Изобретение относится к стекольной промышленности и может быть использовано в производстве гнутого стекла для транспортных средств. В частности, предлагаемое изобретение относится к изгибанию листового стекла преимущественно под действием собственного веса. Конкретно сущность технического решения касается области предохранения стекла при его моллировании за счет использования защитных порошков, наносимых на контактирующие поверхности стекла.
Известен способ моллирования листового стекла путем нанесения разделительного покрытия на поверхность листов, укладки их в пакет, его нагрева и последующего изгибания [1].
Предохранение стекла в процессе моллирования осуществляют за счет припудривания мелом или сажей. Нанесение покрытия производят вручную путем встряхивания мешочком с пылевидным материалом над стеклом.
После моллирования осуществляют расформирование пакета и мойку стекол с целью удаления порошка.
Однако известно, что, например, тальк является гигроскопичным материалом. В связи с этим при его переувлажнении во время нагрева происходит спекание порошка со стеклом, образуемое при этом соединение даже при горячей мойке стекла не удаляется полностью. Это приводит к внедрению продуктов напыления в пленку и ее помутнение, т.е. к последующей отбраковке стекла. При напылении, наоборот, пересушенного порошка происходит его сдвиг при моллировании за счет перемещения стекол относительно друг друга, образование зон с повышенным содержанием талька и некачественное моллирование с местной неприлегаемостью стекол друг к другу. Кроме того, в процессе моллирования происходит осыпание порошка талька с крутых участков стекла на более пологие, приводящее к низкой прилегаемости стекол друг к другу.
На наличие такого процесса указывает тот факт, что при последующем прессовании пакетов стекла наиболее распространенным видом брака является недопрессовка (местное отслоение стекла от пленки) преимущественно на радиусных участках стекла. Данные недостатки приводят к отбраковке стекла, причем следует подчеркнуть, что местная неприлегаемость является скрытым браком, проявляемым только после конечной операции - прессования. Последнее указывает на размеры ущеpба, который приносит некачественное моллирование.
Другим недостатком технологии является то, что напыление тальком требует обязательной мойки стекла после моллирования, что в значительной мере повышает себестоимость многослойного стекла.
Целью изобретения является повышение качества моллирования за счет повышенной прилегаемости стекол в пакете и снижение себестоимости стекла за счет устранения его мойки.
Поставленная цель реализуется тем, что в способе моллирования листового стекла путем нанесения покрытия из частиц металла или смеси металла и его окиси не соприкасающиеся поверхности листов, составляющих пакет, его нагрева и последующего изгибания нагрев осуществляют с организацией дополнительного снижения размеров частиц металла поверхностным окислением.
Достижению поставленной цели способствует также то, что нагрев производят с организацией полного окисления частиц металла размером менее 45 мкм и оплавления с неполным окислением частиц металла размером 80-500 мкм и более.
Легкоокисляемые металлы типа алюминия, свинца, цинка и некоторых других обладают по поверхности высокопрочной защитной пленкой из окиси. Поэтому в измельченном состоянии каждая частица такого металла представляет из себя активное ядро, окруженное защитной рубашкой из окиси. Не менее широко известно, что при термическом разложении подобных материалов осуществляется фактически регулируемое их выгорание, интенсивность которого полностью зависит от температуры. Процесс выгорания или поверхностного окисления осуществляется в регулируемом варианте очень медленно вследствие того, что подверженный окислению металл постоянно закрывается окисной пленкой, препятствующей интенсивному выгоранию.
При этом процесс выгорания осуществляют как бы по замкнутому циклу. Окисная пленка, будучи очень прочной при комнатной температуре, начинает интенсивно разрушаться уже при нагреве до 150оС из-за разных коэффициентов термического расширения (КТР) с металлом. Растрескивание окисной пленки приводит к доступу кислорода воздуха к чистому металлу, который начинает окисляться выгоранием, разрушая старую окисную пленку и одновременно образуя новую. Физически этот процесс выглядит как уменьшение первоначальных размеров частиц металла. Об этом же свидетельствуют результаты экспериментов с алюминиевой пудрой, подвергаемой нагреву в режиме, повторяющем нагрев при моллировании стекла. Этот нагрев осуществляют по схеме, оС:
420, 420, 610, 615, 640, 640, 650, 800, 650, 800, 720, 680, и далее плавное снижение до 500оС. Выдержка в каждой позиции 78 с.
Характерно, что, начиная с температурной зоны 420оС, заметное интенсивное горение пудры, продолжающееся фактически весь процесс нагрева. Если сначала выгоранию подвергают жировую связку, то впоследствии окислению подвергается непосредственно металл. По выходу пудры визуально заметно уменьшение частиц и усреднение их размеров. При растирании термообработанной пудры становятся заметными частицы чистого металла размерами около 1 мкм, полностью покрытые окисью, что указывает в основном на неполное выгорание алюминия.
Вместе с тем имеются частицы металла, которые имеют более крупные размеры (до 10 мкм), что указывает на то, что имеющиеся в пудре крупные частицы также подвергаются существенному уменьшению (размером 80-500 мкм и более). При рассмотрении тех и других частиц через микроскоп заметно, что они подвергнуты в процессе термообработки деформации, так как по сечению практически все не превышают 1 мкм. Покрытие частиц из окиси легко разрушается даже при незначительном механическом воздействии, чем в моллировании может быть масса верхнего стекла и его сдвигающее воздействие на частицы покрытия в процессе собственно изгибания раздельно верхнего и нижнего стекол, имеющих к тому же разные размеры. При этом выяснено, что окисное покрытие частиц металла состоит из отдельных частиц окиси размерами менее 1 мкм, что вполне сообразуется с теорией цикличного окисления алюминия с уменьшением собственных размеров за счет образования более мелкой по размерам окиси.
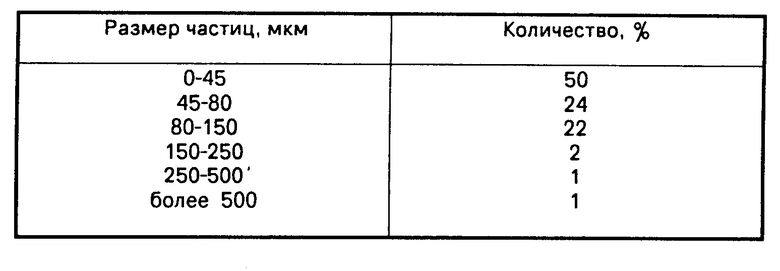
П р и м е р. В процессе производства ветровых стекол для автомобилей после вырезки, обработки кромки и мойки парных заготовок производят распыление на последние алюминиевой пудры. Напыленные стекла собирают в пакет и помещают на рамочную форму печи моллирования, работающей по режиму, аналогичному вышеприведенному и использованному для нагрева алюминиевой пудры. При нанесении покрытия используют алюминиевую пудру следующего химического состава, %: Алюминий 91 Окись 9-13 Жир 0,25 и следующего гранулометрического состава (см. таблицу).
Крупные частицы алюминия заметны на поверхности стекла даже визуально, средние размером 80-250 мкм менее заметны, но их значительно больше. Подавляющую часть покрытия составляют частицы менее 80 мкм, которых около 74% от общего количества. Тем не менее верхнее стекло при пакетировании опирается, очевидно, на частицы размерами более 500 мкм, которых в порошке около 1%. При температуре нагрева 370-420оС происходит интенсивное газовыделение, связанное с разложением имеющейся в пудре стеариновой жировой добавки. В данный момент при неравномерном распределении крупных частиц алюминия и интенсивном выделении газов возможен сдвиг верхнего стекла, поэтому напыление пудры осуществляют в строго определенном количестве. При температуре в интервале 580-620оС происходит горение алюминия по замкнутому циклу, а при достижении температуры нагрева 660оС начинается оплавление продолжающих существовать частиц чистого алюминия, их деформация и непрекращающееся поверхностное окисление по замкнутому циклу. Однако в условиях размещения в зазоре пакета стекла уменьшение размеров частиц стекла осуществляется по несколько иной схеме, чем при нагреве свободно лежащей в открытом сосуде пудры. Здесь сначала только крупные частицы алюминия, затем остальные находятся под воздействием нагрузки, равной массе верхнего стекла. Поэтому со стороны верхнего стекла процесс разрушения окисной пленки осуществляется несколько интенсивней. По мере приближения температуры нагрева к 660оС, являющейся одновременно температурой плавления алюминия и нижним пределом интервального значения температуры деформации стекла, т.е. началом изгиба стекла, частицы алюминия начинают испытывать также сдвиговую нагрузку, вызываемую движением стекол в пакете относительно друг друга при изгибании под собственным весом. Происходит механическое удаление окисной пленки с частиц алюминия со стороны, обращенной к тому или иному стеклу или обоим сразу. Следует заметить, что при напылении обоих стекол, составляющих пакет, удержание частиц, особенно мелких, находящихся в фактически подвешенном состоянии на верхнем стекле, осуществляется в основном за счет электростатики, привносимой разнополюсно заряженными стеклом и электропроводным алюминием, получающим электрический потенциал при напылении от трения между совокупностью частиц и сосудом, в котором они находятся. Рано или поздно все эти частицы по мере деформации наиболее крупных зажимаются стеклом, т.е. вступают с ним в непосредственный контакт. Деформация стекла в этот момент невозможна, так как металл в данном случае уже находится в пластичном состоянии. Именно поэтому процесс уменьшения размеров частиц в зазоре пакета осуществляют без снижения качества поверхности стекол, он организован таким образом, что снижение размеров частиц происходит только за счет собственной деформации и одновременного окисления поверхностным выгоранием. При непосредственном контакте алюминия со стеклом вероятно вжигание металла в стекло с образованием промежуточной стеклометаллической области, обуславливающей высокую прочность сцепления частиц и стекла. Во всяком случае удаление частиц металла и окиси после нагрева становится невозможным без разрушения самого стекла. Кроме того, в данном случае этот процесс носит прогрессивный характер, так как часть сечения частицы расходуется на создание состояния, являющегося благоприятным для светопропускания через данное новообразование. Имеется ввиду, что при сечении частиц около 1 мкм и расходовании части этого сечения на образование стеклометаллической промежуточной области происходит предотвращение снижения светопропускания получаемого стекла.
Вместе с тем, вжигание частиц алюминия в поверхность стекла чревато двойным контактом одной частицы сразу с обоими поверхностями. Следует заметить, что подобный процесс реально существует, так как пакет выходит из печи моллирования в виде монолита, зазор между которыми не существует и визуально не наблюдается. Разъединение стекол происходит по мере охлаждения пакета за счет, видимо, разрыва частиц по металлу ввиду разной скорости охлаждения стекла и металла и возникающего при этом разнопеременного усилия, проявляемого в характерном для пакетов с подобным напылением так называемом потрескивании, реально наблюдаемом при съеме пакета с формы. В пользу такого разъединения стекол пакета говорит то, что на поверхности обоих стекол не наблюдается образование углублений, которые должны быть в случае отрыва частиц по стеклу.
Относительно частиц окиси, составляющей к концу нагрева довольно значительную часть покрытия, следует заметить, что оно является продуктом окисления металла и не может быть крупнее его. Более того, совершенно очевидно, что она является наиболее дисперсной частью данного покрытия. Вместе с тем, окись является огнеупорной частью напыления, так как температура ее плавления составляет 2050оС. Прикрепление ее к стеклу возможно только в том случае, если она при разрушении отслоилась совместно с металлом. Наличие окисной фазы, имеющей серый цвет, происходит видимо, кроме указанного пути, также за счет электростатики. Эта фаза визуально не пpосматривается и ввиду ограниченности в размерах (около 1 мкм) абсолютно не влияет на светопропускание стекла.
По окончании моллирования получают пакет стекла, отвечающего всем требованиям по качеству. Визуально пакет выглядит как стекло, не имеющее разделительного покрытия. Наличие окисно-металлических включений становится заметным только при рассмотрении пакета под углом. В связи с существенным уменьшением всех частиц, участвующих в процессе, заметными визуально остаются только остатки частиц размерами 80-500 мкм и более, которых в покрытии около четверти (26%). При этом весьма важным является то, что они состоят из чистого алюминия и блестят на свету. Серые частицы окиси без металлических включений ввиду ограниченности в размерах (около 1 мкм) не видны, частицы окиси с остатками металла также блестят на отраженном свете. Размеры частиц металла в среднем около 1-10 мкм, сечение их не превышает 1 мкм.
Пакеты, полученные в соответствии с данным примером, не нуждаются в мойке, так как не содержат смываемой фазы. Протирка им также противопоказана, так как вызывает разрыв протираемого материала и внедрение остатков в будущее многослойное стекло.
Организация уменьшения размеров частиц предохранительного покрытия за счет их окисления и деформации позволяет значительно повысить прилегаемость стекол друг к другу, что впоследствие исключает недопрессовку триплекса.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА МНОГОСЛОЙНОГО СТЕКЛА | 1991 |
|
RU2024452C1 |
| ПОКРЫТИЕ ДЛЯ ПРЕДОХРАНЕНИЯ СТЕКЛА ПРИ СОВМЕСТНОМ МОЛЛИРОВАНИИ | 1991 |
|
RU2024454C1 |
| СПОСОБ МОЛЛИРОВАНИЯ ПАКЕТА ЛИСТОВЫХ СТЕКОЛ | 2015 |
|
RU2633850C2 |
| Способ получения герметичного спая титана с кристаллизующимся стеклом | 1975 |
|
SU549438A1 |
| УСТРОЙСТВО ДЛЯ МОЛЛИРОВАНИЯ ЛИСТОВОГО СТЕКЛА | 1996 |
|
RU2096352C1 |
| СПОСОБ МОЛЛИРОВАНИЯ ИЗДЕЛИЙ ИЗ СТЕКЛА И АНТИАДГЕЗИОННЫЙ СОСТАВ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2015 |
|
RU2635419C2 |
| ТЕРМООБРАБАТЫВАЕМОЕ СТЕКЛЯННОЕ ИЗДЕЛИЕ С НАПЫЛЕННЫМ ПОКРЫТИЕМ | 1992 |
|
RU2093485C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕНЗОРЕЗИСТОРОВ ДЛЯ ИЗМЕРЕНИЯ ДЕФОРМАЦИЙ ПОВЕРХНОСТИ | 2008 |
|
RU2389973C2 |
| СПОСОБ МОЛЛИРОВАНИЯ ИЗДЕЛИЙ ИЗ СТЕКЛА И РАЗДЕЛИТЕЛЬНЫЙ СОСТАВ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2018 |
|
RU2698925C1 |
| СПОСОБ МОЛЛИРОВАНИЯ ЛИСТОВОГО СТЕКЛА | 2007 |
|
RU2345000C2 |
Изобретение может быть использовано в производстве гнутого стекла для транспортных средств преимущественно под действием собственного веса. Сущность изобретения: заготовки стекол вырезают, обрабатывают кромки и моют парные заготовки. Производят распыление на последние алюминевой пудры. Напыленные стекла собирают в пакет и помещают на рамочную форму печи моллирования. В качестве разделительного покрытия используют пудру легкоокисляемого при нагреве металла.
СПОСОБ МОЛЛИРОВАНИЯ ЛИСТОВОГО СТЕКЛА путем нанесения разделительного покрытия на поверхность листов, укладку их в пакет, его нагрева и последующего изгибания, отличающийся тем, что, с целью повышения качества моллирования за счет повышенной прилегаемости стекол друг к другу и снижения себестоимости стекла за счет устранения его мойки, в качестве разделительного покрытия используют пудру легкоокисляемого при нагреве металла.
| Китайгородский И.И | |||
| Технология стекла | |||
| М.: Стройиздат, 1967, с.460-461. |
