Предлагаемое изобретение относится к области производства гнутого листового стекла и может быть использовано на заводах технического стекла при процессе остекления транспортных средств.
Конкретно предлагаемое изобретение касается конструкций печей моллирования поточного типа, используемых для производства автомобильных стекол.
В стекольной промышленности наиболее распространенными являются нагревательные печи для моллирования горизонтальной планировки. Зоны нагрева расположены в таких печах последовательно друг за другом по принципу возрастания температуры, причем непосредственно за зоной моллирования обычно следует зона отжига стекла, не уступающая по своей длине зоне нагрева [1]
Недостатком подобных устройств является горизонтальное размещение зон нагрева и отжига, являющихся наиболее энергоемкими частями устройства. Кроме больших габаритов, это вызывает большие теплопотери, снижающие эффективность тепловой обработки стекла.
Наиболее близким техническим решением к заявляемому следует отнести устройство для моллирования листового стекла вертикальной планировки, в котором зоны нагрева и отжига размещены параллельно друг другу и выполнены в виде вертикальных шахт, а зона моллирования расположена в промежутке между ними [2]
Недостатком этого устройства является встречная направленность конвективных воздушных потоков в вертикальных шахтах в зону моллирования, что создает неравнозначные температурные условия по краям листового стекла, подвергаемого моллированию. Это снижает качество моллирования и в отдельных случаях может привести к разрушению стекла непосредственно в форме.
Целью изобретения является повышение качества моллирования за счет создания кольцевого конвективного потока воздуха в печи.
Поставленная цель реализуется тем, что известное устройство, содержащее вертикальные каналы нагрева и отжига и канал моллирования между ними, дополнительно содержит размещенные в вертикальных каналах конвективные окна и шибер между ними, установленный с возможностью регулировки проходного сечения окон.
При этом конвективные окна размещены выше нижнего обреза вертикальных каналов печи.
На чертеже приведен поперечный разрез устройства.
Устройство для моллирования листового стекла содержит печь 1 моллирования, имеющую П-образную конструкцию и состоящую из вертикального канала 2 нагрева, горизонтального канала 3 молирования и вертикального канала 4 отжига. Под печью 1 смонтирован рольганг 5, снабженный приводом и соединяющий зону 6 загрузки рамочных форм 7 стеклом 8 с зоной 9 выгрузки готовой продукции. Канал 2 нагрева имеет в нижней части упоры 10 для удержания рамочных форм и снабжен подъемником 11, расположенным под каналом 2 соосно с ним. Канал 3 моллирования снабжен потолочными нагревателем 12 и рольгангом 13 транспортировки рамочных форм. Ролики 14 и 15 соответственно начала и конца рольганга 13 снабжены механизмом перемещения (на чертеже не показан). Внизу вертикального канала 4 отжига расположены подвижные упоры 16, а также механизм 17 съема готовых изделий. Нижние обрезы 18 каналов 2 и 4 имеют конвективные окна 19, размещенные друг против друга. В промежутке между каналами 2 и 4 имеется также регулировочный шибер 20, установленный с возможностью изменения проходного сечения окон 19. Наблюдение за процессом моллирования осуществляется визуально через смотровые окна 21. Циркуляция воздушных конвективных потоков в печи 1 осуществляется в соответствии со стрелками 22.
Устройство работает следующим образом.
В зоне 6 загрузки стекло 8 устанавливают на рамочную форму 7, которая находится на рольганге 5. Включают привод рольганга 5 и рамочная форма 7 со стеклом 8 перемещается под вертикальный канал 2 нагрева. Включается подъемник 11, который подхватывает форму 7 и задвигает ее в вертикальный канал 2 нагрева, который заполнен ранее поступившими туда рамочными формами со стеклом. Как только верх формы 7 коснется низа уже находящейся в канале формы со стеклом, упоры 10, удерживающие все формы в канале, убираются и данная форма вдвигается в канал 2. При этом все формы в канале 2 удерживаются и перемещаются подъемником 11. При заходе подаваемой формы 7 в канал 2 ролики 14 отодвигаются, освобождая путь очередной форме в канал 3 моллирования. Как только нижняя плоскость верхней рамочной формы 7 будет на уровне поверхности рольганга 13, движение подъемника 11 прекращается, ролики 14 возвращаются на свое место, а рамочная форма 7 устанавливается на них. Упоры 10 также возвращаются на свое место, частично перекрывая проем канала 2 нагрева. Включается привод подъемника 11 и последний опускается, выходя из канала 2 нагрева. Нижняя плоскость поданной рамочной формы 7 при этом устанавливается на упоры 10. Включается привод рольганга 13 и форма 7 перемещается в канале 3 моллирования, в котором под действием нагревателей 12 стекло нагревается до температуры 640 710oC моллируется под собственным весом. Дойдя до конца рольганга 13, форма 7 с моллированным стеклом останавливается. Включается привод механизма 17 съема, который подается снизу в канал 4 отжига. Верхняя полость механизма 17 съема подходит к нижней плоскости самой нижней рамочной формы 7, находящейся в канале 4 отжига и, подхватив все формы в канале, поднимает из вверх до соприкосновения с формой 7, находящейся в конце рольганга 13. Ролики 15 рольганга 13 убираются, упоры 16, перекрывающие канал 4 отжига снизу, тоже убираются и все рамочные формы 7 опускаются вниз на механизме съема до тех пор, пока нижняя форма 7 со стеклом 8 не встанет на ролики рольганга 5. Упоры 16 возвращаются в исходное положение, поддерживая оставшиеся формы 7 в канале 4 отжига, ролики 15 также занимают исходное положение. Включается привод рольганга 5 и форма 7 с готовым стеклом перемещается в зону 9 выгрузки, где рамочная форма освобождается от стекла и пустая по рольгангу 5 возвращается в зону 6 загрузки.
Теплообменный и нагревательный процессы осуществляются при этом следующим образом. Собственно печь 1 при подобной конструкции, в отличие от прототипа, в котором нагревателями снабжен также канал нагрева, имеет только потолочные нагреватели 12 в канале 3 моллирования. Наличие конвективных окон 19 в каналах 2 и 4 позволяет наладить в печи 1 кольцевое движение нагретого воздуха из канала 3 моллирования. При этом нагретый воздух из канала моллирования поступает в канал 2 нагрева, осуществляя за счет своей высокой температуры предварительный нагрев рамочных форм 7 и стекла 8 на них. Затем воздушный поток через окна 19 в каналах 2 и 4 поступает в зону отжига стекла, осуществляя эффективный отжиг последнего. Следует заметить, что отжиг подогретым воздухом всегда более качествен, чем отжиг холодным воздухом, как это происходит в прототипа. Наличие шибера 20 позволяет количественно регулировать кольцевую конвекцию в печи 1. Подъем последнего усиливает конвекцию, а опускание его, наоборот, позволяет ее уменьшить. Кольцевая конвекция устраняет неравномерный нагрев стекла в зоне 3 моллирования, в которую в данном конкретном случае поступает поток воздуха с усредненной в канале температурой, приближенной по всему значению к температуре моллирования стекла.
Исходя из вышеприведенного, очевидно, что данная конструкция печи 1 моллирования обеспечивает более равномерное распределение температур по каналам 2 и 4 и, что особенно важно, в канале 3 моллирования, что повышает качество моллирования. Конвекция в печи в данном случае вызывается разностью удельных весов нагретого до разных температур воздуха в каналах 2 и 4, а замкнутость конвекционного потока вызывает соответственное усреднение его температур в различных участках. При этом в канале 2 происходит фактическая утилизация тепла из канала 3 на предварительный подогрев форм 7 и стекла 8 на них, что позволяет убрать из этого канала ранее требуемый искусственный подогрев за счет специальных электронагревателей. В зоне отжига происходит усреднение температуры отжига, что позволяет увеличить скорость охлаждения стекла. Более равномерным становится распределение температур и в зоне моллирования, куда воздух поступает из зоны отжига в предварительно подогретом состоянии.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для молирования листового стекла | 1988 |
|
SU1761695A1 |
| СПОСОБ МОЛЛИРОВАНИЯ ЛИСТОВОГО СТЕКЛА | 1991 |
|
RU2029743C1 |
| ПОКРЫТИЕ ДЛЯ ПРЕДОХРАНЕНИЯ СТЕКЛА ПРИ СОВМЕСТНОМ МОЛЛИРОВАНИИ | 1991 |
|
RU2024454C1 |
| Устройство для моллирования стеклоизделий | 1980 |
|
SU874679A1 |
| СПОСОБ ПРОИЗВОДСТВА МНОГОСЛОЙНОГО СТЕКЛА | 1991 |
|
RU2024452C1 |
| СПОСОБ МОЛЛИРОВАНИЯ СТЕКЛОИЗДЕЛИЙ | 2014 |
|
RU2546693C1 |
| Устройство для моллирования листового стекла | 1976 |
|
SU656987A1 |
| УСТРОЙСТВО ДЛЯ ГНУТЬЯ ЛИСТОВОГО СТЕКЛА | 2011 |
|
RU2487088C1 |
| СПОСОБ ВЫРАБОТКИ СТЕКЛОИЗДЕЛИЙ | 1998 |
|
RU2172302C2 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВОГО СТЕКЛА С ТОЛЩИНОЙ, БОЛЬШЕЙ РАВНОВЕСНОЙ | 2000 |
|
RU2181345C2 |
Сущность изобретения: устройство для моллирования листового стекла, включающее вертикальные каналы нагрева и отжига и канал моллирования между ними, содержит размещенные в вертикальных каналах конвективные окна и шибер между ними, установленный с возможностью регулировки проходного сечения окон. Конвективные окна могут быть размещены выше нижнего обреза вертикальных каналов печи. Устройство повышает качество моллирования, экономит энергозатраты на нагрев стекла и форм и повышает производительность за счет увеличения скорости отжига стекла после моллирования. 1 з.п. ф-лы, 1 ил.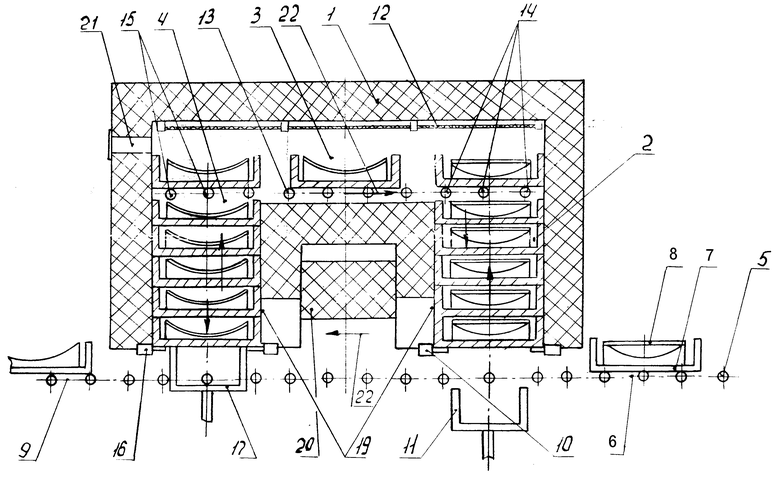
| Устройство для моллирования стеклянных листов | 1987 |
|
SU1577692A3 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Устройство для молирования листового стекла | 1988 |
|
SU1761695A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
