Изобретение относится к сварочной технике, в частности к устройствам, используемым для колебаний сварочного (наплавочного) инструмента.
Известно устройство для перемещения и колебаний сварочной горелки, содержащее многофазный линейный электродвигатель поперечных колебаний горелки и блок управления.
Недостатками данного устройства являются сложность конструкции, ограниченная скорость перемещения сварочного инструмента. Кроме того, данная конструкция не обеспечивает стабильного качества наплавленного металла.
Известно устройство для колебаний сварочного инструмента. Это устройство выбрано за прототип. Оно имеет следующие недостатки. В данной конструкции имеет место кратковременная остановка сварочного инструмента в процессе его перемещения, что приводит к неравномерному нагреву и плавлению подложки. В этом случае шаг повторения колебательного движения 2-3 мм. Увеличение шага снижает качество и надежность соединения биметаллической конструкции. Положение детали или заготовки под наплавку существенно зависит от колебательного механизма. Кроме того, невозможно производить наплавку поверхностей сложной конфигурации, например гравюр вырубных штампов, что ограничивает технологические возможности устройства. Увеличение скорости перемещения сварочного инструмента при обеспечении стабильного качества не приводит к повышению производительности наплавочных работ.
Технический результат изобретения заключается в регулировании амплитуды сварочной головки.
На фиг. 1 изображено устройство для перемещения горелки, общий вид; на фиг. 2 - механизм стабилизации положения сварочной горелки.
Устройство для перемещения горелки включает двигатель 1, на котором жестко крепится переходная муфта 2, жестко связанная с удлинителем 3 и механизмом регулировки амплитуды колебаний, состоящий из корпуса 4, внутри которого установлен промежуточный элемент диск 5, опирающийся через свободно уложенные с возможностью свободного вращения в процессе работы шарики 6 на опору 7, закрепленную на основании корпуса 4, прикрепленного к платформе 8.
В поворотном диске 5 установлена пара винт 9 и гайка 10. Для обеспечения возможности изменения амплитуды колебания на концах винта 9 закреплены обрезиненные колеса 11 и 12, установленные с возможностью вращения в процессе вращения поворотного диска 5 и контактирования с соответствующими им полукольцами 13 и 14, имеющих возможность перемещения в вертикальной плоскости на расстояние "с" с помощью блока соленоидов 15 и 16, закрепленных на основании корпуса 4. Соленоиды 15 и 16 управляются от кнопки ВК-1 или ВК-2 от ручного или автоматизированного управления.
Гайка 10 механизма регулировки амплитуды колебаний жестко соединена со стойкой 17 и через опорный подшипник 18, фиксатор 19 и кронштейн 20 соединена со сварочной горелкой (плазмотроном) 21. Для удобства обслуживания горелки 21 на кронштейне 20 размещен узел 22, имеющий возможность поворота в вертикальной плоскости.
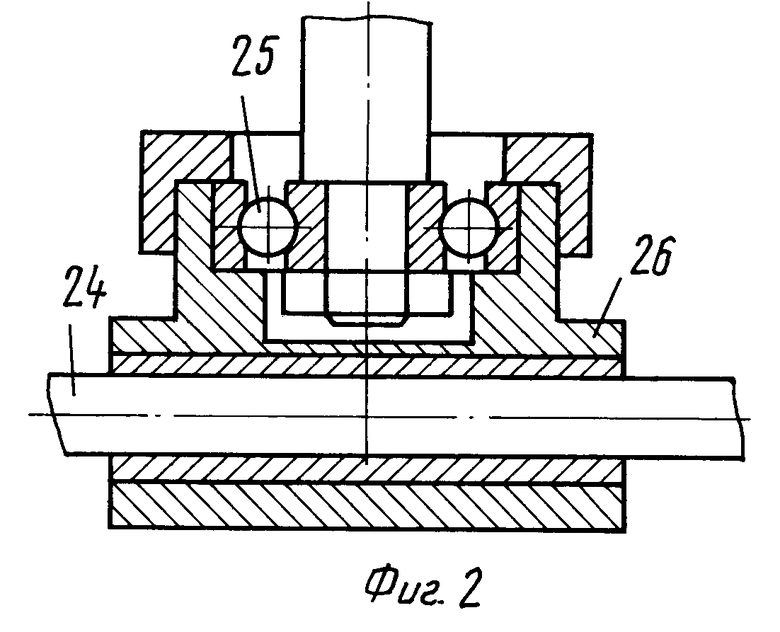
Для исключения вращения горелки 21 вокруг своей оси выполнено устройство стабилизации положения сварочной горелки 21, состоящее из стойки 23, жестко соединенной с корпусом 4, направляющей 24, жестко соединенной с кронштейном 20 и поворотного узла 25, выполненного в виде цилиндрической втулки 26, внутри которой имеет возможность свободно перемещаться направляющая 24. Поворотный узел 25 имеет возможность свободного перемещения в горизонтальной плоскости.
Изменение амплитуды l во время вращения компенсируется перемещением направляющей 24 во втулке 26 поворотного узла 25.
Устройство может крепиться к любому механизму, осуществляющему линейные перемещения.
Устройство работает следующим образом.
Перед началом работы устанавливается требуемая амплитуда колебания l путем вращения колес 11 и 12 вручную или в процессе вращения диска поворотного 5 от кнопок ВК-1 или ВК-2. Затем приводят в движение двигатель 1. От двигателя 1 через переходную муфту 2 и удлинитель 3 вращение передается поворотному диску 5, через пару винт 9 и гайку 10 вращение передается стойке 17 и через опорный подшипник 18, фиксатор кронштейна 19 и кронштейн 20 сварочной горелке 21. С целью уменьшения нагрузок на двигатель 1 и переходную муфту 2 диск 5 установлен на свободно уложенные в опоре 7 шарики 6. Величина радиуса вращения с помощью колес 11 и 12 через пару винт 9 и гайку 10 и тормозных полуколец 13 и 14 регулируется в пределах 0-30 мм и более. Тормозные полукольца 13 и 14 от кнопок ВК-1 или ВК-2 имеют возможность свободно перемещаться в вертикальной плоскости с помощью соленоидов 15 и 16, так как штоки последних жестко соединены с полукольцами 13 и 14.
В процессе круговых движений сварочной горелки 21 возможен ее поворот вокруг собственной оси и перемещение за пределы оси двигателя 1 при изменении радиуса вращения. Устройство стабилизации положения сварочной горелки предотвращает эти движения, а именно через направляющую 24, которая жестко закреплена на кронштейне 20, втулку 26, происходит компенсация изменения размера радиуса вращения, а при помощи поворотного узла 25 компенсируется разворот сварочной горелки 21 вокруг своей оси. Устройство через стойку 23 крепится к корпусу 4.
Предлагаемое устройство через платформу 8 крепится к механизму линейного перемещения и при совершении круговых движений линейно перемещается вместе с ним.
С целью улучшения обслуживания сварочной горелки 21 используют узел поворота 22, который обеспечивает возможность осмотра и ремонта сварочной горелки.
Использование изобретения позволяет повысить качество соединения наплавляемого металла с подложкой, обеспечить возможность наплавки рабочих поверхностей сложной конфигурации, например гравюр вырубных штампов; автоматизировать процесс наплавки, повысить производительность наплавки и улучшить условия обслуживания сварочной горелки.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ КОЛЕБАНИЯ СВАРОЧНОГО ИНСТРУМЕНТА | 1991 |
|
RU2030264C1 |
| СПОСОБ НАПЛАВКИ | 1993 |
|
RU2086370C1 |
| СПОСОБ НАПЛАВКИ | 1991 |
|
RU2030262C1 |
| УСТРОЙСТВО ДЛЯ КОЛЕБАНИЯ СВАРОЧНОЙ ГОРЕЛКИ | 2010 |
|
RU2437744C1 |
| ГОРЕЛКА ДЛЯ ПЛАЗМЕННОЙ ОБРАБОТКИ | 1991 |
|
RU2053076C1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ И НАПЛАВКИ ДИСКООБРАЗНЫХ И ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ С ОПОРНЫМИ ОСЯМИ | 1998 |
|
RU2162775C2 |
| Устройство для возвратно-поступательного перемещения инструмента в двух взаимно перпендикулярных направлениях | 1990 |
|
SU1796392A1 |
| Устройство для дуговой сварки | 1990 |
|
SU1780958A1 |
| СТЕНД ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2008 |
|
RU2392101C2 |
| Устройство для колебания сварочного инструмента | 1989 |
|
SU1743760A1 |
Использование: для автоматизации колебания сварочной головки. Сущность изобретения: на приводе 1 закреплен поворотный диск 5, внутри которого размещены винт 9 и гайка 10. На концах винта 9 закреплены обрезиненные колеса 11 и 12, контактирующие с полукольцами 13 и 14 соленоидов 15 и 16. Соленоиды закреплены на основании корпуса 4. 2 ил.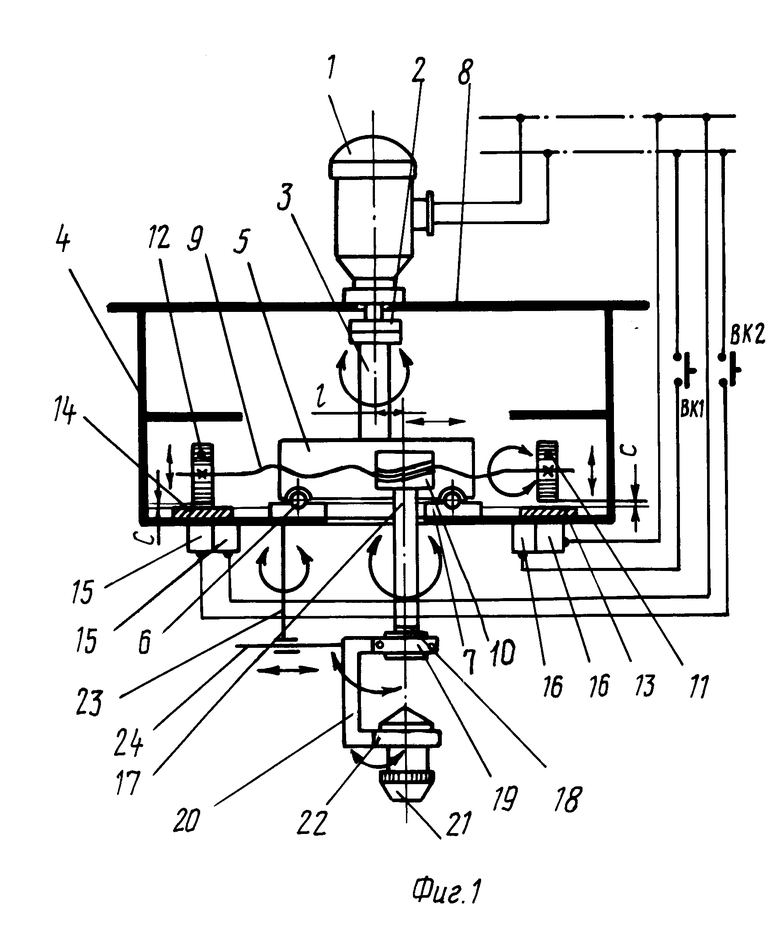
УСТРОЙСТВО ДЛЯ ПЕРЕМЕЩЕНИЯ ГОРЕЛКИ, содержащее смонтированные в корпусе сварочную горелку с промежуточным элементом, соединенный с промежуточным элементом привод вращения, установленные между корпусом и промежуточным элементом шарики, отличающееся тем, что оно оснащено размещенной в промежуточном элементе парой винт - гайка, закрепленными на концах винта колесами, причем на корпусе закреплены соленоиды с полукольцом на каждом, на гайке закреплена стойка с кронштейном для установки сварочной горелки, каждое полукольцо соленоида установлено с возможностью взаимодействия с соответствующим колесом промежуточного элемента, а промежуточный элемент выполнен в виде диска.
| Устройство для дуговой сварки | 1986 |
|
SU1511038A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
