Изобретение относится к металлообработке шлифованием и может быть использовано в подшипниковой промышленности, а также других отраслях народного хозяйства при обработке шлифованием деталей класса колец на станках с круглым магнитным столом.
Известен способ обработки деталей класса колец с креплением последних по торцам магнитным полем на станках с круглыми магнитными столами. Сила притяжения деталей зависит в основном от площади торцов колец, соприкасающихся с поверхностью магнитных столов. Минимальная допустимая площадь соприкосновения торцов колец с поверхностью круглых магнитных столов оговаривается паспортами на шлифовальные станки; во всех случаях обработки колец с площадями соприкосновения меньше паспортной рекомендуется применять дополнительные методы крепления колец, в том числе механические для предотвращения от сдвига колец во время обработки усилиями резания.
Известен также способ обработки плоскостей (торцов) с применением магнитных прямоугольных плит, при котором для предотвращения сдвига призматических тонких плоских деталей усилиями резания во время обработки применяют упоры в виде металлических планок, устанавливаемых со всех сторон обрабатываемой детали.
Недостатком применения указанных упоров являются неудобства их использования из-за остаточного магнетизма, препятствующего быстрому снятию упоров после обработки деталей, приводящим к значительным затратам времени. Кроме того, для фиксирования деталей класса колец больших диаметров требуется значительное количество упоров.
Техническим результатом изобретения является повышение удобств и надежности фиксирования деталей типа колец на станках с круглым магнитным столом, обеспечение универсальности применения для обработки торцов, наружных и внутренних цилиндрических или конических поверхностей, устранение сдвига колец усилиями резания во время обработки.
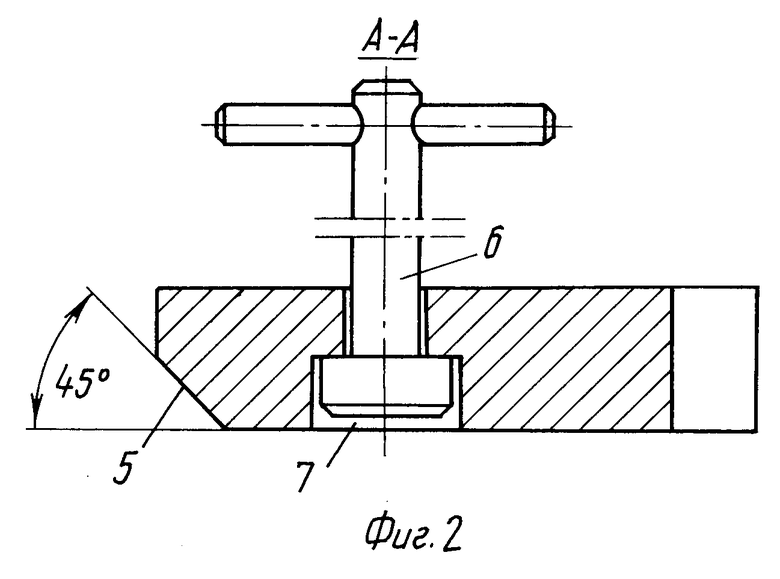
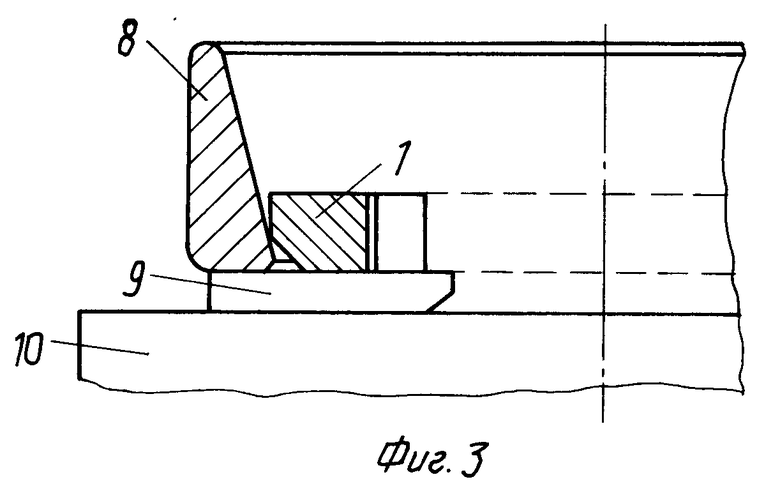
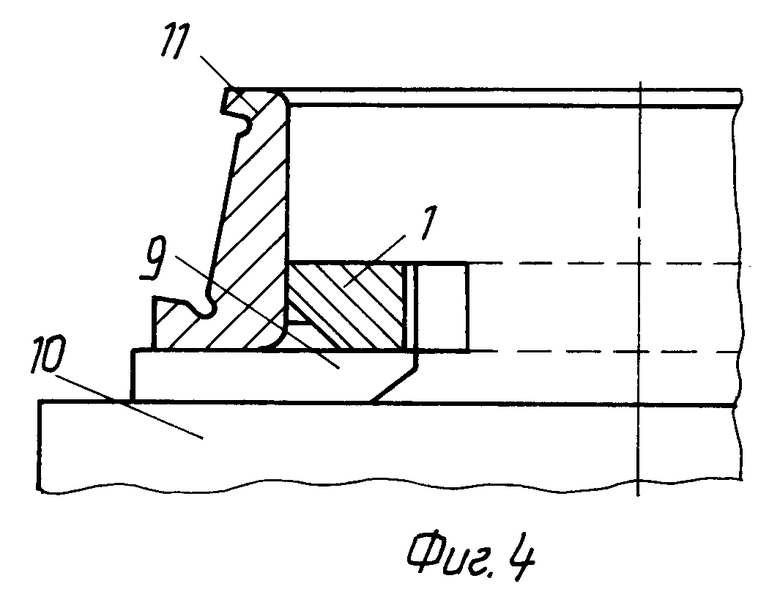
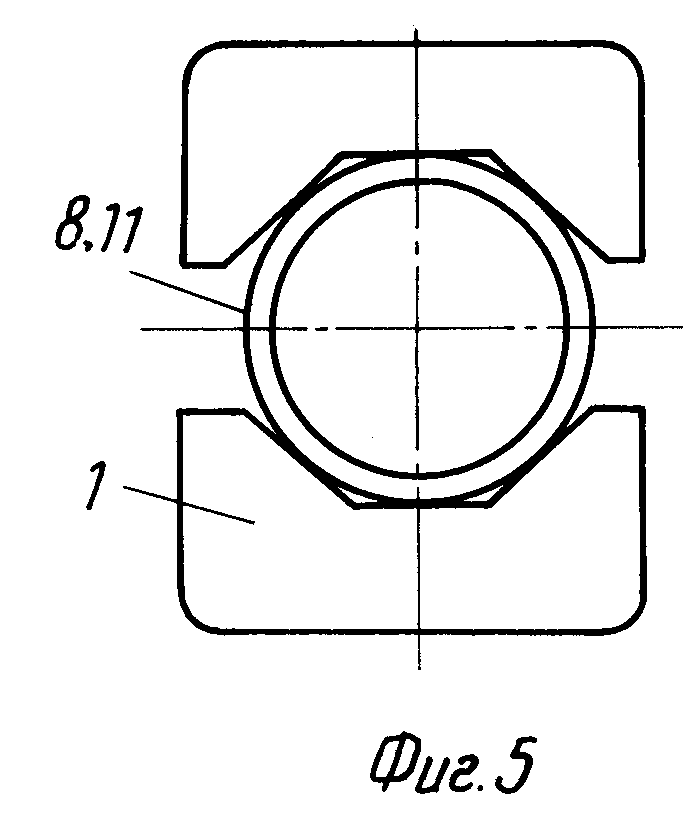
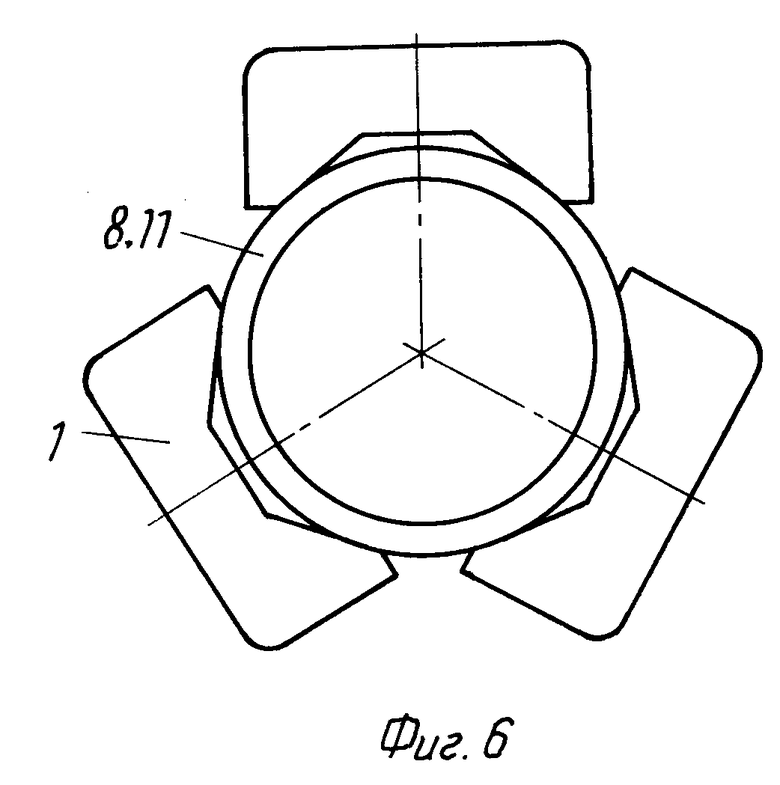
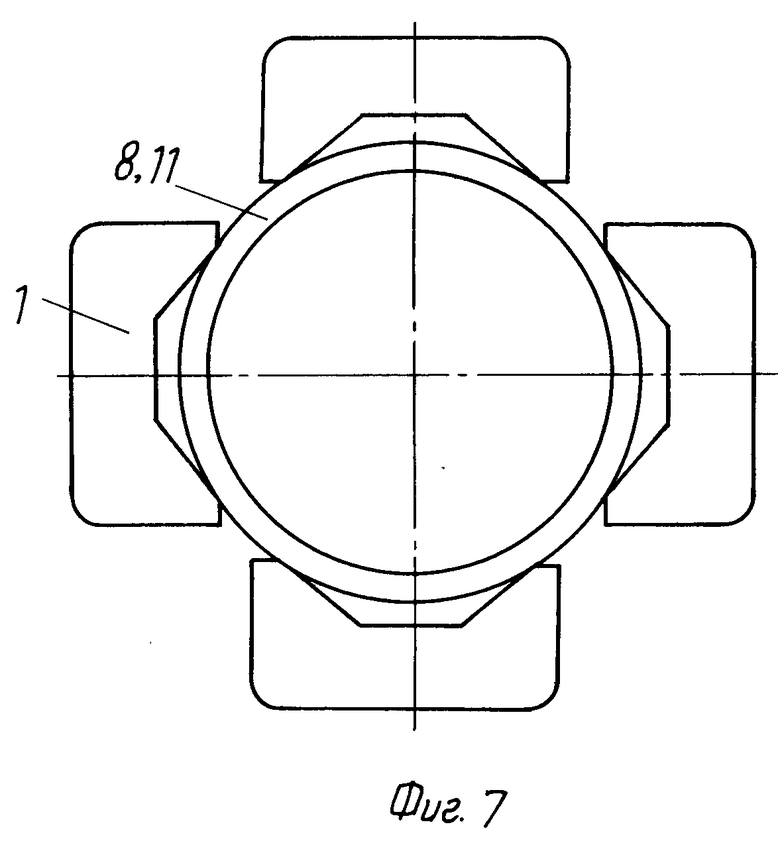
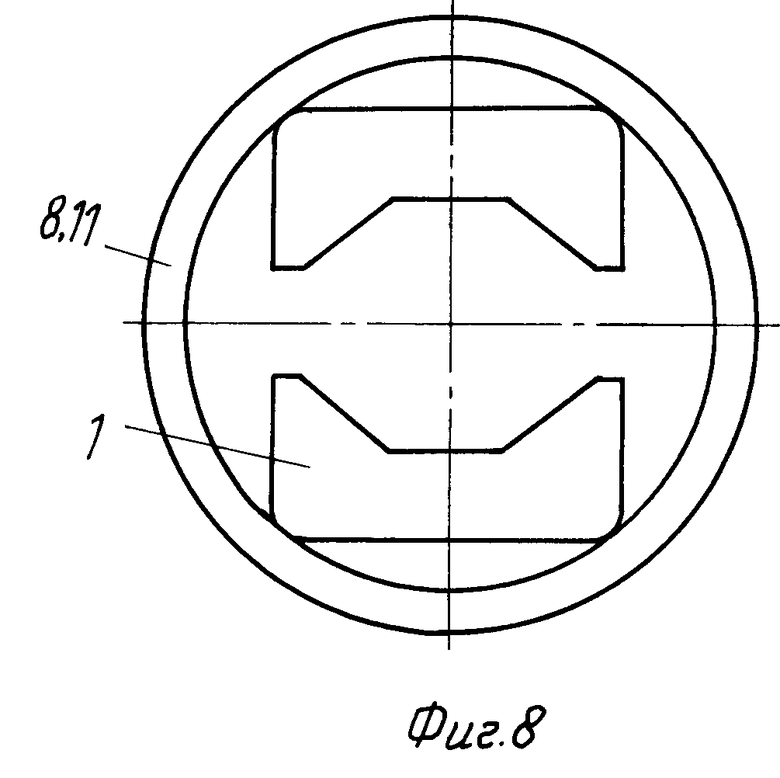
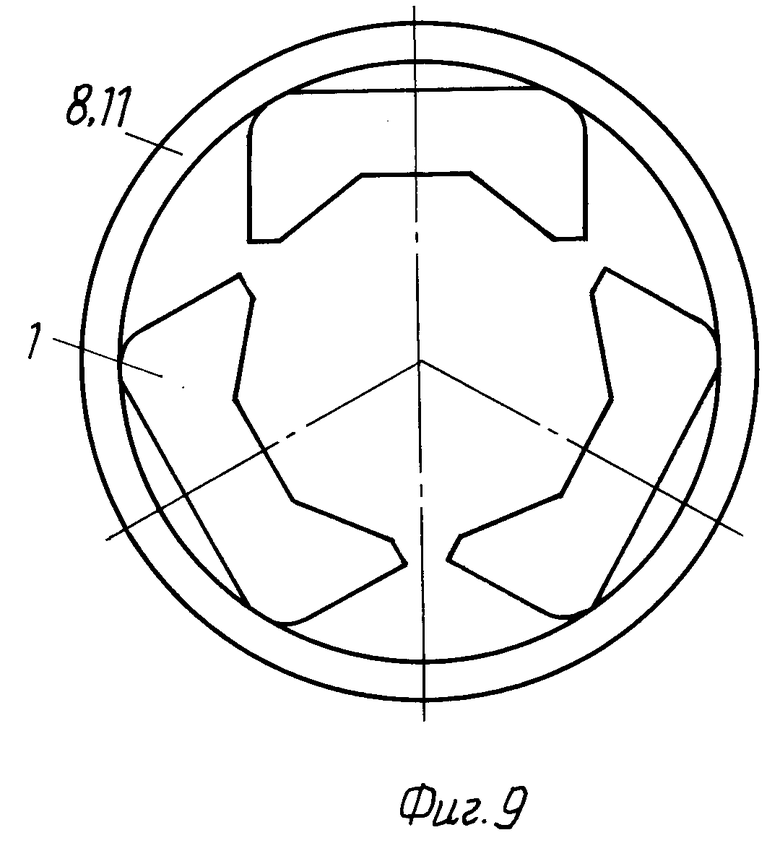
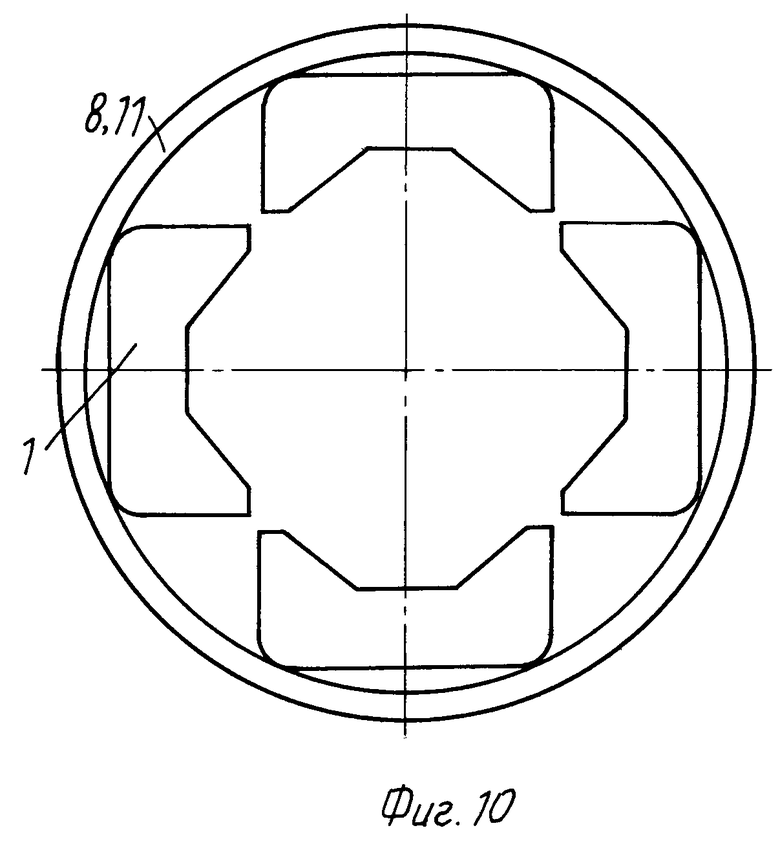
На фиг. 1 представлен упор со специальными ручками для установки и снятия, вид в плане; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 и 4 - схемы фиксирования колец по коническому и цилиндрическому отверстиям при установке колец на магнитных подставках; на фиг. 5-7 - варианты фиксирования колец по наружным цилиндрическим или коническим поверхностям для обработки цилиндрических или конических отверстий, торцов; на фиг. 8-10 - варианты фиксирования колец по внутренним цилиндрическим или коническим поверхностям для обработки наружных цилиндрических или конических поверхностей, торцов.
Упор выполнен из толстой листовой стали в виде параллелепипеда небольшой высоты, у которого вершины ребер 3 боковой грани 4 выполнены скругленными и предназначены для взаимодействия с внутренней цилиндрической поверхностью деталей класса колец; на противолежащих гранях 2 выполнено призматическое углубление с центральным углом 108о для взаимодействия с наружной цилиндрической или конической поверхностями деталей. На нижней части скруглений 3 выполнены скосы 5 под углом 45о, расположенные зеркально относительно оси симметрии призматического углубления, предназначенные для взаимодействия с коническим отверстием детали. Для удобства установки и снятия упора 1 последний снабжен двумя специальными быстросъемными ручками 6, устанавливаемыми в Т-образные пазы 7 на осевой прямой центра тяжести упора, параллельной боковой грани с длинными ребрами.
Используется упор следующим образом.
Кольца 8 или 11 устанавливают на подставки 9 магнитного стола 10 и выставляют по индикатору вращением кольца с магнитным столом относительно его оси. Затем с помощью ручек 6 (фиг. 1) упоры 1 переносят на подставки 9 до соприкосновения с фиксируемой поверхностью кольца в соответствии с рекомендуемыми схемами установки (фиг. 5-10), затем включают магнитный стол 10 и закрепляют кольцо 8 или 11 с упорами 1 и производят обработку требуемых поверхностей. По окончании обработки отключают магнитный стол, снимают один или два упора 1 (в зависимости от использования схем), оставляя другие упоры для фиксирования последующих колец, чем сокращают время на установку и выставку колец.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО КЛИНОВОЕ ЗАПОРНОЕ И ПРОТИВОСДВИГОВОЕ | 2005 |
|
RU2293009C2 |
| СПОСОБ УСТРАНЕНИЯ ИЗОГНУТОСТИ ТОРЦОВ ДЕТАЛЕЙ КЛАССА КОЛЕЦ ШЛИФОВАНИЕМ | 2008 |
|
RU2370354C1 |
| КУЛАЧКИ ЗАЖИМНОГО ПАТРОНА (ВАРИАНТЫ) | 2001 |
|
RU2253547C9 |
| СПОСОБ ШЛИФОВАНИЯ НАРУЖНЫХ КОНИЧЕСКИХ ПОВЕРХНОСТЕЙ ЗАГОТОВОК КОЛЕЦ | 1992 |
|
RU2041046C1 |
| СПОСОБ УСТРАНЕНИЯ ИЗОГНУТОСТИ ТОРЦОВ КОЛЕЦ ШЛИФОВАНИЕМ | 2004 |
|
RU2271918C2 |
| ВНУТРЕННЕЕ ЗЕРКАЛО ЗАДНЕГО ВИДА ДЛЯ ТРАНСПОРТНЫХ СРЕДСТВ | 1995 |
|
RU2083393C1 |
| ПРИЖИМ | 2007 |
|
RU2350453C1 |
| УНИВЕРСАЛЬНЫЙ ШПИНГАЛЕТ ДЛЯ РАСПАШНЫХ ДВЕРЕЙ ИЗ АЛЮМИНИЕВОГО И ПОЛИВИНИЛХЛОРИДНОГО ПРОФИЛЕЙ | 2014 |
|
RU2546496C1 |
| Привод кулачков самоцентрирующего патрона | 1984 |
|
SU1301569A1 |
| ЗАЖИМНОЙ ПАТРОН (ВАРИАНТЫ) | 2007 |
|
RU2350434C1 |
Использование: в металлообработке шлифованием, в частности в подшипниковой промышленности. Сущность изобретения: упор выполнен из толстой листовой стали в виде параллелепипеда, у которого вершины ребер 3 боковой грани 4 выполнены скругленными и предназначены для взаимодействия с внутренней цилиндрической поверхностью детали. На противолежащих гранях 2 выполнено призматическое углубление с центральным углом 108° для взаимодействия с наружной цилиндрической или конической поверхностями деталей, на нижней части скруглений 3 выполнены скосы под углом 45°, расположенные зеркально относительно оси симметрии призматического углубления и предназначенные для взаимодействия с коническим отверстием детали. 1 з.п. ф-лы, 10 ил.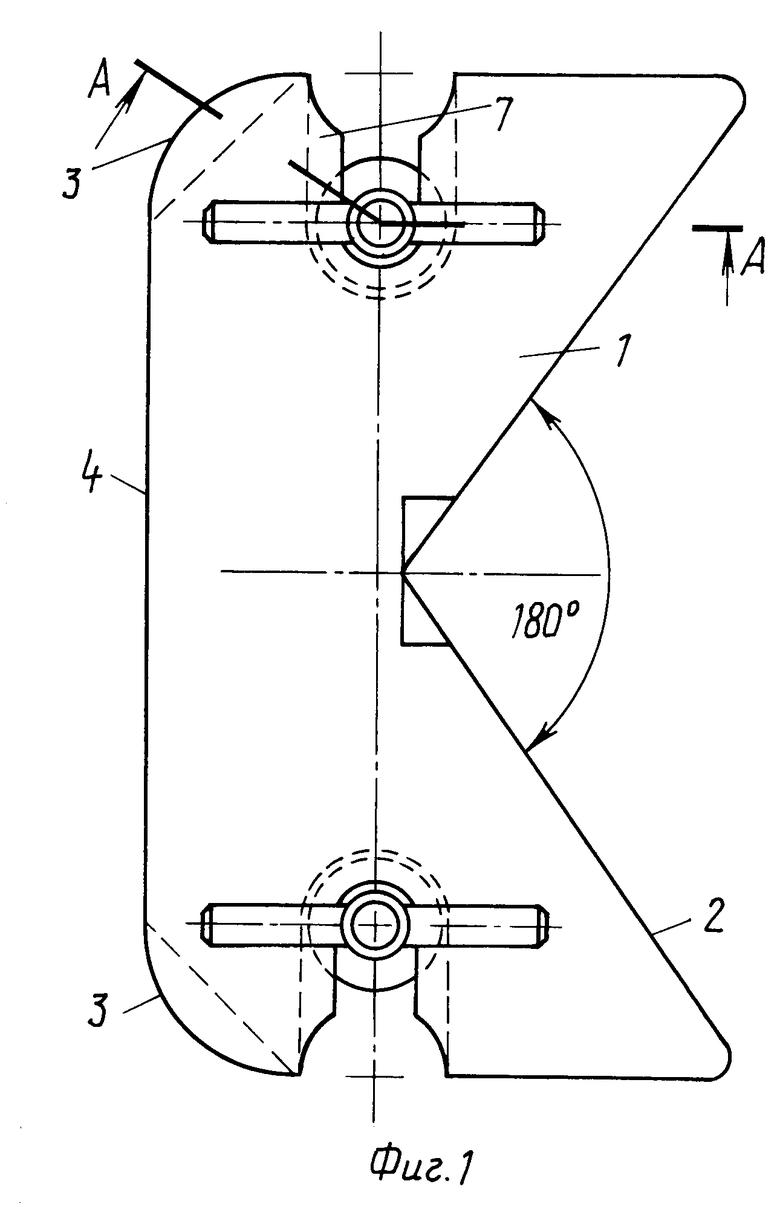
| Терган В.С | |||
| Плоское шлифование, М.: Высшая школа 1974, с.209 | |||
| Реверсивный дисковый культиватор для тросовой тяги | 1923 |
|
SU130A1 |
