Изобретение относится к гальваническим покрытиям, где применяются различные устройства и механизмы для загрузки насыпью покрываемых деталей и их выдержки при электрохимическом процессе в гальванической ванне покрытия. Наряду с конструкциями гальванических барабанов, транспортируемых по технологическому ряду ванн, манипуляторами или устройствами в автоматических линиях, или применяемых в стационарных барабанах ваннах, и меньшей емкости переносимых вручную, широкое применение находят еще гальванические корзины.
В гальванических барабанах одним из видов токоподвода к покрываемым деталям является конструкция изолированного вне барабана гибкого провода, проходящего через полые подшипниковые пары скольжения, в которых вращается барабан, во внутреннюю полость емкости, где он по всей длине не изолируется и является токоподводом, или в дополнение к проводу на его окончании крепится металлическая шайба, грузик или спираль, для увеличения усилия и поверхности контакта провода с деталями. Такая же конструкция находит применение и в погружных колоколах. В боковых гранях барабана сплошь просверлены мелкие отверстия, и одна из граней или часть ее сделана съемной для загрузки и выгрузки деталей. Барабан посредством цапф, полых подшипников скольжения крепится в металлических изолированных или токонепроводящих боковых щеках, которые в верхней части связаны корпусом или рамой, на которых имеются контактные окончания катодных штанг и захваты для переноса их манипуляторами по технологическому ряду ванн. На корпусе, раме крепятся приводные движитель и редуктор, передающие вращение через ведомое зубчатое колесо, прикрепленное к одному из торцов барабана. В ручных переносных барабанах для покрытия мелких партий для контакта с катодной штангой ванны или без нее - крючки, шинки, рым-болт.
Другая конструкция токоподводов в барабанах для покрытия крупных и мелких деталей - через сквозной, на длине емкости с изолированной поверхностью или через, только на длине подшипниковой пары скольжения, на торцовых частях крепления и вращения барабана, несквозной вал (ось), от него торцовому металлическому диску, крепящемуся к неподводящему торцу емкости с наружной стороны, от него внутренним поверхностям металлического крепежа или рассредоточенным по торцам емкости выступам от металлического диска через торец емкости. Поверхности выступов могут быть заподлицо с внутренней непроводящей плоскостью торца или выступать внутрь емкости в виде штырей, кнопок. Подобная конструкция вместе штырей, кнопок без наружного металлического диска, посредством металлической пластины (круга), приваренной к валу (втулке) и прилегающей к внутренней поверхности торца емкости. Пластина, круг по размерам меньше габаритов торца емкости, т.е. отступают от боковой перфорированной поверхности емкости. Рассматривая особенности качественного токоподвода, контакта деталей с контактной поверхностью во вращающемся барабане необходимо отметить три характеризующих хороший токоподвод фактора: время, в течение которого сохраняется ненарушенным (неизмененным) контакт между токоподводом и деталью за один оборот барабана; усилие, при котором находится контакт за время; максимальное количество одновременно контактирующих деталей с поверхностями токоподвода (по первым двум факторам) в загруженной в барабане партии деталей. В практике гальванических производств большое применение находят конструкции токоподводов тех же пластин, кругов, дисков-колец, по габаритным размерам совпадающим с периметром внутренней боковой перфорированной поверхности емкости. Периферийная соприкасающаяся с внутренней боковой поверхностью емкости внутренняя поверхность торца обладает наилучшими возможностями качественного токоподвода. Перфорация боковой поверхности емкостей сплошная. Для покрытия мелких деталей и партий применяются конструкции ручных переносных гальванических барабанов, только с ведомым зубчатым колесом или блоком, а функции начального звена привода переданы трансмиссионному приводу. От трансмиссии вращение через ведущее зубчатое колесо или блок передается на ведомое зубчатое колесо или блок барабана.
Для восстановления хорошего токоподвода и обеспечения необходимого времени выдержки в ванне покрытия образующиеся наросты анодного металла на боковой перфорированной поверхности емкости необходимо регулярно удалять. Но даже в новом барабане, загруженном в первый раз, силовые линии тока в электролите более сконцентрированы на свободных от контакта с деталями, в данный момент вращения барабана, поверхностях токоподвода, ближе расположенных к аноду. То же явление и в емкостях с конструкциями токоподводов в форме пластины, штырей, кнопок. Недостатком конструкции ручных переносных гальванических барабанов является технологическая непригодность для обработки мелких партий деталей. Можно сделать любой малой величины такой конструкции барабан. Но эта конструкция будет ограничена на партию деталей (100, 1000 шт. деталей). Конструкция не будет обладать технологической универсальностью для различного количества деталей в обрабатываемой партии. Такая конструкция не сокращает необходимость применения гальванических корзин для покрытия мелких партий деталей. В конструкции с ведомым и ведущим блоками требуется значительное усилие натяжения ремня от проскальзывания с блоками.
Целью изобретения является повышение КПД электрохимического процесса покрытия деталей в гальванических барабанах, надежность и межремонтный период работы барабанов, обеспечение технологической универсальности для различного количества деталей в обрабатываемой партии при обработке мелких деталей и партий, сокращение возможности холостого хода, проскальзывания в приводах с ведущим и ведомым блоками.
Цель достигается тем, что перфорация корпуса боковой поверхности емкости произведена отступя от торцов токоподводов, от внутренних поверхностей торцов барабанов, ограничивающих наибольший рабочий объем емкости, на расстоянии 0,17-0,5 диаметра основания барабана, в зависимости от рассеивающей способности электролитов и габаритов барабанов. Максимальная величина, на которую смещается перфорация от торцов с токоподводами, подсказывается при рассмотрении электрохимического процесса покрытия в цилиндрическом барабане с горизонтальной осью вращения. Величина загрузки деталями гальванического барабана 25-35% объема барабана. В случае прямолинейного распространения электрического тока в электролите, характерном для электролитов с плохой рассеивающей и кроющей способностью, без перемешивания электролита, гальванический барабан имеет внутренний диаметр 1/2 D, загружен деталями, завешен в ванну, включен выпрямитель - подан ток на ванну, и на период рассмотрения случая барабан не вращается. Силовая линия электрического поля проходит через отверстие перфорации, находящейся на верхней образующей на расстоянии 1/2 D от торца круга токоподвода барабана. Электролитическое сопротивление перемещению иона в электролите до слоя деталей (0,5 D) и до торца круга токоподвода (равновеликого торцу барабана) приблизительно одинаково. Из этого условия максимального пути силовой линии получают максимальное граничное ограничение 0,5 D для числового отрезка, определяющего смещение перфорации на боковой поверхности емкостей от торцов с токоподводами. При загрузке барабана 35% его объема, при вращении барабана подвижный слой деталей будет приблизительно находиться на величине 0,5 D. Минимальная величина числового отрезка и величины числового промежутка на смещение перфорации зависит от рассеивающей способности электролитов и габаритов емкостей. Смещением перфорации перераспределяются силовые линии тока, уменьшается их пласт, плотность у токоподводов и увеличивается на поверхности деталей. Так как ток на выпрямителе для барабана со сплошной перфорацией корпуса тот же, что и для барабана со смещением перфорации, нарастание анодного металла на токоподводах на последнем протекает значительно меньше. Корпус ручного переносного гальванического барабана на средине его длины разделяется с формоизменением на две равные конические полуемкости, каждая из которых крепится большим основанием с диском токоподвода, противоположно друг другу на концах токопроводящего вала через диск токоподвода двумя металлическими гайками и через диск и винипласт колпачковой консольной гайкой из токонепроводящего материала, при этом наружный торец колпачковой гайки служит креплением посредством болта для торцовой перфорированной крышки загрузочного окна полуемкости, металлические подшипниковые втулки с токопроводящими шинками и щеками корпуса установлены комплектно, каждый комплект между одной полуемкостью и ведомым зубчатым колесом или блоком зафиксирован посредине вала посредством стопорных диска и винта, полуемкости легко заменять с требуемым рабочим объемом загрузки. В ведущем и ведомом блоках по окружности сцепления с ремнем равномерно под 60 -45о впрессованы 6-8 шт. штифтов (нержавеющая ф. 3-10 мм).
На фиг. 1 показана конструкция переносного гальванического барабана для обработки мелких партий деталей с разделенным приводом, с ведущим блоком на трансмиссии.
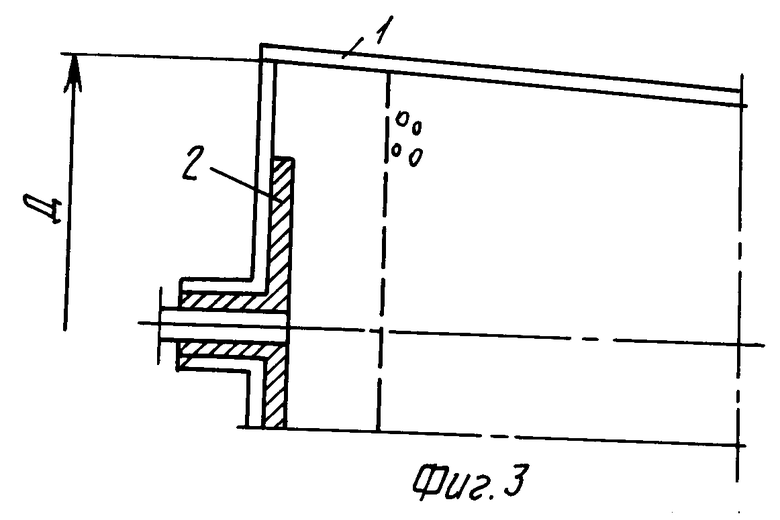
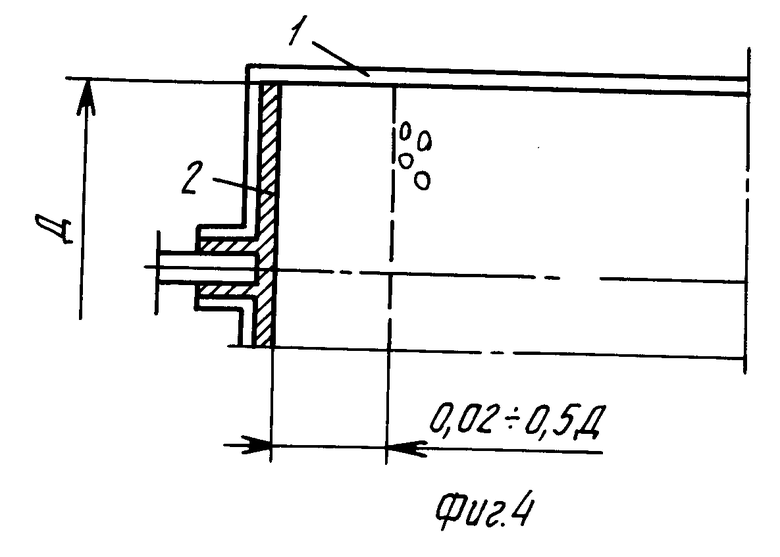
На фиг. 2-4 - базовые внутренние поверхности торцов барабанов с токоподводами, от которых отсчитывается смещение перфорации.
На фиг. 2 штырь токоподвода (по сравнению с кнопками) удлинен, выходит за промежуток смещения перфорации. Но величина смещения перфорации боковой поверхности барабанов отсчитывается не от торца выступа штыря, а от внутренней непроводящей поверхности торца барабана, ограничивающей наибольший рабочий объем емкости. Аналогично на фиг. 3, где выступающая контактная поверхность токоподвода не совпадает с внутренней поверхностью торца барабана, определяющей наибольший объем. На фиг. 4 условие наибольшего объема совпадает с внутренней поверхностью токоподвода и барабана. Максимальная (оптимальная) величина смещения перфорации емкостей для аммиакатных электролитов 0,2 Dвн, для никелирования в сернокислых электролитах 0,3 1 D, для ианистых электролитов 0,4-0,5 D. Для барабанов, емкостей с массовым их изготовлением, без избирательности к свойствам электролитов необходимо смещение 0,2 D. Минимальное смещение перфорации 0,17 D применимо к коротким емкостям Dбараб=1-1,5, для конических емкостей необходимо величину смещения от D основания корректировать один раз от D окружности, на которой начинается перфорация по первому расчету (выводу). Конструкция (фиг. 1) состоит из двух конических барабанов 3, симметрично расположенных от ведомого блока 1 на концах вала проводника 2. Большее основание конуса 14 перекрывается винипластовым торцом 15, который приваривается наружным диаметром к конусу и крепит плотно к конусу диск токоподвода 13. Осевым отверстием диаметром 10 мм диск токоподвода (с собранным конусом) надевается на вал до упора в его кольцевой торец (диаметром 15 - 10 мм). Диск токоподвода стопорится двумя гайками 4 (М10) на валу. На гайки 4 надевается внутренний винипластовый диск-изолятор 16, который прижимается к диску токоподвода кольцевым торцом колпачковой консольной текстолитовой гайки 5, навертываемой на конец вала. Dнар диска изолятора 70 мм, диска токоподвода 120 мм. Со стороны торца, навертываемого на вал, в гайке 5 сделана осевая выборка (колпачок) диаметром 21 мм, глубиной 20 мм; данным колпачком гайка 5 закрывает, экранирует гайки 4. Меньшее основание конуса 14 служит загрузочным окном, перекрываемое крышкой 6. Болт 7 ввертывается в колпачковую гайку 5 и крепит крышку 6 к торцам конуса и гайки. За счет кольцевого торца и большей длины свинчивания с валом, чем с болтом 7, обеспечивается тормозной момент от развинчивания гайки 5, при развинчивании болта 7 при выгрузке деталей из барабана. Текстолитовая втулка 19 имеет по торцу посадочную глухую выборку на толщину материала шинок 10, 24, для профиля нижнего окончания шинок. Втулка 12 впрессовывается в отверстие шинки. На собранную втулку с шинкой, с одного торца напрессовывается втулка 19, с противоположного - втулка 18. При необходимости для прочности соединения втулки 19 и 18 фиксируются между собой по противоположным сторонам, по наружному цилиндру, по горизонтали двумя планочками (не показаны). Каждый конец планки (нержавеющая) соединен с одной втулкой посредством винта М4 (не показан), ввертываемого в глухое отверстие. Таким образом, собран с валом правый барабан. Тогда собранный узел шинки 10 с деталями (12, 18, 29), с двумя планками и 4 шт. винтов надевается на вал до упора в торец барабана. В ведомом блоке 1 и ведущем на трансмиссионном валу блоке (не показан), по окружности сцепления с ремнем 22 (диаметр 100 м) равномерно под 60о впрессовано в глухие и вскрытые отверстия с торца блока по 6 шт. штифтов 8 диаметром 6 мм. Штифты дополнительно с торца придерживаются торцом диска 11. Собранный узел ведомого блока 1 со штифтами 8, стопорным диском 11, двумя болтами 17 (М6, текстолит, нержавеющая), связывающими стопорный диск с блоком, надевается на вал до упора в торец втулки 18. В резьбовое радиальное отверстие стопорного диска 11 ввертывается стопорный винт 9 (М6, нержавеющий), и узел ведомого блока фиксируется на валу винтом 9 при условии свободного скольжения торцов втулок 18, 19 с торцами стопорного диска и полуемкости. Возможен сборный вариант ведомого блока без стопорного диска 11. Стопорный винт 9 ввертывается радиально в средину блока 1. А ограничительные для ремня буртики сборного блока 1 (для возможности нарезки резьбы для винта 9) крепятся к блоку, каждый буртик (диск) тремя болтами 17. Затем на вал надевается собранный узел левой шинки 24 и монтируется левый барабан. Левая 10 и правая 24 шинки по плоскости горизонтального изгиба соединены между собой планкой 23 на винтах 20 (М4 4 шт.) и гайках 21 (8 шт.). Неизолированные поверхности шинок и соединительная планка, начиная от втулок 18, 19 и до величины погружения в электролит, изолируется лентой полихлорвиниловой или листовым винипластом 25. Трехнаправленный изгиб шинок производится в гибочном кондукторе, формовка полуемкостей - на конусе инструмента. Ведомый и ведущий блоки имеют П-образный (вниз от оси) профиль. Ремень 22 из полипропиленовых прядей или полихлорвиниловой трубки перевязывается узелками с расстоянием между узелками 15-35 см. Резьбы на валу правые. Крышка 6 перфорированная. Диаметр отверстий на крышке и корпусе 1,5 мм; по вершинам и центру квадрата со стороной 4 мм. На корпусе от диска токоподвода отверстия насверлены отступя 20 см. Несимметричность шинок 10, правой и левой, обеспечивает универсальность креплений на катодной штанге ванны, как для барабанов прототипов, так и для предлагаемого, так как у одного из прототипов вертикаль ремень-ведущий блок смещена от средины барабана, от загрузочного окна. Точка сопряжения ремня с ведущим и ведомым блоками перемещается не по окружности блоков, а по шестигранной траектории. Усилие передается во времени импульсами скорости (на вершинах шестигранника больше, на плоскостях меньше). Барабаны, период ремонта которых наступил на момент работы их в ванне, по дефекту тугого вращения, при гладкой цилиндрической поверхности блока, не вращались бы. Детали в барабаны удобнее загружать с помощью наклонного лотка - подставки (винипласт). Ось барабанов горизонтальна. Нижняя часть лотка длиной 10 мм в барабане, на выступающую из барабана часть (150-300 мм) загружаются детали. Колпачковая консольная гайка 5 на внешнем торце имеет срезы под ключ и является сменной в зависимости от длины сменного барабана. Для применения предлагаемой конструкции при хромировании деталей насыпью необходимо конструктивные детали из винипласта изготовить из более термостойкого материала, например фторопласта и др., а к периферии диска токоподвода приварить внутренний конус, плотно прилегающий к конусу 14, высотой 20 мм.
Повышается КПД электрохимического процесса при обработке крупных и мелких деталей в гальванических барабанах, межремонтный период работы гальванических барабанов. Пример, при никелировании в сернокислых электролитах барабан со сплошной перфорацией боковой поверхности выдерживает 20-30 грузок, после чего его необходимо ремонтировать, заменять токоподводы, иначе увеличится выдержка. Со смещением перфорации величина выдержки от наростов анодного металла на торцах не увеличивается и при количестве загрузок более 300. Конструкция для покрытия мелких партий значительно сокращает гальванические корзины с ванн электрохимических покрытий и связанные с ними дополнительные энерго-материальные затраты. Улучшаются условия труда. Может быть применен при хромировании деталей вместо подвесочных приспособлений с добавлением токоподвода на конусе. В известной конструкции загруженные детали россыпью в загрузочных камерах поворачиваются с заданным интервалом в предлагаемой с заданной скоростью вращения барабана. Вес барабанов для мелких партий 3,9 кг без деталей. Вес загружаемых деталей (например, винипласт 4х6 ст) 1,2 кг в сумме и обе полуемкости.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРАВЛЕНИЯ РАВНОМЕРНОСТЬЮ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ НА АВТОМАТИЧЕСКОЙ ЛИНИИ | 1994 |
|
RU2086714C1 |
| Устройство для гальванической обработки мелких деталей | 1984 |
|
SU1216259A1 |
| Безосный барабан для гальванических покрытий мелких деталей | 1961 |
|
SU150728A1 |
| УСТРОЙСТВО ДЛЯ ГАЛЬВАНИЧЕСКОЙ ОБРАБОТКИ ПРЕЦИЗИОННЫХ ДЕТАЛЕЙ | 1991 |
|
RU2015210C1 |
| НАСОС-ФОРСУНКА | 2005 |
|
RU2314431C2 |
| Устройство для гальванической обработки мелких деталей | 1978 |
|
SU737509A1 |
| ЛИНИЯ НАНЕСЕНИЯ ГАЛЬВАНОХИМИЧЕСКИХ ПОКРЫТИЙ НА МЕЛКИЕ ДЕТАЛИ | 2013 |
|
RU2552806C2 |
| Устройство для нагрева изделий в электролите | 1980 |
|
SU931760A1 |
| УСТАНОВКА ДЛЯ ИЗМЕЛЬЧЕНИЯ ЗАРЯДОВ ИЗ БАЛЛИСТИТНЫХ ПОРОХОВ | 2006 |
|
RU2314485C1 |
| БАРАБАН ДЛЯ ГАЛЬВАНИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2019 |
|
RU2715272C1 |
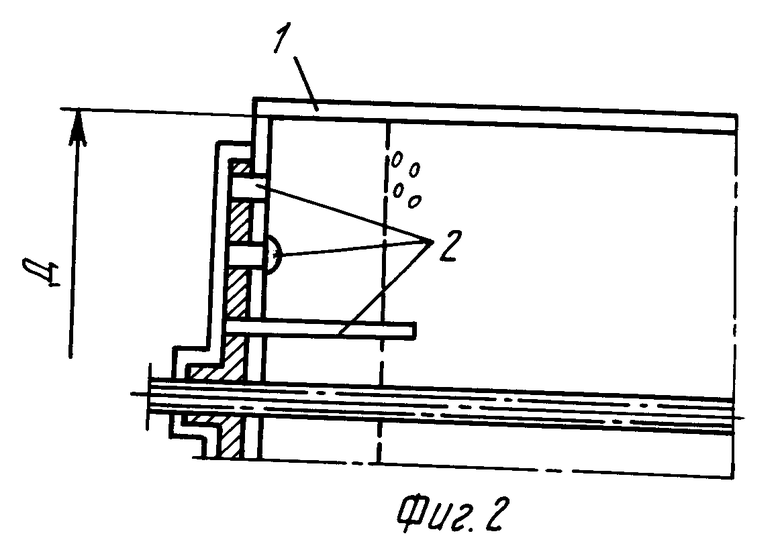
Использование: гальванотехника, в частности при обработке партии деталей насыпью. Сущность изобретения: конструкция состоит из двух конических барабанов 3, симметрично расположенных от ведомого блока 1, на концах вала проводника. Ведомый блок 1 фиксируется на валу посредством двух болтов М6, стопорного диска 11 и стопорного винта 9 и передает крутящий момент валу. Вал с зазором 0,1 - 0,3 мм вращается в двух втулках 12 (нержавеющих), расположенных симметрично относительно блока. Каждая из втулок 12 наружным диаметром впрессована в окончание шинок 10 крепления барабана с катодной штангой ванны. Шинки из нержавеющего листа 2 - 3 мм. Изоляторами для втулок 12 и окончаний шинок служат две текстолитовых втулки, напрессованных на втулку 12 и имеющих зазор 1 мм с валом и зазоры 0,1 мм с торцами барабана и блока. По окружности сцепления диаметром 100 мм блока с ремнем равномерно под 60° впрессовано в глухие и вскрытые отверстия с торца блока шесть штифтов 8 диаметром 6 мм. Штифты дополнительно с торца придерживаются диском 11. Диск токопровода 13 наружным диаметром плотно прижат к большому диаметру конуса барабана винипластовым торцом на сварке. Осевым отверстием диаметром 10 мм диск токоподвода (с собранным корпусом) надевается на конец вала до упора в его кольцевой торец (диаметр 15 - 10 мм). Диск токоподвода стопорится двумя гайками 4 (М10). На гайки 4 надевается внутренний винипластовый диск, который прижимается к диску токоподвода кольцевым торцом колпачковой консольной текстолитовой гайки 5, навертываемой на конец вала. За счет кольцевого торца и большей длины свинчивания с валом, чем с болтом 7, обеспечивается тормозной момент от развинчивания гайки 5 при развинчивании болта 7 (при выгрузке деталей из барабана). Все резьбы в соединениях правые. Крышка 6 перфорированная. Диаметр отверстий на крышке и корпусе 1,5 мм, по вершинам и центру квадрата со стороной 4 мм. На корпусе от диска токоподвода отверстия насверлены отступя 20 мм. Несимметричность шинок 10, правой и левой, обеспечивает универсальность креплений на катодной штанге ванн. Вертикаль ремень-ведущий блок смещена от средины барабана от загрузочного окна. Детали в барабаны удобнее загружать с помощью наклонного лотка-подставки (винипласт). Ось барабанов горизонтальна, нижняя часть лотка имеет длину 10 мм. 3 з.п.ф-лы, 4 ил.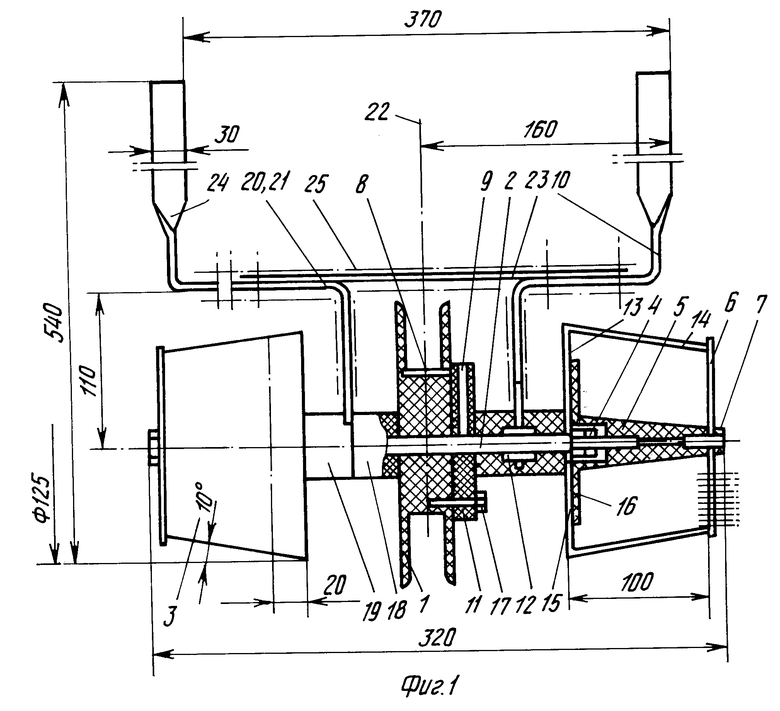
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Вайнер Я.В | |||
| и Дасоян М.А | |||
| Оборудование цехов электрохимических покрытий, М | |||
| - Л., 1961, с.184. | |||
