С ПРИВОДНЫМ НАКЛОННЫМ ДИСКОМ | 2014 |
|
RU2567157C2 |
| АКСИАЛЬНО-ПЛУНЖЕРНЫЙ НАСОС | 1990 |
|
RU2030631C1 |
| АКСИАЛЬНО-ПОРШНЕВАЯ МАШИНА | 1993 |
|
RU2072436C1 |
Изобретение относится к машиностроению, а именно к способам сборки шарнирных соединений. Отличительной особенностью заявленного способа является то, что приработку шаровых шарниров осуществляют в технологическом аксиально-поршневом насосе с переменным углом отклонения оси опоры (6) относительно оси вращения блока цилиндров (8) насоса, при одновременном изменении взаимного расположения каждого корпуса (1) и соответствующего хвостовика (5) в пределах заданного угла α отклонения последнего и подбора усилия, действующего на хвостовик (5), в пределах от 0 до реально действующего на шаровой шарнир при эксплуатации, при этом усилие приработки, направленное в сторону вальцуемого пояска (3), чередуют с усилием, противоположно направленным к углублению сферической формы корпуса (1). Фланцы (2) корпусов (1) размещают между опорой (6) и сепаратором (7) с заданным зазором, а отклонение оси опоры (6) относительно оси вращения блока цилиндров (8) производят на угол, не превышающий угол α для исключения деформации вальцуемого пояска (3). Технический результат: повышение надежности и производительности приработки путем регулировки усилия, действующего на хвостовик (в пределах от 0 до реально действующего на шаровой шарнир при эксплуатации) по времени воздействия и величине. 2 ил.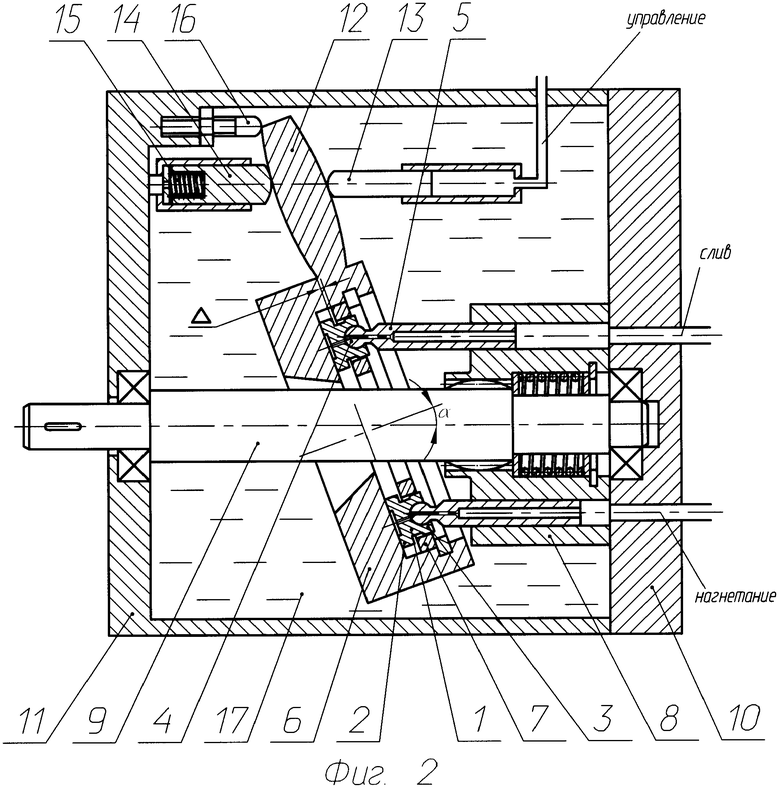
Способ сборки шаровых шарниров аксиально-поршневого насоса, включающий изготовление корпусов с углублением сферической формы и фланцем, снабженных вальцуемым пояском, и шаровых головок с хвостовиком, установку шаровых головок в углубление корпусов, обжатие вальцуемых поясков по шаровым головкам, замер угла отклонения каждого хвостовика шаровой головки относительно соответствующего корпуса под действием эталонной нагрузки и сравнение его с заданным углом α, приработку каждой головки и соответствующего корпуса под слоем смазывающей жидкости путем взаимного перемещения их сферических поверхностей в технологическом аксиально-поршневом насосе с размещением фланцев корпусов между опорой и сепаратором, а хвостовиков в блоке цилиндров насоса при циклическом приложении к хвостовику усилия, направленного в сторону вальцуемого пояска, и последующий дополнительный обжим вальцуемого пояска по головке с оценкой работоспособности шаровых шарниров после дополнительного обжима, отличающийся тем, что приработку осуществляют в технологическом аксиально-поршневом насосе с переменным углом отклонения оси опоры относительно оси вращения блока цилиндров, при одновременном изменении взаимного расположения каждого корпуса и соответствующего хвостовика в пределах заданного угла α отклонения последнего и подбора усилия, действующего на хвостовик, в пределах от 0 до реально действующего на шаровой шарнир при эксплуатации, при этом усилие приработки, направленное в сторону вальцуемого пояска, чередуют с усилием, противоположно направленным к углублению сферической формы корпуса, причем фланцы корпусов размещают между опорой и сепаратором с заданным зазором, а отклонение опоры относительно оси вращения блока цилиндров производят на угол, не превышающий угол α.
| СПОСОБ ИЗГОТОВЛЕНИЯ ШАРОВОГО ШАРНИРА | 2000 |
|
RU2183154C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШАРОВОГО ШАРНИРА | 1991 |
|
RU2029665C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШАРОВОГО ШАРНИРА | 2001 |
|
RU2187418C1 |
| Способ сборки шарового шарнира | 1981 |
|
SU969994A1 |
| US 4498799 А, 12.02.1985. | |||

