1
(21)4255701/23-27
(22)03.06.87
(46) 15.07.89. Бюл. № 26
(71)Магнитогорский металлургический
комбинат им В.И.Ленина
(72)В.Г.Слепых, А„П.Самойлюкевич и Г.Ф.Шнайдер
(53)678.027:628.059.3(088„8)
(56)Авторское свидетельство СССР № 336100, кл, В 23 D 25/02, 1972.
Электронная промьшшенность, 1982, № 7, с. 10-13.
(54)УСТРОЙСТВО ДЛЯ БЕЗОТХОДНОГО РАСКРОЯ ПРОКАТА
(57)Изобретение относится к металлургии, в частности к прокатному производству, и может быть использовано на непрерывном заготовочном стане для безотходной резки проката на заготовки летучими ножницами. Цель изобретения - увеличение выхода годного проката путем прогнозирования длины проката на выходе стана за счет непрерывного слежения за перемещением раската„ Устройство содержит вычислительный блок с информационными и командными входами, следящий привод летучих ножниц, датчик схождения ножей летучих ножниц и два датчика наличия проката, установленные соответственно по оси входной клети чистовой группы прокатного стана и в плоскости реза ножниц и подключенные к командным входам вычислительного блока. Устройство дополнительно снабжено установленной на входе чистовой группы клетей прокатного стана и обеспечивающей непрерывное слежение за перемещением раската в своем поле зрения оптической системой с фотоэлектрическим преобразователем на приборах с зарядовой связью, электронным блоком обработки выходного сигнала фотоэлектрического преобразователя и узлом счета числа схождения ножей летучих ножниц. Устройство производит безотходный раскрой проката на выходе чистовой группы клетей прокатного стана, получаемого при прокате раската. 1 з.п. ф-лы, 1 ил.
Q
S
(Л
4 СО СО
СО со
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО К НОЖНИЦАМ ПРОКАТНОГО СТАНА ДЛЯ ОПТИМАЛЬНОГО РАСКРОЯ ПРОКАТА | 2004 |
|
RU2278768C2 |
| УСТРОЙСТВО к ПРОКАТНОМУ СТАНУ для БЕЗОТХОДНОЙ РЕЗКИ ПРОКАТА НА ЗАГОТОВКИ ЛЕТУЧИМИ НОЖНИЦАМИ | 1972 |
|
SU336100A1 |
| Устройство автоматического управления летучими ножницами для резки передних торцов проката | 1982 |
|
SU1228978A1 |
| УСТРОЙСТВО к ПРОКАТНОМУ СТАНУ для БЕЗОТХОДНОЙ РЕЗКИ ПРОКАТА . НА ЗАГОТОВКИ ЛЕТУЧИМИ НОЖНИЦАМИ | 1972 |
|
SU327009A1 |
| Устройство автоматического управления летучими ножницами для резки передних торцов проката | 1988 |
|
SU1637963A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАРТИЙ ГОРЯЧЕКАТАНОГО ЛИСТА | 2010 |
|
RU2405639C1 |
| Система управления раскроем проката на полосы летучими ножницами непрерывного сортового стана | 1982 |
|
SU1063590A1 |
| Устройство к прокатному стану для раскроя проката летучими ножницами | 1973 |
|
SU489596A1 |
| УСТРОЙСТВО ДЛЯ ОБНАРУЖЕНИЯ СВАРНОГО ШВА ПРИ БЕСКОНЕЧНОЙ ПРОКАТКЕ | 1969 |
|
SU242097A1 |
| Система управления раскроем сортового проката | 1989 |
|
SU1632770A1 |
Изобретение относится к металлургии ,в частности, к прокатному производству, и может быть использовано на непрерывном заготовочном стане для безотходной резки проката на заготовки летучими ножницами. Цель изобретения - увеличение выхода годного проката путем прогнозирования длины проката на выходе стана за счет непрерывного слежения за перемещением раската. Устройство содержит вычислительный блок с информационными и командными входами, следящий привод летучих ножниц, датчик схождения ножей летучих ножниц и два датчика наличия проката, установленных соответственно по оси входной клети чистовой группы прокатного стана и в плоскости реза летучих ножниц и подключенных к командным входам вычислительного блока. Устройство дополнительно снабжено установленной на входе чистовой группы клетей прокатного стана и обеспечивающей непрерывное слежение за перемещением раската в своем поле зрения оптической системой с фотоэлектрическим преобразователем на приборах с зарядовой связью, электронным блоком обработки выходного сигнала фотоэлектрического преобразователя и узлом счета числа схождения ножей летучих ножниц. Устройство производит безотходный раскрой проката на выходе чистовой группы клетей прокатного стана, получаемого при прокате раската. 1 з.п.ф-лы, 1 ил.
Изобретение относится к металлургии, в частности к прокатному производству, и может быть использовано на непрерьшном заготовочном стане для безотходной резки проката на заготовки летучими ножницами.
Цель изобретения - увеличение выхода годного проката путем прогнозирования длины проката на выходе стана за счет непрерьшного слежения
за перемещением раската в поле зрения оптической системы с фотоэлектрическим преобразователем.
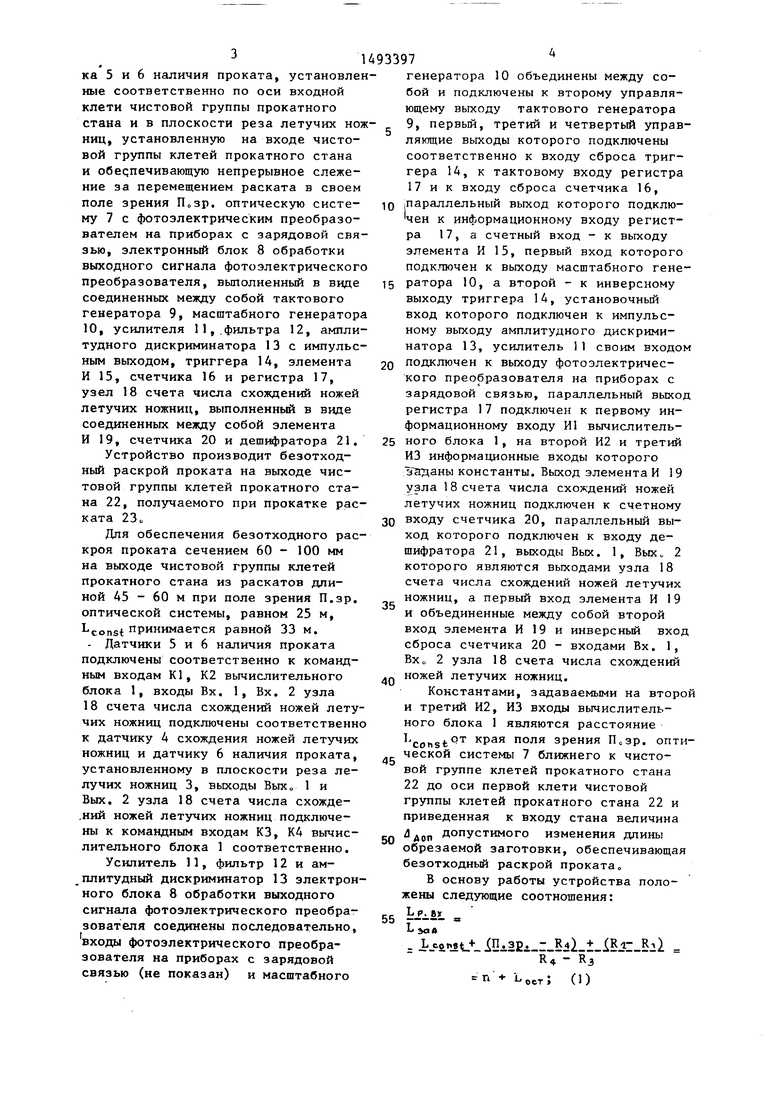
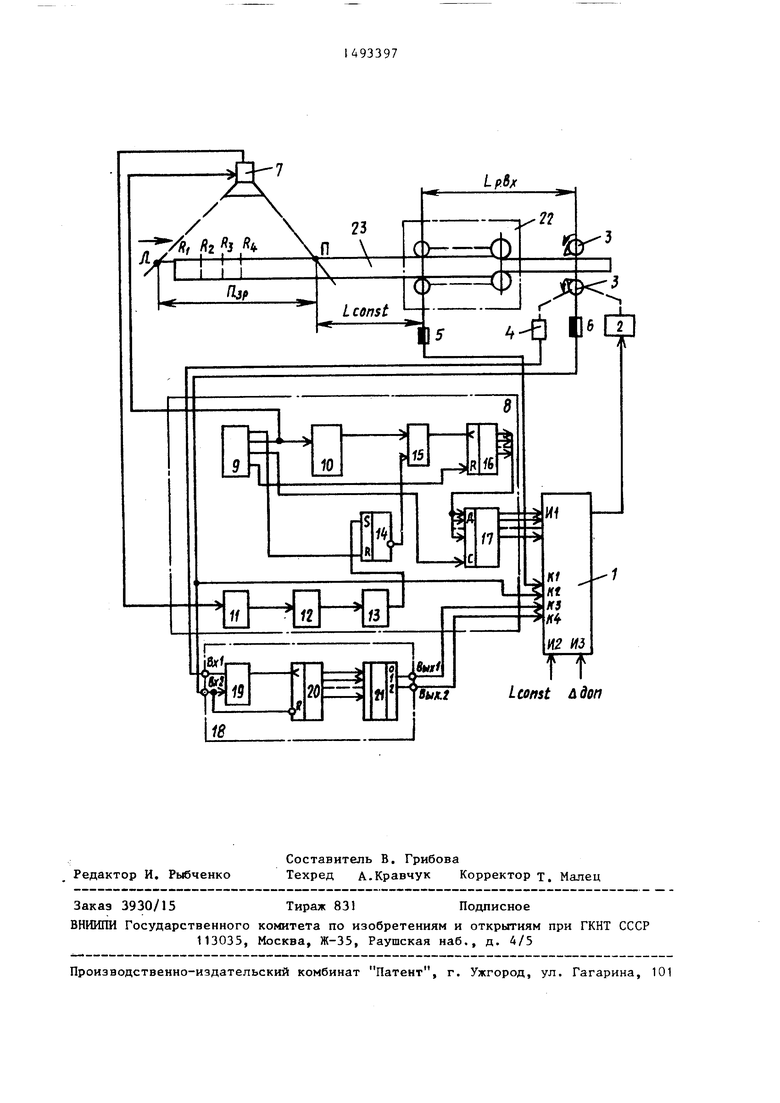
На чертеже приведена блок-схема устройства.
Устройство содержит вычислительный блок 1 с информационными И и командными К входами, следящий привод 2 летучих ножниц 3, датчик 4 схождения ножей летучих ножниц, два датчика 5 и 6 наличия проката, установленные соответственно по оси входной клети чистовой группы прокатного стана и в плоскости реза летучих ножниц, установленную на входе чистовой группы клетей прокатного стана и o6eqne4HBaroniyra непрерывное слежение за перемещением раската в своем поле зрения П„зр, оптическую систему 7 с фотоэлектрическим преобразователем на приборах с зарядовой связью, электронный блок 8 обработки выходного сигнала фотоэлектрического преобразователя, вьтолненный в виде соединенных между собой тактового генератора 9, масштабного генератора 10, усилителя 11,.фильтра 12, амплитудного дискриминатора 13 с импульсным выходом, триггера 14, элемента И 15, счетчика 16 и регистра 17, узел 18 счета числа схождений ножей летучих ножниц, выполненный в виде соединенных между собой элемента И 19, счетчика 20 и дешифратора 21. Устройство производит безотходный раскрой проката на выходе чистовой группы клетей прокатного стана 22, получаемого при прокатке раската 23о
Для обеспечения безотходного раскроя проката сечением 60 - 100 мм на выходе чистовой группы клетей прокатного стана из раскатов дпи- ной 45 - 60 м при поле зрения П.зр. оптической системы, равном 25 м, const принимается равной 33 м. - Датчики 5 и 6 наличия проката подключены соответственно к командным входам К1, К2 вычислительного блока 1, входы Вх. 1, Вх. 2 узла 18 счета числа схождений ножей летучих ножниц подключены соответственно к датчику 4 схождения ножей летучих ножниц и датчику 6 наличия проката, установленному в плоскости реза ле- лучих ножниц 3, вькоды Выхо 1 и Вых. 2 узла 18 счета числа схожде- .ний ножей летучих ножниц подключены к командным входам КЗ, К4 вычислительного блока 1 соответственно.
Усилитель 1, фильтр 12 и амплитудный дискриминатор 13 электронного блока 8 обработки выходного сигнала фотоэлектрического преобразователя соединены последовательно, входы фотоэлектрического преобразователя на приборах с зарядовой связью (не показан) и масштабного
5
0
генератора 10 объединены между собой и подключены к второму управляющему выходу тактового генератора 9, первый, третий и четвертый управляющие выходы которого подключены соответственно к входу сброса триггера 14, к тактовому входу регистра 17 и к входу сброса счетчика 16, |Параллельный выход которого подклю- чен к информационному входу регистра 17, а счетный вход - к выходу элемента И 15, первый вход которого подключен к выходу масштабного генератора 10, а второй - к инверсному выходу триггера 14, установочный вход которого подключен к импульсному выходу амплитудного дискриминатора 13, усилитель 11 своим входом подключен к выходу фотоэлектрического преобразователя на приборах с зарядовой связью, параллельный выход регистра 17 подключен к первому информационному входу И1 вычислитель- 5 ного блока 1, на второй И2 и третий ИЗ информационные входы которого зОДаны константы. Выход элементам 19 узла 18 счета числа схождений ножей летучих ножниц подключен к счетному входу счетчика 20, параллельный выход которого подключен к входу дешифратора 21, выходы Вых. 1, Выхо 2 которого являются выходами узла 18 счета числа схождений ножей летучих ножниц, а первый вход элемента И 19 и объединенные между собой второй вход элемента И 19 и инверсный вход сброса счетчика 20 - входами Вх. 1, Вхо 2 узла 18 счета числа схождений ножей летучих ножниц.
Константами, задаваемыми на второй и третий И2, ИЗ входы вычислительного блока 1 являются расстояние cotist° края поля зрения . оптической системы 7 ближнего к чистовой группе клетей прокатного стана 22 до оси первой клети чистовой группы клетей прокатного стана 22 и приведенная к входу стана величина идд„ допустимого изменения длины обрезаемой заготовки, обеспечивающая безотходный раскрой проката„
В основу работы устройства положены следующие соотношения:
Ь eiA
. LeuMt..3Ei.. R - Rj
0
5
0
5
5 Г-- г + L
ОСТ
(1)
5
.-Lz..,,. (2)
. (3)
где L , - фиксированное расстояние от края поля зрения П.зр. оптической системы 7 до оси входной клети чистовой группы прокатного стана 22;
Позр. - величина поля зрения оптической системы 7, выраженная в физические
R,, Rj , Rj, единицах длины;
R - координаты конца раската 23 относительно края поля зрения П,зр. оптической системы 7, выраженные в физических единицах длины, соответствующие следующим моментам времени: R - моменту включения датчика 5 наличия проката; R 2 - моменту включения датчика 6 наличия проката; Кз моменту первого рез а ножниц после включения датчика 6 наличия проката; R, моменту второго реза ножниц после включения датчика 6 наличия проката;
11
п - число заготовок заданной длины, получаемых
из L p.exJ h ост остаток от деления
J1, L а«А
д - величина изменения заданной длины обрезаемой заготовки для получения безотходного раскроя.
Выражение (2) определяет величину укорочения, а выражение (3) - величину удлинения заданной длины обрезаемой заготовки. Величина (R,j- R,) определяет длину раската на входе чистовой группы клетей, уходящую на заполнение промежутка между осью входной клети чистовой группы прокатного стана 22 и плоскостью реза летучих ножниц 3 Величина (R4 Rj) определяет длину раската на входе
933976
чистовой группы клетей прокатного стана 22, уходящую на одну обрезаемую заготовку заданной длины.
5 Устройство работает следующим образом.
Летучие ножницы 3 настроены на порезку заданной длины заготовок. Оптическая система 7 просматривает
10 с частотой тактового генератора 9 поле зрения ГТ.зр Все поле зрения П.зр, просматривается за цикл сканирования, в котором определяется координата кромки раската 23 отно15 сительно левого Л края поля зрения оптической системы 7. Происходит это следующим образом В начале цикла на первом управляющем выходе тактового генератора 9 формируется
20 импульс, устанавливающий триггер 14 в исходное состояние. При этом на инверсном выходе триггера 14 появляется сигнал 1, открывающий элемент И 15 по его второму входу,
Масштабный генератор 10 обеспечивает преобразование серии импульсов, поступающей на его вход с второго управляющего выхода тактового генератора 9, в серию импульсов, про-
30 Масштабированную относительно поля зрения П.зр. оптической системы 7, Здновременно импульсы с второго управляющего выхода тактового генератора 9 подаются на вход фотоэлек-
35 трического преобразователя на приборах с зарядовой связью, для которого они являются управлякицими. Импульсы с выхода масштабного генератора 10 через открытый элемент
40 И 15 подаются на счетный вход счетчика 16, в котором ведется их накопление. Выходной сигнал фотоэлектрического преобразователя поступает на вход усилителя II, фильтр 12
45 и далее на амплитудный дискриминатор 13, где сравнивается с некоторым опорным уровнем. При превышении входным сигналом амплитудного дискриминатора опорного уровня на его
50 выходе формируется импульс, переводящий триггер 14 в единичное состояние , На инверсном выходе триггера 14 появляется сигнал О, закрывающий элемент И 15 по его второму
55 входу и тем самым прекращающий подачу импульсов масштабного генератора 10 на счетный вход счетчика 16. Перед окончанием цикла сканирования на третьем управляющем выходе так
тового генератора 9 формируется импульс, осуществляющий перезапись содержимого счетчика 16 в регистр 17 командой по его тактовому входу. В конце цикла сканирования импульсом с четвертого управляющего выхода тактового генератора 9 сбрасывается в О счетчик 16, который оказьша- ется подготовленным к очередному циклу сканирования.
Таким образом, в каждом цикле сканирования в регистре 17 оказывается записанной координата кромки раската 23, находящейся в поле зрения П.зр, оптической системы 7, относительно ее левого Л края поля зрения П.зро
В момент входа головы раската 23 во входную клеть чистовой группы клетей прокатного стана 22 включается датчик 5 наличия проката, сигнал которого подается на командный вход К1 вычислительного блока 1, По этому сигналу в вычислительный блок 1 по первому информационному входу И вводится содержимое регистра 17, соответствующее координате RI кромки раската 23. При попадании головы проката в плоскость реза ножниц 3 включается датчик 6 наличия проката по сигналу которого, подаваемому на командный вход К2 вычислительного блока 1, в него вводится содержимое регистра 17, соответствующее коорди- нате R кромки раската 23. Одновременно сигналом датчика 6 наличия проката, подаваемому на вход Вх. 2 элемента И 19 узла 18 счета числа схождений ножей летучих ножниц, элемент И 19 открывается, сигнал сброса счетчика 20 снимается, тем самым в него разрешено прохождение сигналов с датчика 4 схождения ножей летучих ножниц. При первом резе после включения датчика 6 наличия проката в счетчике 20 записывается 1, на первом выходе дешифратора 21 и далее через выход Вьгх 1 узла 18 счета числа схождений ножей летучих ножниц на входе КЗ вычислительного блока 1 появляется сигнал, по котор му в вычислительньй блок 1 вводится содержимое регистра 17, соответству кнцее координате Rj кромки раската 2
При втором резе после включения датчика 6 наличия проката в счетчик 20 записывается 2, на первом выходе дешифратора 21 сигнал исчезает, а
s
0
5
с
0
0
5
0
на втором выходе появляется и далее через Вых. 2 узла 18 счета числа схождений ножей летучих ножниц подается на командный вход КА вычислительного блока 1. В вычислительный блок 1 вводится содержимое регистра 17, соответствующее координате R кромки раската 23, и вводятся величины I. const и 4 ДСП по второму И2 и третьему ИЗ информационным входам вычислительного блока 1, после чего вычислительный блок 1 производит расчет величины изменения заданной длины обрезаемой заготовки в соответствии с выражениями (1)-(3). При выполнении условия Д1 d дол вьтис- лительный блок 1 выдает в следящий привод величину укорочения, опреде- выражением (2), при а при й Лдоо вычислительный блок 1 выдает в следящий привод летучих ножниц величину удлинения, определяемую выражением (3). В результате производится безотходный раскрой проката на выходе чистовой группы клетей прокатного стана 22.
За счет того, что положение раската на входе чистовой группы клетей прокатного стана контролируется в широком диапазоне, определяемом величиной поля зрения П.зр. оптической системы, момент начала расчета и выдачи команды следящему приводу летучих ножниц на изменение заданной длины обрезаемых заготовок в пределах заданного ограничения не определяется положением конца раската, что позволяет охватить раскроем большую часть проката, получаемого из каждого раската и является определяющим для получения безотходного раскроя при увеличении сечения проката на выходе чистовой группы клетей прокатного стана при ограниченном диапазоне возможного изменения заданной длины обрезаемых заготовок, а значит, увеличивает возможности раскроя и выход годного металла.
Формула изобретения
1 о Устройство для безотходного раскроя проката на заготовки летучими ножницами, содержащее вычислительный блок с информационными и командными входами, следящий привод летучих ножниц, датчик схождения ножей летучих ножниц, два датчика наличия
проката, установленных соответственно по оси входной клети чистовой группы прокатного стана ив плоскости реза летучих ножниц, подключенные соответственно к первому и второму командным входам вычислительного блока, отличающееся тем, что, с целью увеличения выхода годного проката путем прогнозирования длины проката на выходе стана за счет непрерывного слежения за перемещением раската, оно дополнительно содержит установленную на входе чистовой группы клетей прокатного стана оптическую систему с фотоэлектрическим преобразователем на приборах с зарядовой связью, элек- тронньй блок обработки выходного сигнала фотоэлектрического преобразователя, состоящего из генератора тактовых импульсов, масштабного генератора, элемента И, триггера, счетчика, регистра, последовательно соединенных усилителя, формирователя и амплитудного дискриминатора с импульсным выходом, а также узел счета числа схождений ножей летучих ножниц, первый вход которого подключен к датчику схождения ножей летучих ножниц, второй вход - к датчику наличия проката, первый выход - к третьему, а второй выход - к четвертому командным входам вычислительного блока, вход усилителя подключен к выходу фотоэлектрического преобразователя, а выход ампли0
5
0
5
0
5
тудного дискриминатора - к установочному входу триггера, инверсный выход которого подключен к первому входу элемента И, а вход сброса - к первому выходу генератора тактовых импульсов, вторым выходом соединенного с входом масштабного генератора и входом фотоэлектрического преобразователя, третьим выходом - с тактовым входом регистра, четвертым - с входом сброса счетчика, выход которого подключен к информационному входу регистра, а счетный вход - к выходу элемента И, вторым входом соединенного с выходом масштабного генератора, выход регистра соединен с первым информационным входом вычислительного блока, второй и третий информационные входы которого предназначены для задания констант. 2„ Устройство по п. 1, отличающееся тем, что узел счета числа схождения ножей летучих ножниц содержит элемент И, счетчик и дешифратор с двумя выходами, при этом выход элемента И подключен к счетному входу счетчика, параллельным выходом соединенного с входом дешифратора, выходы которого являются первым и вторым выходами, первый -, вход элемента И - первым входом, а объединенные между собой второй вход элемента И и инверсный вход сброса счетчика - вторым входом узла счета числа схождения ножей летучих ножницо
Lp.8
гт
L const Л don