05
СО
00
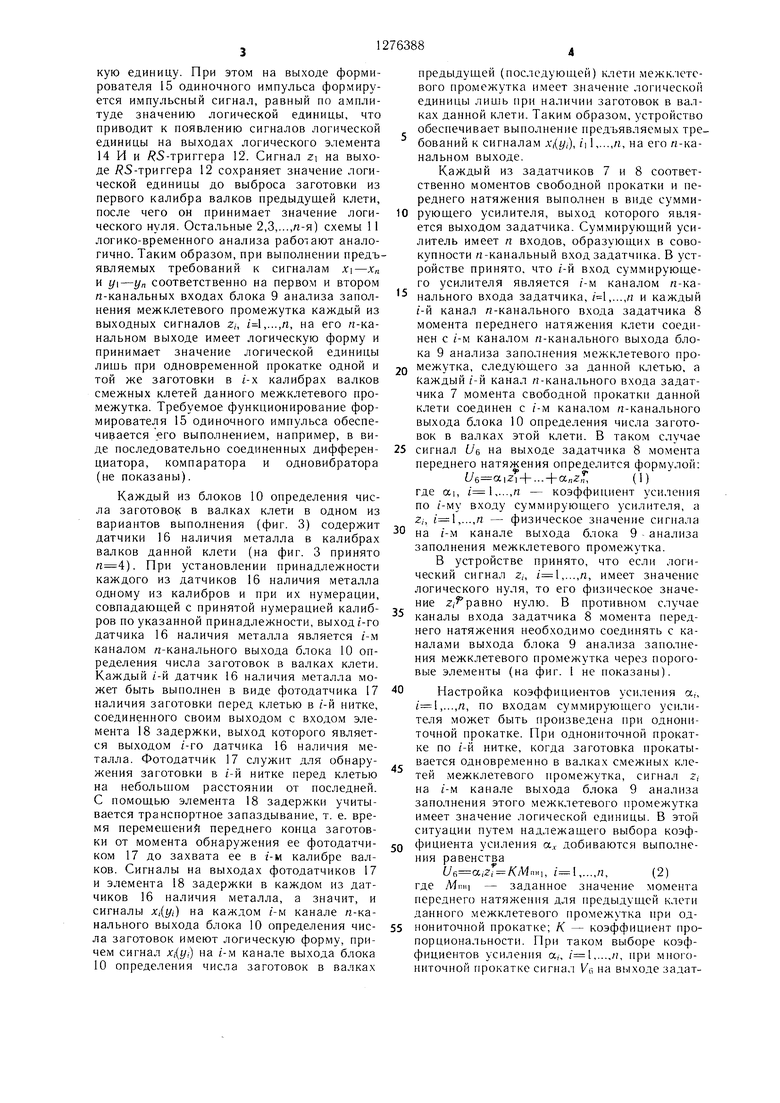
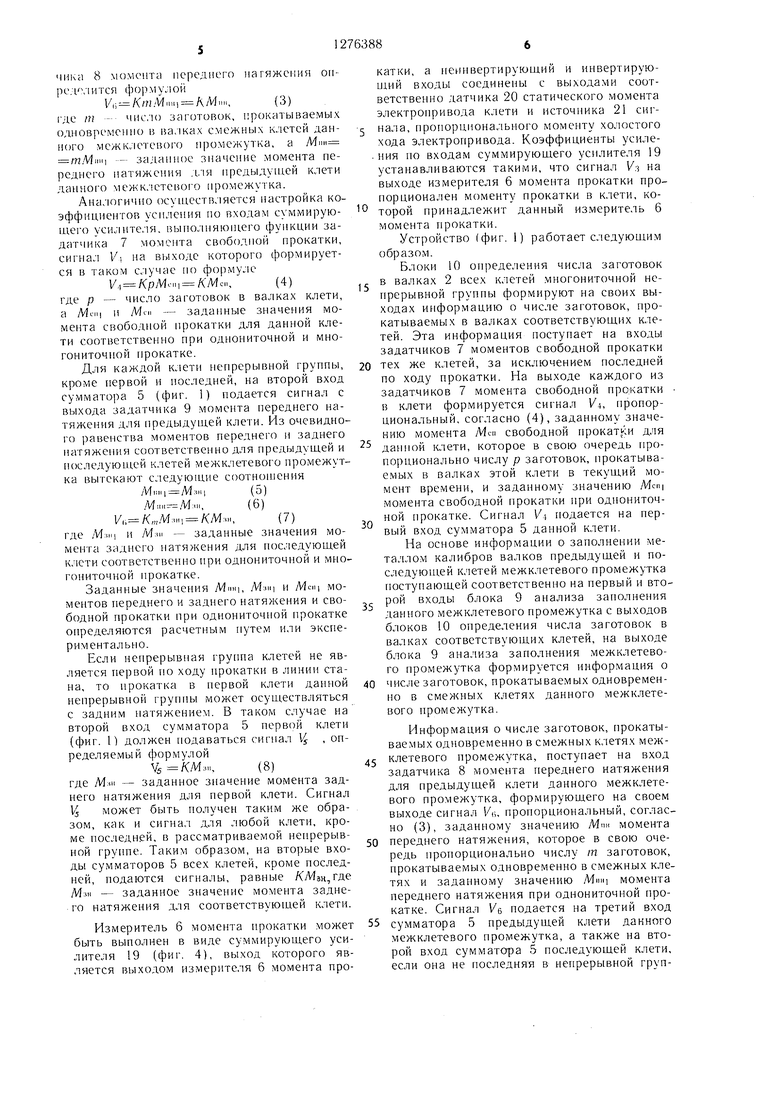
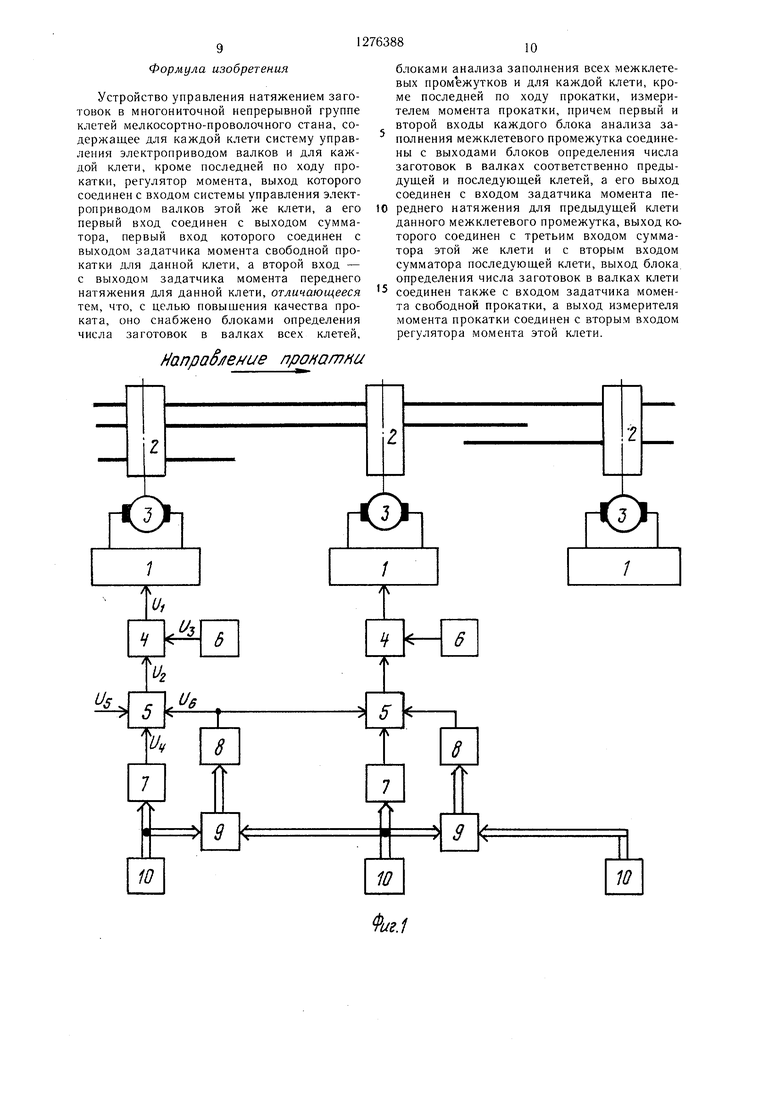
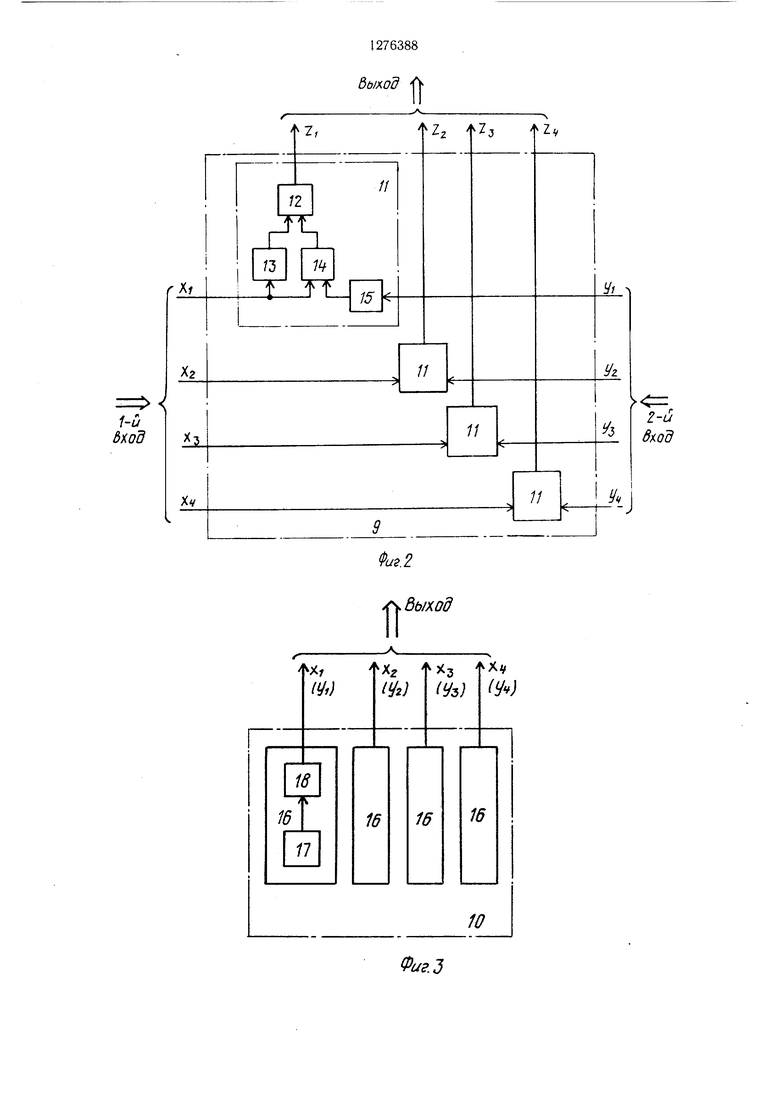
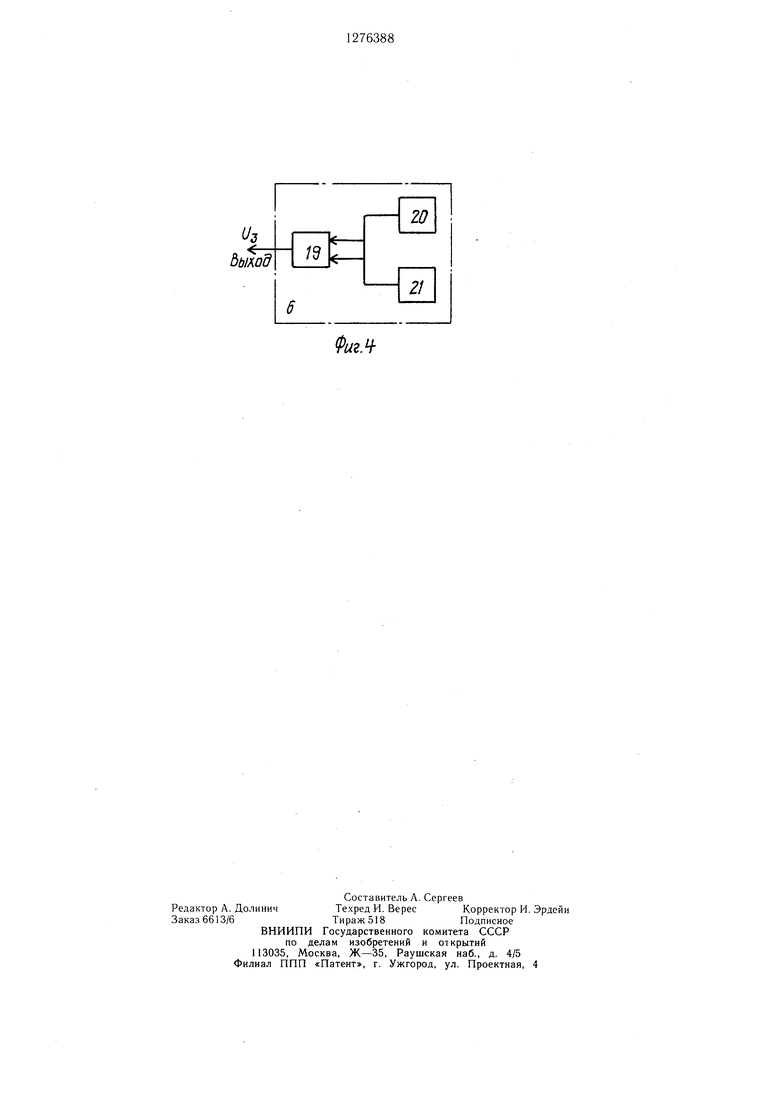
00 Изобретение относится к автоматизации прокатного производства и может быть использовано на многониточных непрерывных мелкосортно-ироволочных станах, например на станах для производства катанки. Целью изобретения является новышение качества проката. На фиг. 1 представлена функциональная схема устройства управления натяжением заготовок в многониточной непрерывнои группе клетей мелкосортно-проволочного стана; на фиг. 2 - функциональная схема блока анализа заполнения межклетевого нромежутка; на фиг. 3 - функциональная схема блока определения числа заготовок в валках клетей; на фиг. 4 - функциональная схема измерителя момента прокатки. Функциональная схема устройства для каждой клети содержит систему 1 управления электродвигателями 3 валков клетей 2, регулятор 4 момента, сумматор 5, измеритель б момента прокатки, задатчик 7 момента свободной прокатки, задатчик 8 момента переднего натяжения, блок 9 анализа заполнения межклетевого промежутка, блок 10 определения числа заготовок в валках клети, выход которого соединен с соответствующими входами блоков 9 анализа запо;1неиия смежных межклетевых промежутков и задатчика 7 момента свободной прокатки данной клети, выход которого соединен с одним из входов сумматора 5 данной клети, другие входы которого соединены с выходами задатчиков 8 момента переднего натяжения предыдущей и последующей клетей соответственно, входы которых соединены с выходами блоков 9 анализа заполнения предыдущего и последующего межклетевых промежутков, выход сумматора 5 соединен с входом регулятора 4 момента, другой вход которого соединен с выходом измерителя 6 момента прокатки данной клети, выход регулятора 4 момента соединен с входом системы 1 управления электродвигателя валков данной клети. Блок 9 анализа заполнения межклетевого промежутка (фиг. 2) выполнен в виде п одинаковых по устройству схем 11 логико-временного анализа, где п - число ниток в непрерывной группе клетей (на фиг. 2 для определенности принято ). Каждая из схем 11 логико-временного анализа предназначена для обнаружения технологической ситуации одновременной прокатки заготовки в смежных клетях данного межклетевого промежутка по одной из ниток. В связи с этим устанавливается принадлежность каждой из схем 11 логико-временного анализа одной из ниток путем совпадающей нумерации от 1 до « ниток, принадлежащих им схем 11 логико-временного анализа и калибров валков смежных клетей данного межклетевого промежутка. Цервый и второй входы каждой г-й схемы 11 логико-временного анализа, г,...,«, предназначены для подачи на них соответственно сигналов X, и у, логической формы, принимающих значения логической единицы лншь при наличии металла в г-х калибрах валков соответственно предыдущей н последующей клетей данного межклетевого промежутка. Цифровой индекс i входов и выхода каждой из схем 11 логико-временного анализа совпадает с ее номером. Совокупности пер, р, выходов всех схем 11 логико-временного анализа образуют пканальные соответственно первый и второй входы и выход блока 9 анализа заполнения межклетевого промежутка. Каждому из каналов первого и второго входов и выхода блока 9 анализа заполнения межклетевого промежутка присваивается номер , совпадающий с номером схемы 11 логиковременного анализа, первым и вторым входом и выходом которой они являются. Каждая г-я схема 11 логико-временного анализа, ,...,rt, может быть выполнена в виде / 5-триггера 12, выход которого является вы-ходом данной схемы логико-временного анализа, вход сброса / 5-триггера соединен с выходом логического элемента 13 НЕ, а вход установки / 5-три1. соединен с выходом логического элемента 14 И, соединенного своим первым входом с выходом формирователя 15 одиночного импульса, причем вход последнего является вторым входом данной схемы 11 логико-временного анализа, а второй вход логического элемента 14 И объединен с входом логического элемента 13 НЕ и является первым входом данной схемы логико-временного анализа. Црн отсутствии металла в первом калибре валков предыдущей клети данного межклетевого промежутка сигнал Xi на первом входе первой схемы И логико-временного анализа имеет значение логического нуля. При этом сигналы на выходах логических сигналов 13 НЕ и 14 И соответственно имеют значение логических единицы и нуля, сигнал z, на выходе / 5-триггера 12 первой схемы 11 логико-временного анализа имеет значение логического нуля. При заполнении металлом первого калибра предыдущей клети сигнал Х принимает значение логической единицы, сигнал на выходе логического элемента 13 НЕ принимает значение логического нуля, а сигнал на выходе логического элемента 14 И и сигнал z на выходе / 5-триггера 12 сохраняют значение логического нуля. После захвата заготовки в первом калибре валков последующей клети данного межклетевого промежутка создается ситуация одновременной прокатки заготовки в смежных клетях по первой нитке. Возникновение этой ситуации сопровождается изменением значения сигнала yi на втором входе первой схемы 11 логико-временного анализа с логического нуля на логическую единицу. При этом на выходе формирователя 15 одиночного импульса формируется импульсный сигнал, равный по амплитуде значению логической единицы, что приводит к появлению сигналов логической единицы на выходах логического элемента 14 И и / 5-триггера 12. Сигнал z на выходе / 5-триггера 12 сохраняет значение логической единицы до выброса заготовки из первого калибра валков предыдущей клети, после чего он принимает значение логического нуля. Остальные 2,3,...,п-я) схемы 11 логико-временного анализа работают аналогично. Таким образом, при выполнении предъявляемых требований к сигналам и г/1-УП соответственно на первом и втором п-канальных входах блока 9 анализа заполнения межклетевого промежутка каждый из выходных сигналов 2/, i-,...,n, на его п-канальном выходе имеет логическую форму и принимает значение логической единицы лищь при одновременной прокатке одной и той же заготовки в /-х калибрах валков смежных клетей данного межклетевого промежутка. Требуемое функционирование формирователя 15 одиночного импульса обеспечивается его выполнением, например, в виде последовательно соединенных дифференциатора, компаратора и одновибратора (не показаны). Каждый из блоков 10 определения числа 3aroTOBOt« в валках клети в одном из вариантов выполнения (фиг. 3) содержит датчики 16 наличия .металла в калибрах валков данной клети (на фиг. 3 принято ). При установлении принадлежности каждого из датчиков 16 наличия металла одному из калибров и при их нумерации. совпадающей с принятой нумерацией калибров по указанной принадлежности, выход (-го датчика 16 наличия металла является /-м каналом л-канального выхода 6viOKa 10 определения числа заготовок в валках клети. Каждый г-й датчик 16 наличия .металла может быть выполнен в виде фотодатчика 17 наличия заготовки перед клетью в г-й нитке, соединенного своим выходом с входом элемента 18 задержки, выход которого является выходом г-го датчика 16 наличия металла. Фотодатчик 17 служит для обнаружения заготовки в /-и нитке перед клетью на небольшом расстоянии от последней. С помощью элемента 18 задержки учитывается транспортное запаздывание, т. е. время перемещений переднего конца заготовки от момента обнаружения ее фотодатчиком 17 до захвата ее в г-м калибре валков. Сигналы на выходах фотодатчиков 17 и элемента 18 задержки в каждом из датчиков 16 наличия металла, а значит, и сигналы Xiiyt) на каждом г-м канале п-канального выхода блока 10 определения числа заготовок имеют логическую форму, причем сигнал Х{У{) на /-м канале выхода блока 10 определения числа заготовок в валках
предыдущей (последующей) клети межклетсвого промежутка имеет значение логической единицы лищь при наличии заготовок в валках данной клети. Таким образом, устройство обеспечивает выполнение нредъявляемых требований к сигналам х{у, i,...,«, на его п,-канальном выходе.
Каждый из задатчиков 7 и 8 соответственно моментов свободной прокатки и переднего натяжения выполнен в виде суммирующего усилителя, выход которого является выходом задатчика. Суммирующий усилитель имеет п входов, образующих в совокупности п-канальный вход задатчика. В устройстве принято, что j-й вход суммирующего усилителя является /-м каналом п-канального входа задатчика, /,...,п и каждый г-й канал п-канального входа задатчика 8 момента переднего натяжения клети соединен с г-м каналом п-канального выхода блока 9 анализа заполнения .межклетевого промежутка, следующего за данной клетью, а Каждый г-и канал «-канального входа задатчика 7 момента свободной прокатки данной клети соединен с (-м каналом п-канального выхода блока 10 определения числа заготовок в валках этой клети. В таком случае сигнал Le на выходе задатчика 8 момента переднего натяжения определится формулой: L6 ai2T-f ...-|-а„г;,ь(1) где tti, ,...,п - коэффициент усиления по /-му входу суммирующего усилителя, а 2,, г,...,« - физическое значение сигнала на г-м канале выхода блока 9 - анализа заполнения межклетевого промежутка. В устройстве принято, что если логический сигнал 2,, /,...,га, имеет значение логического нуля, то его физическое значе нулю. В противном случае каналы входа задатчика 8 момента переднего натяжения необходимо соединять с каналами выхода блока 9 анализа заполнения межклетевого промежутка через пороговые элементы (на фиг. 1 не показаны). Настройка коэффициентов усиления а,, ,...,/г, по входам суммирующего усилителя может быть произведена при однониточной прокатке. При однониточной прокатке по /-Й нитке, когда заготовка прокатывается одновременно в валках смежных клетей межклетевого нромежутка, сигнал 2, на г-м канале выхода блока 9 анализа заполнения этого межклетевого промежутка имеет значение логической единицы. В этой ситуации путем надлежащего выбора коэффициента усиления a,v добиваются выполнения равенства {У(,2Г А:Л1п„|, ,(2) где Мп1.| - заданное значение момента переднего натяжения для предыдущей клети данного межклетевого промежутка мри однониточной прокатке; К - коэффициент пропорциональности. При таком выборе коэффициентов усиления а,, /,...,«, ири многониточной прокатке сигнал Vr, на выходе задатчика 8 мо км1та псредпего натяжения опредмится формулой
1/,, / ш/Ип„, ЛМ„н,(3)
|дс П1 - чис.К) заготовок, прокатываемых одновременно и палках смежных клетей данного межк;1етево1т:1 нромежутка, а Мт m.MiMi| - заданное значение момента переднего натяжения д.-1я предыдущей клети данного межк, етевого нромежутка.
Аналогично осунгеетвляетея наетройка коэффициентов уенлення но входам суммируюlueio уеилителя. выиолняюн1его функции задатчика 7 момента свободной нрокатки, сигнал 1- на выходе которого формируется в таком случае но форму.те
V., /(p/Vln,| KMc,,,(4)
где р - число заготовок в валках клети, а УИп1| и Мч1 - заданные значения момента свободной нрокатки для данной клети соответственно нри однониточной и многониточной прокатке.
Для каждой клети непрерывной груины, кроме первой и последней, на второй вход сумматора 5 (фиг. 1) подается сигнал с выхода задатчика 9 момента переднего натяжения для предыдущей клети. Из очевидного равенства моментов переднего н заднего натяжения соответственно для нредыдуш,ей и последующей клетей межклетевого нромежутка вытекают следующие соотнон.1енпя
/Ммп,Мзи|(5)
./Мп„:г М:..1,(6)
(,„,М.и, Л:М:.„,(7)
где ,Vf:iM| и - заданные значения момепта заднего натяжения для последуюнлей клети соответственно нри однониточной и многониточной нрокатке.
Заданные значения Мн«, Млч и Mcni моментов переднего и заднего натяжения и свободной прокатки при однониточной прокатке определяются расчетным путем нли экспериментально.
Если ненрерывная группа клетей не является первой но ходу прокатки в линии стана, то нрокатка в нервой клети данной непрерывной группы может осуществляться с задним натяжением. В таком случае на второй вход сумматора 5 первой клети (фиг. 1) должен подаваться сигнал Ц , определяемый формулой
(M:..,,(8)
где М-м - заданное значение момента заднего натяжения для нервой клети. Сигнал Ц может быть нолучен таким же образом, как и сигнал для любой клети, кроме нос.чедней, в рассматриваемой ненрерывной группе. Таким образом, на вторые входы сумматоров 5 всех клетей, кроме последней, подаются сигналы, равные /(Мгн,где Мм - заданное значение момента заднего натяжения для соответствующей клети.
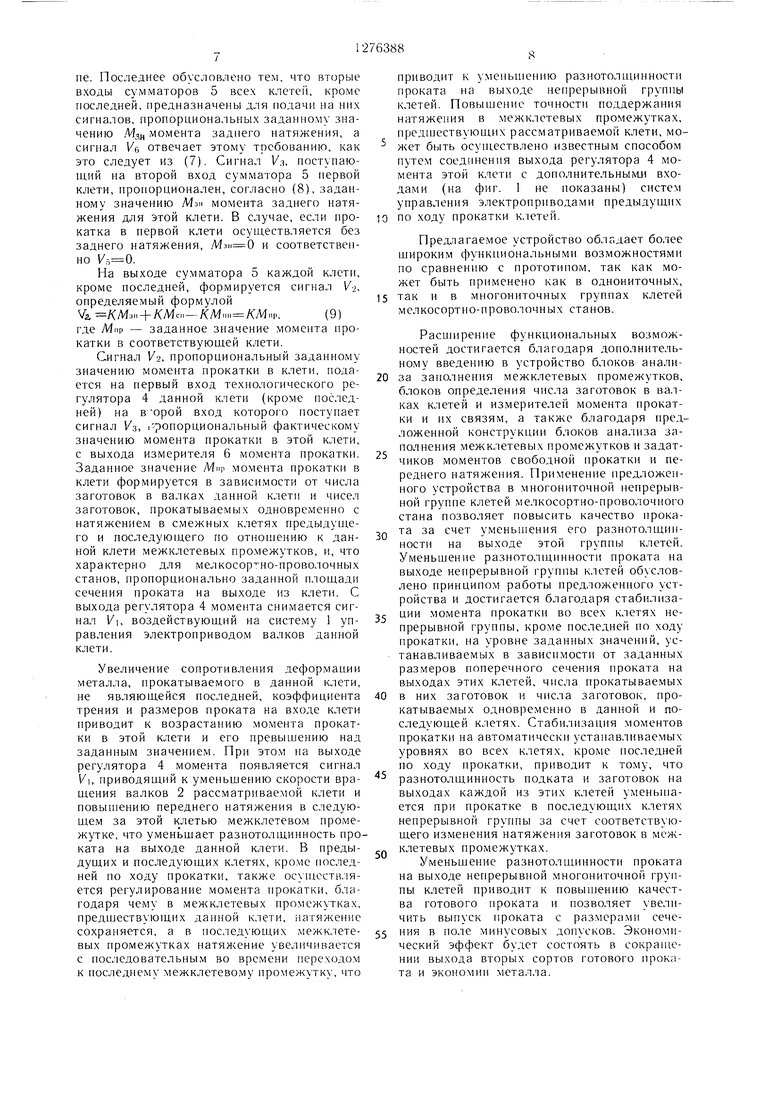
Измеритель 6 момента нрокатки может быть выполнен в виде суммирующего усилителя 19 (фиг. 4), выход которого является выходом измерителя 6 момента прокатки, а неинвертирующии и инвертируюн:ий входы соединены с выходами соответственно датчика 20 статического момента электропривода клети и источника 21 сигнала, пропорцпонального моменту холостого хода электропривода. Коэффициенты усиле. ния но входам суммирующего усилителя 19 устанавливаются такими, что сигнал V.-s на выходе измерителя 6 момента прокатки пропорционален моменту прокатки в клети, ко торой принадлежит данный измеритель 6 момента прокатки.
Устройство (фиг. 1) работает следующим образом.
Блоки 10 определения числа заготовок в валках 2 всех клетей многониточной неирерывной группы формируют на своих выходах ииформацию о числе заготовок, нрокатываемых в валках соответствующих клетей. Эта информация поступает на входы задатчиков 7 моментов свободной прокатки
0 тех же клетей, за исключением последней по ходу прокатки. На выходе каждого из задатчиков 7 момента свободной прО:катки в клети формируется сигнал Vt, пропорциональный, согласно (4), заданному значению момента Меи свободной прокатки для данной клети, которое в свою очередь пропорционально числу р заготовок, прокатываемых в валках этой клети в текущий момент времени, и заданному значению Mcni момента свободной прокатки нри однониточной нрокатке. Сигнал подается на первый вход сумматора 5 данной клети.
На основе информации о заполнении металлом калибров валков предыдущей и последующей клетей межклетевого промежутка поступающей соответственно на нервы и и вто. рой входы блока 9 анализа занолнения данного межклетевого промежутка с выходов блоков 10 определения числа заготовок в валках соответствующих клетей, на выходе блока 9 анализа заполнения межклетевого промежутка формируется информация о
числе заготовок, прокатываемых одновременно в смежных клетях данного межклетевого промежутка.
Информация о числе заготовок, прокатываемых одновременно в смежных клетях меж5 клетевого промежутка, поступает на вход задатчика 8 момента переднего натяжения для предыдущей клети данного межклетевого промежутка, формирующего на своем выходе сигнал Ve, пронорциональный, согласно (3), заданному значению Мпн момента
0 переднего натяжения, которое в свою очередь пропорционально числу т заготовок, прокатываемых одновременно в смежных клетях и заданному значению Мин момента переднего натяжения при однониточной прокатке. Сигнал V& подается на третий вход
5 сумматора 5 предыдущей клети данного межклетевого нромежутка, а также на второй вход сумматора 5 последующей клети, если она не последняя в непрерывной группе. Последнее обусловлено тем, что вторые входы сумматоров 5 всех клетеС, кроме последней, предназначены для подачи на ннх сигналов, пропорцнональных заданному значению Мзн момента заднего натяжения, а сигнал 1/6 отвечает этому требованию, как это следует из (7). Сигнал У;, ностунающий на второй вход сумматора 5 первой клети, пропорционален, согласно (8), заданному значению Мзн момента заднего натяжения для этой клети. В случае, если нрокатка в нервой клети осуществляется без заднего натяжения, и соответственно (. На выходе сумматора 5 каждой клети, кроме последней, формируется сигнал Кз, определяемый формулой Va /(/Мзн+л:мсп-Л:М„„ А:М..|., (Э) где /Ипр - заданное значение момепта iipoкатки в соответствующей клети. Сигнал 1/2, пропорциональный заданному значению момента прокатки в клети, подается на первый вход технологического регулятора 4 данной клети (кроме последней) на вход которого поступает сигнал 1/3, гропорциональный фактическому значению момента нрокатки в этой клети, с выхода измерителя 6 момента прокатки. Заданное значение MTIP момента прокатки в клети формируется в зависимости от числа заготовок в валках данной клети и чисел заготовок, прокатываемых одновременно с натяжением в смежных клетях предыдущего и последующего по отношению к данной клети межклетевых про.межутков, и, что характерно для мелкоеор но-проволочных станов, пропорционально заданной площади сечения проката на выходе из клети. С выхода регулятора 4 момента снимается сигнал 1/1, воздействуюп 1,ий на систему 1 управления электроприводом валков данной клети. Увеличение сопротивления деформации металла, прокатываемого в данной клети, не являющейся последней, коэффициента трения и размеров проката на входе клети приводит к возрастанию мо.мента прокатки в этой клети и его превышению над заданным значением. При этом на выходе регулятора 4 момента появляется сигнал К:, приводящий к уменьшению скорости вращения валков 2 рассматриваемой клети и повышению переднего натяжения в следующем за этой к летью межклетевом промежутке, что уменьшает разнотолщинность проката на выходе данной клети. В нредыдущих и последующих клетях, кроме последней по ходу прокатки, также осуществляется регулирование момента прокатки, благодаря чему в межклетевых промежутках, предшествующих данной клети, натяжение сохраняется, а в последующих межклетевых промежутках натяйсение увеличивается с пос.чедовательным во времени переходом к последпему межклетевому промежутку, что приводит к уменьшению разнотолщинности проката на выходе непрерывной группы клетей. Повышение точности поддержания натяжения в межклетевых промежутках, предшествующих рассматриваемой клети, может быть осуществлено известным способом путем соединения выхода регулятора 4 момента этой клети с дополнительными входами (на фиг. 1 не показаны) систем управления электроприводами предыдущих по ходу прокатки клетей. Предлагаемое устройство обладает более щироким функциональными возможностями по сравнению с прототипом, так как может быть применено как в однониточных, так и в многониточных группах клетей мелкосортно-проволочных станов. Расширение функциональных возможностей достигается благодаря дополнительному введению в устройство блоков анализа заполнения межклетевых промежутков, блоков определения числа заготовок в валках клетей и измерите,лей момента прокатки и их связям, а также благодаря предложенной конструкции блоков анализа заполнения меж клетевых промежутков и задатчиков моментов свободной нрокатки и переднего натяжения. Применение предложенного устройства в многониточной непрерывной группе клетей мелкосортно-проволочного стана позволяет повысить качество проката за счет уменьшения его разнотолщинности на выходе этой клетей. Уменьшение разнотолпдинности проката на выходе непрерывной группы клетей обусловлено принципом работы предложенного устройства и достигается благодаря стабилизации момента прокатки во всех клетях непрерывной группы, кроме последней по ходу прокатки, на уровне заданных значений, устанавливаемых в зависимости от заданных размеров поперечного сечения проката на выходах этих клетей, числа прокатываемых в них заготовок и чис,1а заготовок, прокатываемых одновременно в данной и последующей клетях. Стабилизация моментов прокатки на автоматически устанавливаемых уровнях во всех клетях, кроме последней по ходу прокатки, приводит к тому, что разнотолщинность подката и заготовок на выходах каждой из этих клетей уменьп ается при прокатке в поеледующих клетях непрерывной гругшы за счет соответствующего изменения натяжения заготовок в межклетевых промежутках. Уменьщение разнотолщинности проката на выходе непрерывной многониточной группы клетей приводит к повышению качества готового проката и позволяет увеличить выпуск проката с размерами сечения в поле минусовых допусков. Экономический эффект будет состоять в сокращении выхода вторых сортов готового проката и экономии металла.
Формула изобретения
Устройство управления натяжением заготовок в многониточной непрерывной группе клетей мелкосортно-проволочного стана, содержащее для каждой клети систему управления электроприводом валков и для каждой клети, кроме последней по ходу прокатки, регулятор момента, выход которого соединен с входом системы управления электроприводом валков этой же клети, а его первый вход соединен с выходом сумматора, первый вход которого соединен с выходом задатчика момента свободной прокатки для данной клети, а второй вход - с выходом задатчика момента переднего натяжения для данной клети, отличающееся тем, что, с целью повышения качества проката, оно снабжено блоками определения числа заготовок в валках всех клетей.
Иипраё/ ение лроноглни
блоками анализа заполнения всех межклетевых промежутков и для каждой клети, кроме последней по ходу прокатки, измерителем момента прокатки, причем первый и второй входы каждого блока анализа заполнения межклетевого промежутка соединены с выходами блоков определения числа заготовок в валках соответственно предыдущей и последующей клетей, а его выход соединен с входом задатчика момента переднего натяжения для предыдущей клети данного межклетевого промежутка, выход которого соединен с третьим входом сумматора этой же клети и с вторым входом сумматора последующей клети, выход блока определения числа заготовок в валках клети соединен также с входом задатчика момента свободной прокатки, а выход измерителя момента прокатки соединен с вторым входом регулятора момента этой клети.
дыход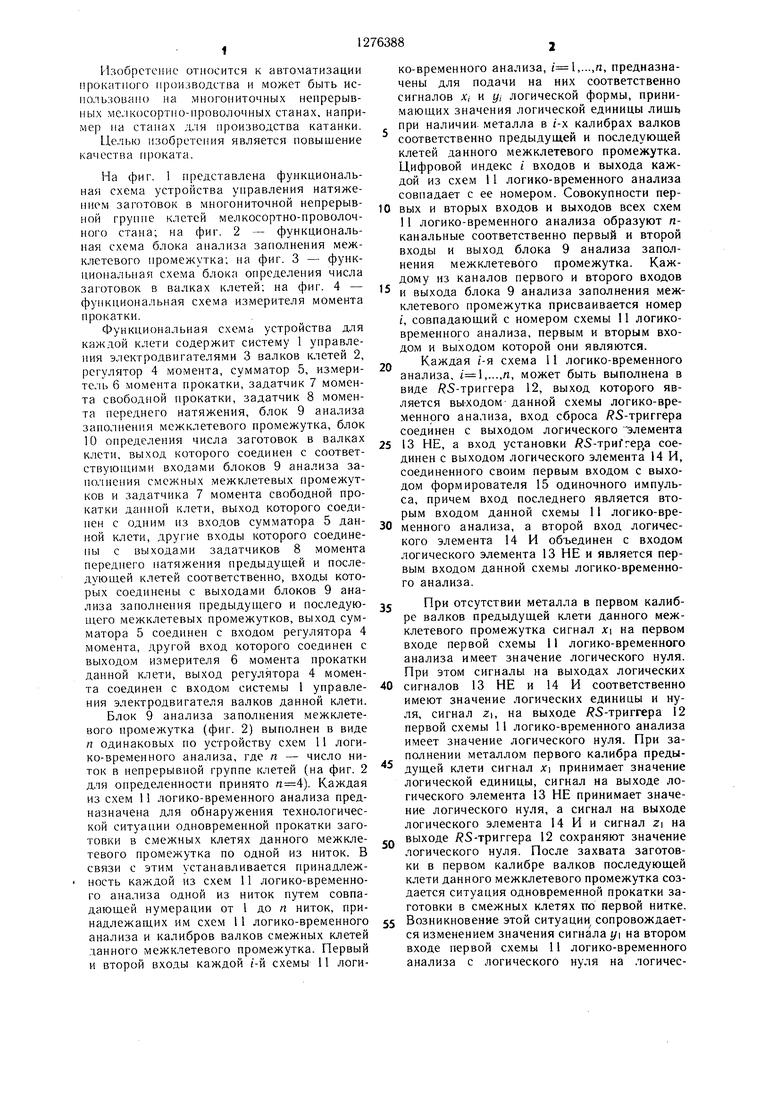
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство контроля заполнения межклетевого промежутка при многониточной прокатке | 1985 |
|
SU1308411A1 |
| Устройство косвенного регулирования размеров проката в непрерывной группе клетей мелкосортно-проволочного стана | 1987 |
|
SU1414488A1 |
| Устройство для управления натяжением проката в непрерывной группе клетей мелкосортно-проволочного стана | 1986 |
|
SU1384351A1 |
| Устройство для ситуационного анализа процесса многониточной прокатки | 1988 |
|
SU1507482A1 |
| Устройство для регулирования размеров проката на проволочном прокатном стане | 1988 |
|
SU1533795A1 |
| Устройство для регулирования натяжения при многониточной прокатке | 1986 |
|
SU1378970A1 |
| Устройство регулирования натяжения полосы | 1981 |
|
SU939150A1 |
| Устройство регулирования размеров проката | 1977 |
|
SU900901A1 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОЙ НАСТРОЙКИ СКОРОСТЕЙ СМЕЖНЫХ КЛЕТЕЙ ШИРОКОПОЛОСНОГО СТАНА ГОРЯЧЕЙ ПРОКАТКИ ПО ЗАДАННОМУ МЕЖКЛЕТЕВОМУ НАТЯЖЕНИЮ ПОЛОСЫ И ВЕЛИЧИНЕ ПЕТЛИ | 1998 |
|
RU2126304C1 |
| Устройство регулирования размеров готового проката на непрерывном сортопроволочном стане | 1975 |
|
SU555929A1 |
Изобретение относится к автоматизации прокатного производства и может использоваться на многониточных непрерывных мелкосортно-проволочных станах. Цель изобретения - повышение качества проката, которая достигается введением новых блоков и функциональных связей, позволяющих автоматически получать информацию о количестве одновременно находящихся в калибрах каждой клети заготовок и о заполнении межклетевого промежутка заготовками. По полученным сведениям устройство вырабатывает задание вращающего момента для привода каждой клети, учитыва(О ющее переднее и заднее натяжения, а также момент свободной прокатки. Устройство под(Л держивает вращающий момент привода каждой клети на заданном уровне. 4 ил.
/-J
fXr
(У1)
16
Z-U бмд
Фиг.2 Выход
XV
ъ (Уз)
W
16
16
Фиг.д
Фиг.Ч
| Выдрин В | |||
| Н., Федосиенко А | |||
| С | |||
| Автоматизация прокатного производства | |||
| М.: Металлургия, 1984, с | |||
| Устройство для биологического очищения сточных вод | 1924 |
|
SU419A1 |
| Устройство регулирования размеров готового проката на непрерывном проволочном стане холодной прокатки | 1980 |
|
SU942839A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Устройство регулирования размеров проката | 1977 |
|
SU900901A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
