Изобретение относится к средствам автоматики и может быть использовано в качестве средства получения информации для систем автоматического управления технологическим оборудованием.
Известно, что в системах автоматического управления электроприводом сигналы, пропорциональные току, снимаются с шунтов или трансформаторов тока. Эти сигналы используются как в чистом виде, так и преобразованные для выделения сигналов, соответствующих ЭДС, мощности, потоку и т.д. Основными проблемами при создании датчиков тока являются проблемы гальванического разделения силовых цепей и цепей управления, проблемы обеспечения высокого быстродействия и точности.
Близким техническим решением, выбранным в качестве прототипа является фотоголовка ФГ60-11 фотореле ФРСУ. Работа фотоголовки основана на восприятии фоторезистором модулированного электромагнитным модулятором светового потока от нагретого металла, в спектр которого входит инфракрасное излучение. Сигнал, снимаемый с фоторезистора, усиливается по переменной составляющей, затем преобразуется в сигнал постоянного напряжения и подается на усилитель мощности.
Недостатком прототипа является невозможность определить момент захвата заготовки валками шаропрокатного стана. Фотоголовка ФГ60-11 срабатывает при появлении перед объективом нагретого металла независимо от того вращается он вокруг своей оси, движется поступательно или неподвижен.
Целью изобретения является бесконтактное определение момента захвата головки валками шаропрокатного стана без использования силовых цепей электропривода, обеспечение быстродействия, повышение точности.
Поставленная цель достигается тем, что датчик, содержащий фотоприемник светового потока, выход которого подключен к входу усилителя, последовательно соединенного с фильтром, вторым усилителем, компаратором, частотомером и триггером, выделяет переменную составляющую модулированного светового потока от вращающейся нагретой заготовки, подсчитывает количество периодов частоты модуляции за измерительный интервал времени, и если частота модуляции соответствует частоте, возникающей при вращении заготовки, то датчик формирует сигнал момента захвата заготовки валками стана.
В предлагаемое устройство введены дополнительные узлы: фильтр, компаратор, частотомер, формирователь импульса, следовательно техническое решение отвечает критерию "существенные отличия". Определение момента захвата происходит следующим образом. Заготовка при прокатке движется в сторону прокатных валков стана поступательно и вращается вокруг своей оси. Заготовка, нагретая до 700-800оС, излучает световой поток. На поверхности заготовки при ее нагревании образуется окалина, следовательно, световой поток с разных участков поверхности будет неодинаков. При вращении заготовки происходит модуляция светового потока в точке, находящейся на поверхности заготовки, на которую направлен объектив датчика. В связи с тем, что окалина расположена на поверхности, заготовки неравномерно, то спектр модулирующей частоты занимает определенную полосу частот. Частота модуляции светового потока зависит и от скорости вращения заготовки. Минимальные частоты спектра при наименьшей скорости проката и наибольшей по диаметру заготовке. Максимальные частоты при противоположных условиях - наибольшей скорости проката и наименьшей по диаметру заготовке. При различных условиях проката для определения момента захвата заготовки валками достаточно выделить из полосы частот переменной составляющей модулированного светового потока среднюю частоту, которая присутствует в спектре при любых условиях проката.
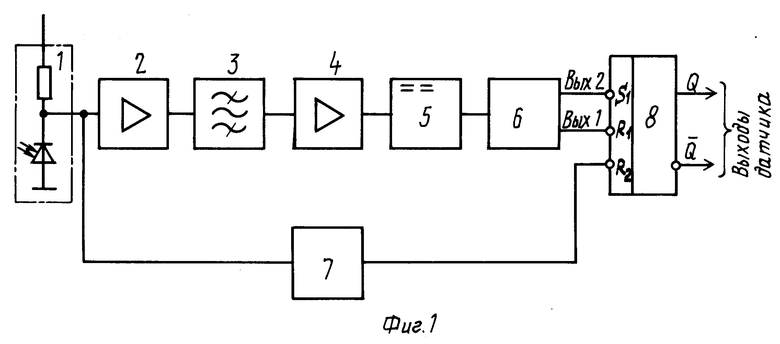
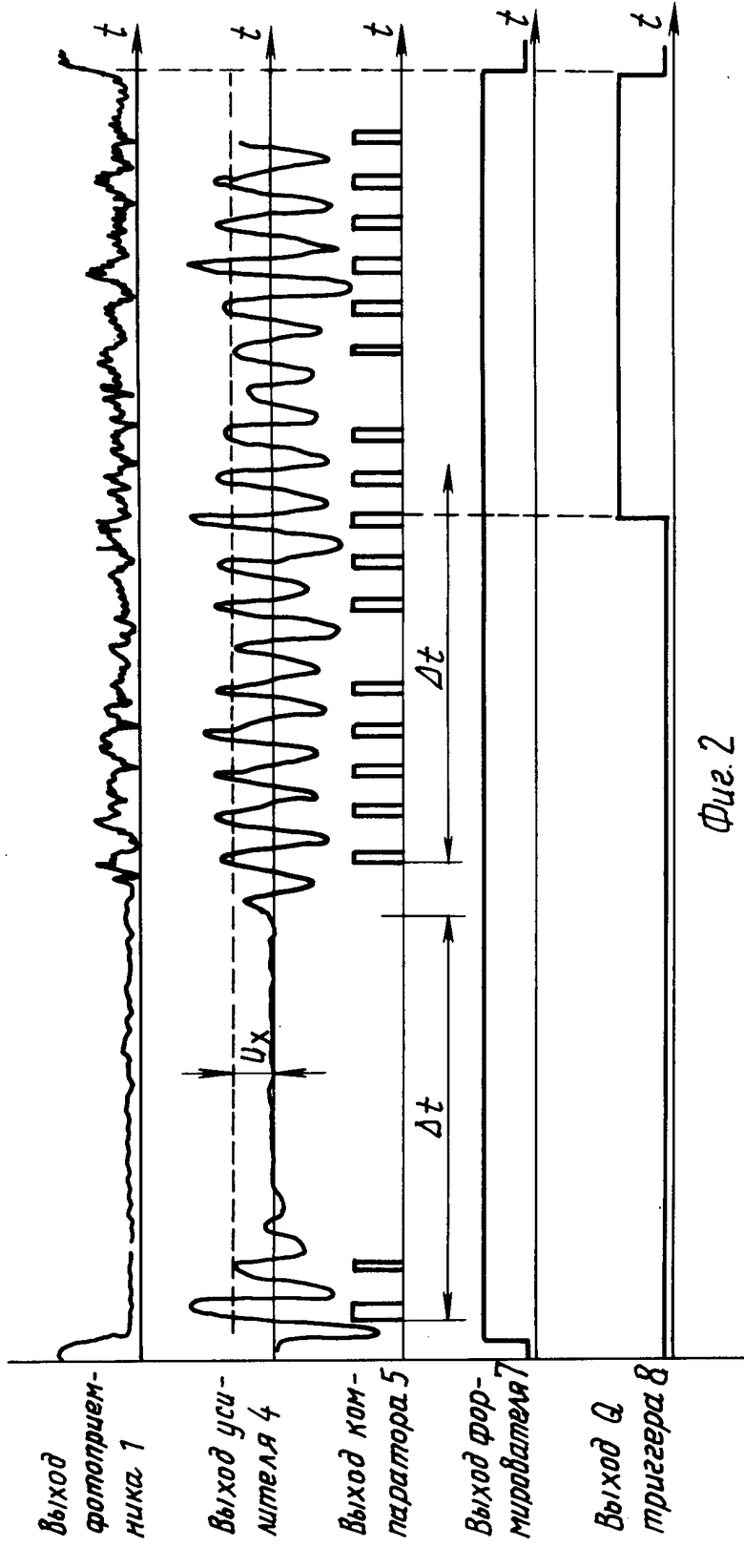
На фиг. 1 представлен предлагаемый датчик; на фиг. 2 - временные диаграммы, поясняющие работу предлагаемого датчика.
Датчик содержит фотоприемник 1, два усилителя 2 и 4, фильтр 3, компаратор 5, частотомер 6, формирователь импульсов 7 и триггер 8.
Датчик работает следующим образом.
Фотоприемник 1 воспринимает модулированный световой поток от нагретой заготовки. Фотоприемник включен в фотодиодном режиме. Переменная составляющая сигнала, снимаемая с фотоприемника 1, поступает на усилитель 2. Усиленный сигнал поступает на фильтр 3. На фильтре 3 выделяется сигнал, частота которого характерна только для вращающейся заготовки. Через усилитель 4 сигнал передается на вход компаратора 5 для согласования с частотомером 6 - цифровой частью датчика. Дальнейшая обработка сигнала осуществляется частотомером 6, измеряющим частоту электронно-счетным методом, который основан на счете количества периодов измеряемого сигнала за образцовый интервал времени. Импульсы с частотой, равной резонансной частоте фильтра 3, поступают с выхода компаратора 5 на счетный вход счетчика частотомера. Ход, накопившийся за время измерительного интервала, дешифрируется, и в случае накопления на счетчике импульсов с второго выхода частотомера снимается сигнал низкого уровня, который поступает на установочный первый вход триггера 8, переключая его в единичное состояние Q и Q. Выходы триггера 8 являются выходными датчика для определения момента захвата заготовки валками стана. Триггер 8 остается в единичном состоянии, пока заготовка находится перед объективом датчика. Когда заготовка уходит из поля зрения датчика на выходе формирователя 7 устанавливается низкий уровень, который срабатывает триггер 8 через R2-вход в исходное нулевое состояние. Если перед объективом датчика появляется следующая заготовка, то на выходе формирователя 7 устанавливается высокий уровень, тем самым разрешая установку триггера 8 в единичное состояние при условии прихода сигнала низкого уровня на установочный S1-вход с выхода частотомера 6. При включении питания в частотомере начинает формироваться измерительный интервал времени и сигнал сброса на первом выходе частотомера, который подключен к R1-входу триггера 8.
Преимущества заявляемого датчика в том, что датчик позволяет определять бесконтактным способом момент захвата заготовки валками шаропрокатного стана, обеспечивает быстродействие и точность, гальваническое разделение силовых цепей и цепей управления электропривода. Применение предложенного датчика позволяет автоматизировать технологический процесс.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ регулирования частоты вращения валков шаропрокатного стана | 2023 |
|
RU2810432C1 |
| Устройство управления натяжением заготовок в многониточной непрерывной группе клетей мелкосортно-проволочного стана | 1985 |
|
SU1276388A1 |
| СПОСОБ РЕГУЛИРОВАНИЯ ЧАСТОТЫ ВРАЩЕНИЯ ВАЛКОВ ШАРОПРОКАТНЫХ СТАНОВ | 2019 |
|
RU2723342C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК КОРПУСОВ ДЛЯ БЕТОНОБОЙНЫХ И БРОНЕБОЙНЫХ СНАРЯДОВ | 2017 |
|
RU2659442C1 |
| Устройство для безотходного раскроя проката | 1987 |
|
SU1493397A1 |
| Устройство для контроля наличия металла в клети прокатного стана | 1988 |
|
SU1650298A1 |
| Устройство контроля заполнения межклетевого промежутка при многониточной прокатке | 1985 |
|
SU1308411A1 |
| Датчик наличия металла в двухниточной прокатной клети | 1989 |
|
SU1632536A1 |
| Устройство для контроля температуры заготовок перед прокаткой | 1990 |
|
SU1763062A1 |
| Устройство косвенного регулирования размеров проката в непрерывной группе клетей мелкосортно-проволочного стана | 1987 |
|
SU1414488A1 |
Использование: получение информации для систем автоматического управления прокатным оборудованием. Сущность изобретения: датчик содержит фотоприемник, два конденсатора, два усилителя, фильтр, компаратор, частомер, триггер, формирователь импульсов. 2 ил.
ДАТЧИК ДЛЯ ОПРЕДЕЛЕНИЯ МОМЕНТА ЗАХВАТА ЗАГОТОВКИ ВАЛКАМИ ШАРОПРОКАТНОГО СТАНА, содержащий фотоприемник светового потока, излучаемого заготовкой, выход которого соединен с входом усилителя, отличающийся тем, что, с целью бесконтактного определения момента захвата заготовки валками, он снабжен фильтром, усилителем, компаратором, частотомером, формирователем импульсов и триггером, R1-вход которого соединен с первым выходом частотомера, R2-вход триггера соединен с выходом формирователя импульсов, вход которого соединен с выходом фотоприемника светового потока, выход первого усилителя соединен с входом фильтра, выход которого через компаратор и второй усилитель соединен с входом частотомера, выход которого соединен с S1-входом триггера, выход которого является выходом датчика.
| Фотореле спиральное унифицированное серии ФРСУ | |||
| Прибор для промывания газов | 1922 |
|
SU20A1 |
