Изобретение относится к сварочной технике, в частности к устройствам, используемым для колебания сварочных горелок с неплавящимся электродом, и может быть использовано для автоматической сварки в машиностроении, приборостроении и других отраслях промышленности.
Известно устройство для перемещения горелки по патенту РФ 2030269, МКИ В23K, 37/00, опубл. 10.03.995, бюл. №7, содержащее двигатель, на котором жестко крепится муфта, жестко связанная с механизмом регулирования амплитуды колебания, сварочную горелку и механизм стабилизации сварочной горелки, при этом механизм регулирования амплитуды колебания состоит из корпуса, внутри которого установлен поворотный диск. В поворотном диске установлена пара винт и гайка. Для обеспечения возможности изменения амплитуды колебания на концах винта закреплены обрезиненные колеса, которые контактируют с полукольцами, перемещающимися в вертикальной плоскости при помощи соленоидов.
Вышеприведенное техническое решение позволяет изменять амплитуду колебаний сварочной горелки в процессе вращения горелки, однако механизм регулирования амплитуды колебания, управляемый при помощи соленоидов, существенно усложняет конструкцию, увеличивает габаритные размеры и массу устройства. При выполнении сварочных работ в условиях серийного и массового производства, когда изменение амплитуды колебания производится не более одного - двух раз в смену, необходимость в подобном усложнении конструкции отсутствует.
Наиболее близким техническим решением, выбранным в качестве прототипа, является устройство для колебания сварочного инструмента по патенту РФ 2030264, МКИ В23K, 9/30, опубл. 10.03.95, бюл. №7, содержащее двигатель, на котором жестко крепится переходная муфта, жестко взаимосвязанная с механизмом регулировки колебаний, включающий пару винт и гайку, маховик и поводок, установленный с возможностью свободного вращения в подшипнике. Поводок жестко закреплен на штанге, жестко закрепленной на оси, установленной с возможностью качения в роликоопорах механизма стабилизации положения сварочной горелки. Механизм стабилизации положения сварочной горелки состоит из полого корпуса, внутри которого установлены роликоопоры и который соединен с опорным узлом, обеспечивающим разворот корпуса в горизонтальной плоскости. Все устройство смонтировано на базовой плите, которая может крепиться к другим устройствам.
Отсутствие в техническом решении, выбранном за прототип, механизма регулирования амплитуды колебания, управляемого при помощи соленоидов, упрощает конструкцию устройства, однако, механизм регулировки колебаний, в котором используется принцип преобразования вращательного движения винта в поступательное движение гайки, является сложным устройством, которое, в действительности, кроме винта и гайки, содержит также корпус с опорами, обеспечивающими свободное вращение винта и ограничивающими его осевое перемещение, направляющие продольного перемещения, не позволяющие гайке вращаться вместе с винтом, и элементы, устраняющие люфт гайки относительно винта.
Механизм стабилизации положения сварочной горелки выполнен в виде кривошипно-шатунного механизма, в котором поводок является кривошипом, откидная скоба, штанга, ось и сварочная горелка представляют собой шатун, а поворотный полый корпус с роликоопорами выполняет функцию качающегося поршня. При равномерном вращении поводка, ось сварочной горелки, совпадающая с осью поводка, также совершает вращательное движение. Остальные элементы механизма стабилизации положения сварочной горелки перемещаются по криволинейным траекториям (шатунные кривые) с переменной скоростью и ускорением, что приводит к возникновению колебаний от сил инерции и требует для их устранения увеличения массы базовой плиты. При этом сварочная горелка, как правило, имеет гибкий кабель, состоящий из токопровода с электроизоляцией, шланга для подвода газа и, при необходимости, шлангов для подвода охлаждающей жидкости, которые перемещаются вместе с элементами механизма стабилизации положения сварочной горелки.
Применение многозвенных механизмов в устройстве, выбранном за прототип, усложняют конструкцию, увеличивают массу и габаритные размеры, что не позволяет использовать его в малогабаритных автоматических сварочных установках, так как увеличенные габариты и масса устройства приводит к необходимости увеличивать размеры и мощность механизмов для линейного перемещения или перемещения по сложному контуру.
Техническим эффектом является упрощение конструкции устройства для колебания сварочной горелки и, как следствие, уменьшение его габаритных размеров и массы.
Указанный технический эффект достигается тем, что в устройстве для колебания сварочной горелки, содержащем двигатель, механизм регулирования амплитуды колебания, снабженный поводком, установленным с возможностью свободного вращения, сварочную горелку, установленную на одной оси с поводком, и механизм стабилизации положения сварочной горелки, согласно изобретению, механизм регулирования амплитуды колебания выполнен в виде соединенного с валом двигателя основного корпуса и дополнительного цилиндрического корпуса, установленного с эксцентриситетом в основном корпусе; в дополнительном цилиндрическом корпусе с эксцентриситетом установлен поводок, при этом эксцентриситет между осью поводка и осью дополнительного цилиндрического корпуса равен эксцентриситету между осью дополнительного цилиндрического корпуса и основного корпуса, а механизм стабилизации положения сварочной горелки выполнен в виде закрепленной на неподвижном основании упругой петли, образованной соединенным со сварочной горелкой гибким кабелем.
Сопоставительный анализ с прототипом позволяет сделать вывод, что заявляемое устройство отличается тем, что механизм регулировки амплитуды колебаний выполнен в виде эксцентрикового механизма, состоящего из жестко соединенного с валом двигателя основного корпуса, в котором эксцентрично установлен дополнительный цилиндрический корпус; в дополнительном цилиндрическом корпусе экцентрично установлен вращающийся в подшипнике поводок, при этом эксцентриситет между осью поводка и осью дополнительного цилиндрического корпуса равен эксцентриситету между осью дополнительного цилиндрического корпуса и основного корпуса. Также заявляемое устройство отличается тем, что функцию механизма стабилизации сварочной горелки выполняет гибкий кабель, образующий упругую петлю между подвижной сварочной горелкой и неподвижным основанием.
Таким образом, заявляемое техническое решение соответствует критерию изобретения «новизна».
Для проверки соответствия изобретения условию «изобретательский уровень» заявитель провел дополнительный поиск известных решений, чтобы выявить признаки, совпадающие с отличительными от прототипа признаками заявляемого устройства. Результаты поиска показали, что заявленное изобретение не вытекает для специалиста явным образом из известного уровня техники, а именно заявленная совокупность существенных признаков проявляет новое свойство - упрощает конструкцию устройства для колебания сварочного инструмента и, как следствие, уменьшает его размеры и массу. Таким образом, заявленное техническое решение соответствует критерию «изобретательский уровень».
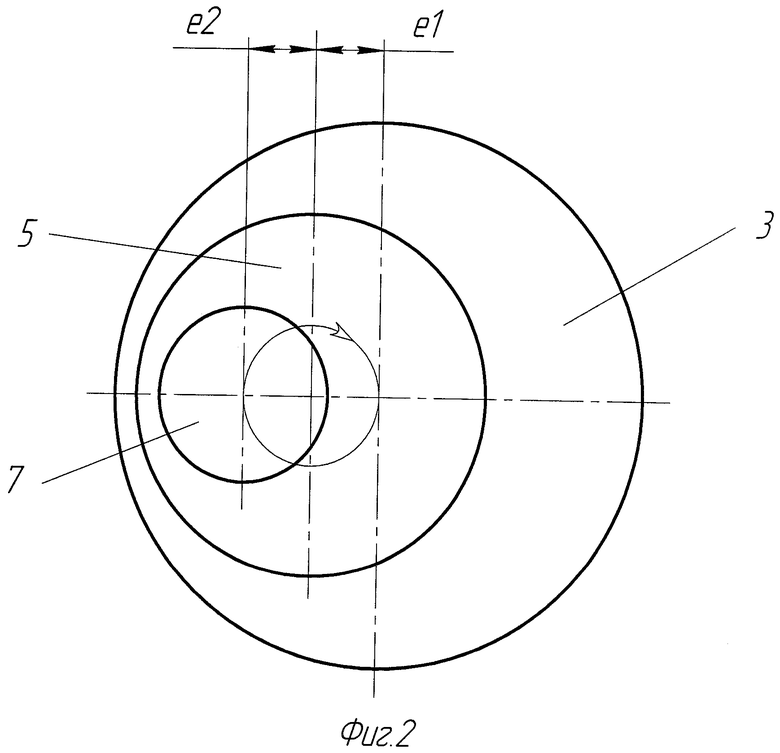
Сущность изобретения поясняется чертежами, где на фиг.1 показан общий вид устройства для колебания сварочной горелки; на фиг.2 - схема механизма регулировки амплитуды колебаний.
Устройство состоит из базовой плиты 1, на которой неподвижно закреплен двигатель 2, соединенный с механизмом регулировки амплитуды колебаний. Механизм регулировки амплитуды колебаний состоит из основного корпуса 3, закрепленного на валу двигателя 2 и в котором с эксцентриситетом е1 закреплен при помощи гайки 4 дополнительный цилиндрический корпус 5. В дополнительном цилиндрическом корпусе 5 с эксцентриситетом е2 и с возможностью свободного вращения в подшипнике 6 установлен поводок 7. При этом эксцентриситет между осью поводка 7 и осью дополнительного корпуса 5 равен эксцентриситету между осью дополнительного корпуса 5 и основного корпуса 3 (e1=е2). Поводок 7 жестко соединен с держателем 8, в котором при помощи винта 9 закреплена сварочная горелка 10 с неплавящимся электродом 11, при этом ось сварочной горелки 10 и электрода 11 совпадает с осью поводка 7. Гибкий кабель 12 сварочной горелки 10 изогнут в петлю и закреплен на базовой плите 1.
Устройство работает следующим образом. Перед началом работы устанавливается амплитуда колебаний (радиус вращения) электрода 11 сварочной горелки 10. Для этого ослабляется гайка 4, дополнительный корпус 5 поворачивается вокруг своей оси на требуемую величину, после чего гайка 4 затягивается, жестко связывая основной корпус 3 и дополнительный цилиндрический корпус 5. На фиг.1, 2 элементы устройства изображены в положении, обеспечивающем максимальный радиус вращения электрода 11, который равен сумме эксцентриситетов е1 и е2. При повороте дополнительного цилиндрического корпуса 5, ось поводка 7 и электрода 11 приближается к оси вращения основного корпуса 3, вплоть до совпадения с ней, что соответствует нулевой амплитуде колебаний. Таким образом, амплитуда колебаний (радиус вращения) регулируется от максимальной величины до нуля, поворотом дополнительного цилиндрического корпуса 5 на сто восемьдесят градусов относительно основного корпуса 3. После установки амплитуды колебаний включается двигатель 2. Основной корпус 3 вместе с дополнительным цилиндрическим корпусом 5 начинают совершать вращательное движение вокруг оси двигателя 2, при этом острие неплавящегося электрода 11 горелки 10, совпадающее с осью поводка 7, также совершает круговые движения вокруг оси двигателя 2. Остальные точки поводка 7 и сварочной горелки 10, удерживаемые кабелем 12, описывают в горизонтальной плоскости сложные криволинейные траектории (шатунные кривые). Петля, образованная соединенным со сварочной горелкой гибким кабелем, в данном устройстве выполняет функцию упругого элемента, ограничивающего свободное вращение поводка 7 в подшипнике 6. Длина и форма упругой петли определяются опытным путем и зависят от жесткости сварочного кабеля, который состоит из токопровода с электроизоляцией, шланга для подвода газа и, при необходимости, шлангов для подвода охлаждающей жидкости. При этом усилие изгиба упругой петли должно быть меньше допускаемого для подшипника 6 радиального усилия.
Пример 1
Для аргонодуговой горелки с максимальным током сварки 200 А, которая перемещалась по радиусу e1+е2=4 мм, применялся сварочный кабель, состоящий из многожильного токопровода с резиновой изоляцией сечением 24 мм2 и одной газоподводящей резиновой трубки диаметром 4 мм, при этом длина петли находилась в пределах от 80 до 150 мм.
Пример 2
Для аргонодуговой горелки с максимальным током сварки 300 А, которая перемещалась по радиусу e1+е2=8 мм, применялся сварочный кабель, состоящий из многожильного токопровода с резиновой изоляцией сечением 36 мм2, газоподводящей резиновой трубки диаметром 4 мм и двух резиновых трубок диаметром 5 мм, служащих для подвода охлаждающей жидкости, при этом длина петли находилась в пределах от 120 до 200 мм.
Заявляемое устройство для колебания сварочной горелки было опробовано при наплавке облицовочного шва в стыковых соединениях и сварке угловых швов (труба - фланец) с применением присадочной проволоки диметром 0,8-1,2 мм. Средняя сила тока 120 А. Радиус вращения электрода 2-4 мм. Угловая частота вращения электрода 1,5-2 об/сек.
Использование предлагаемого изобретения позволяет существенно упростить конструкцию устройства для колебания сварочной горелки за счет исключения сложных винтовых и рычажно-шарнирных механизмов, что позволяет уменьшить размеры и массу всего устройства. Уменьшение количества пар трения, входящих в состав устройства, повышает надежность и ресурс его работы. Уменьшение размеров устройства позволяет производить сварку в труднодоступных местах, например, стыковой шов труба - угловой отводок, что расширяет технологические возможности установок для автоматической сварки. Снижение массы устройства приводит к уменьшению мощности механизмов, предназначенных для его перемещения.
Таким образом, заявленное техническое решение соответствует критерию «промышленная применимость».
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ КОЛЕБАНИЯ СВАРОЧНОГО ИНСТРУМЕНТА | 1991 |
|
RU2030264C1 |
| Устройство для поперечных колебаний сварочной горелки | 1987 |
|
SU1459855A1 |
| УСТРОЙСТВО для ДУГОВОЙ СВАРКИ с ПОПЕРЕЧНЫМИ КОЛЕБАНИЯМИ ЭЛЕКТРОДА | 1972 |
|
SU349514A1 |
| Устройство для сварки | 1985 |
|
SU1250422A1 |
| Механизм изменения наклона сварочной горелки | 1987 |
|
SU1489944A1 |
| Устройство для автоматической сварки в среде защитных газов | 1977 |
|
SU737152A1 |
| Устройство для наплавки | 1973 |
|
SU478696A1 |
| Устройство для дуговой сварки | 1973 |
|
SU561646A1 |
| Устройство для автоматической сварки | 1988 |
|
SU1558605A1 |
| Устройство для сварки неплавящимся электродом с подачей присадочной проволоки | 1983 |
|
SU1146908A1 |
Изобретение относится к устройству для колебания сварочной горелки и может быть использовано в малогабаритных автоматах для сварки и наплавки. Устройство состоит из базовой плиты (1), двигателя (2) и соединенного с ним основного корпуса (3). В основном корпусе (3) установлен с эксцентриситетом е1 дополнительный корпус (4). В дополнительном корпусе (4) с эксцентриситетом е2 расположен поводок (7) со сварочной горелкой (10). Эксцентриситет е1 равен эксцентриситету е2. Амплитуду колебания горелки (10) изменяют поворотом дополнительного корпуса (4) относительно основного корпуса (3) от 0 до равного 2(е1+е2). Свободное вращение горелки (10) в подшипнике (6) ограничивается гибким кабелем (11), изогнутым в петлю. Технический результат заключается в уменьшении в конструкции количества пар трения, что повышает надежность и ресурс работы устройства, и в уменьшении габаритов устройства, что позволяет осуществлять сварку в труднодоступных метах. 2 ил.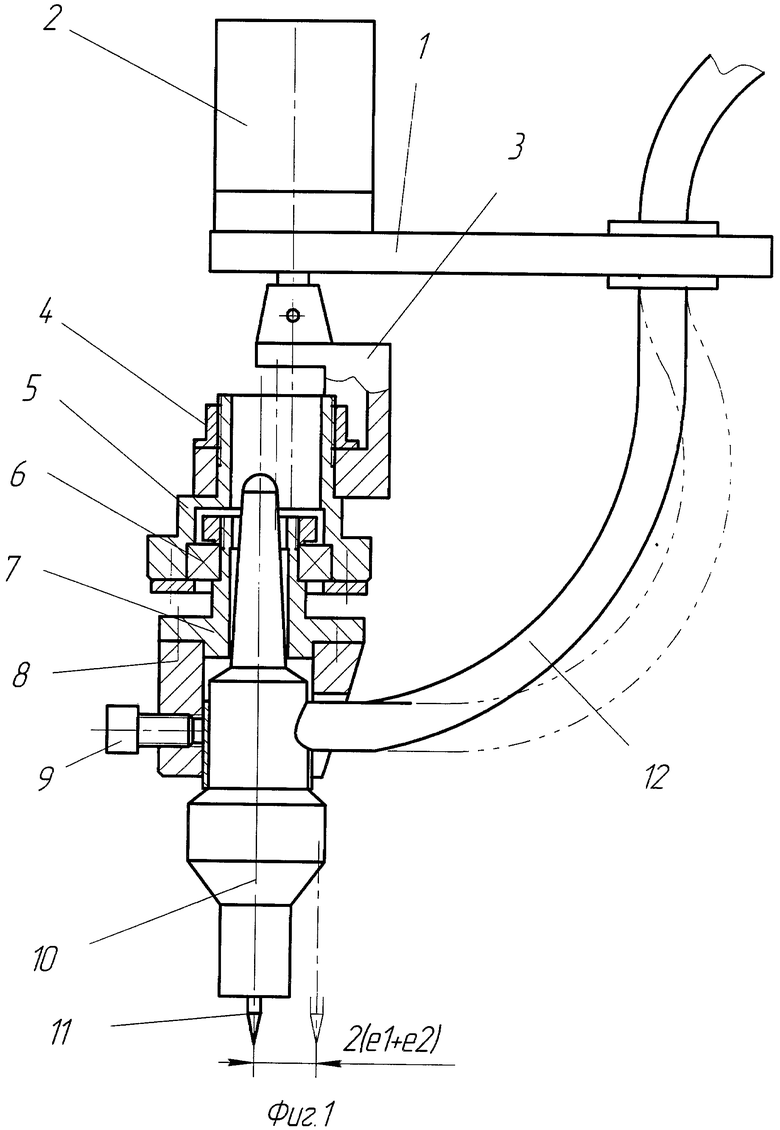
Устройство для колебания сварочной горелки, содержащее неподвижное основание, двигатель, механизм регулирования амплитуды колебания, снабженный поводком, установленным с возможностью свободного вращения и соосно со сварочной горелкой, и механизм стабилизации положения сварочной горелки, отличающееся тем, что механизм регулирования амплитуды колебания выполнен в виде соединенного с валом двигателя основного корпуса и дополнительного цилиндрического корпуса, установленного с эксцентриситетом в основном корпусе, а в дополнительном цилиндрическом корпусе с эксцентриситетом установлен поводок, при этом эксцентриситет между осью поводка и осью дополнительного цилиндрического корпуса равен эксцентриситету между осью дополнительного цилиндрического корпуса и основного корпуса, а механизм стабилизации положения сварочной горелки выполнен в виде закрепленной на неподвижном основании упругой петли, образованной гибким кабелем, соединенным со сварочной горелкой.
| УСТРОЙСТВО ДЛЯ КОЛЕБАНИЯ СВАРОЧНОГО ИНСТРУМЕНТА | 1991 |
|
RU2030264C1 |
| УСТРОЙСТВО ДЛЯ ПЕРЕМЕЩЕНИЯ ГОРЕЛКИ | 1991 |
|
RU2030269C1 |
| US 5149939 A, 22.09.1992 | |||
| JP 2008114279 A, 22.05.2008 | |||
| JP 2005238294 A, 08.09.2005. | |||

