Изобретение касается способа обработки отработанной формовочной и/или стержневой смеси, которая подается в виде песчаной формы к формовочной установке, а затем после осуществления заливки отделяется на позиции выбивки от отливки.
Для изготовления отливок в большинстве случаев используются образованные из формовочной смеси формы. В результате термического воздействия жидкого металла песок, использованный вместе с вяжущими материалами, например бентонитом, который сгорает при температуре жидкого металла, частично разрушается и должен выводиться из процесса. В результате добавления свежего формовочного песка в форму стержней, которые предназначены для образования полостей в отливках, система непрерывно пополняется свежим формовочным песком.
В этом случае избыточный песок должен удаляться из процесса и отвозиться к месту складирования. Этот отработанный или старый песок содержит наряду с песком (как правило, кварцевым песком) такие добавки формовочного материала как бентонит и носитель углерода. Из-за этих добавок возможности повторного использования отработанного песка в других областях (в строительстве и т.п.) ограничены. Поэтому образующийся в литейном производстве в виде отходов отработанный песок отвозится к местам складирования.
Наряду с экономическими недостатками самого литейного производства значительным является загрязнение окружающей среды в результате необходимости удаления образующейся в виде отходов отработанной формовочной смеси.
Изобретение ставит задачу создания способа, с помощью которого становится возможным экономическое повторное использование отработанной формовочной смеси. Предложенный способ должен также внести существенный вклад в уменьшение загрязнения окружающей среды, так как подлежащие складированию отходы сокращаются до минимума.
Это решается в способе обработки отработанной формовочной и/или стержневой смеси, включающем отделение металлических частей и удаление комков песка, регенерацию, подачу регенерированного песка (возврата) в систему приготовления формовочной и/или стержневой смеси, а продуктов отхода регенерации в отвал за счет того, что регенерацию ведут двухстадийно, причем после отделения регенерированного песка от продуктов отхода регенерации, подаваемых в отвал, отделяют регенерированные добавки и возвращают их вновь в систему.
Согласно предпочтительному варианту выполнения способа части формовочной смеси, которую отводят в установку регенерации, по количеству соответствует той части, которую вводят в систему в качестве стержневой смеси.
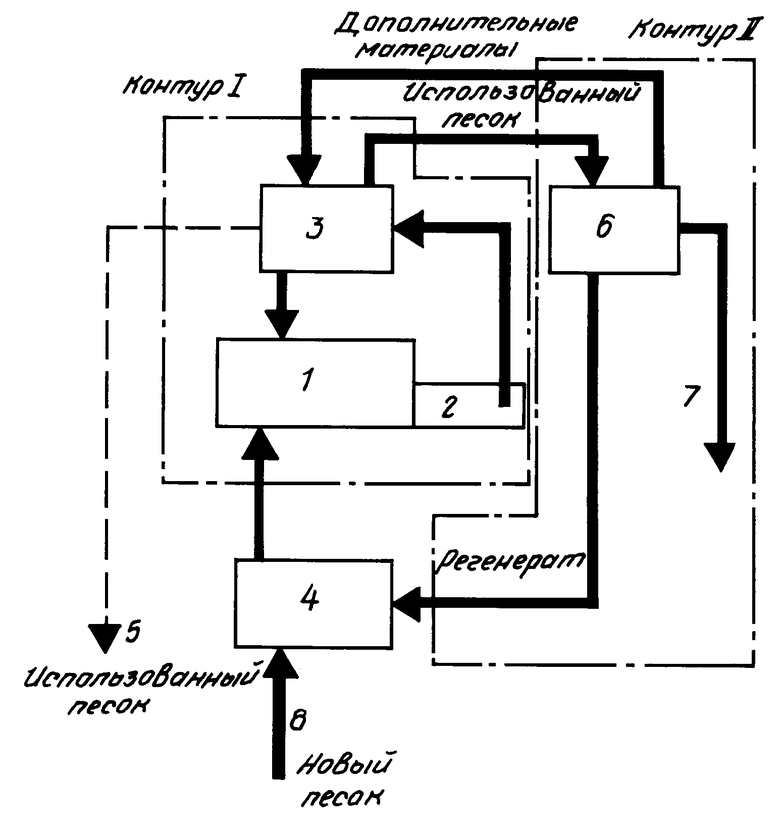
На чертеже показана блок-схема системы регенерации отработанной смеси, имеющая два циркуляционных контура.
В первом циркуляционном контуре отработанный песок транспортируется из формовочной установки 1 и позиции выбивки 2 к позиции 3 подготовки отработанной смеси, где осуществляется отделение металлических элементов, удаление комков песка и примешивание дополнительных компонентов.
Подготовленный таким образом формовочный песок подводится на позицию изготовления литейных форм на формовочной установке. Позиция изготовления стержней обозначена цифрой 4, горелый формовочный песок - 5.
Во втором циркуляционном контуре часть использованного песка подводится на регенерацию 6, причем регенерация части использованного песка осуществляется путем механической регенерации (истиранием, ударной нагрузкой). Полученный при этом песок подводится для изготовления стержней в стержневое отделение.
В процесс регенерации зерна песка за счет ударной и/или срезающей нагрузки освобождаются от оболочки, состоящей из дополнительных, используемых при изготовлении формы веществ, которые отсасываются вместе со слишком мелкими, не годящимися для дальнейшего использования зернами песка. При пропускании через циклон и фильтр дополнительные вещества, годящиеся для употребления, отделяются и подводятся на позицию 3 подготовки отработанной смеси (отделение от металлических включений, удаление комков песка, примешивание дополнительных веществ).
Составными пылевидными составляющими, которые годятся для повторного использования, являются такие вещества, как бентонит и угольная пыль, отделяемые в процессе регенерации.
Остаточная пыль 7, состоящая из не подлежащих дальнейшему использованию песчаных зерен и остатков вяжущих материалов (около 20% объема отработанной формовочной смеси) может или непосредственно складироваться или предварительно уплотняться в блоки, окатыши и т.д., или смешиваться с жидким шлаком.
Последнее предпочтительным образом может осуществляться в вагранке.
П р и м е р. В течение часа из обогатительного контура отбирается 4,5 т отработанной формовочной смеси и подается в механическую установку на регенерацию.
Благодаря комбинированной механической ударной и срезающей нагрузке песчаных зерен при одновременном отсасывании удаляются остатки добавок и с помощью воздушной сепарации в последующем циклоне и фильтре пригодные добавки отделяются от непригодной песчаной пыли. Регенерат, который составляет 60-65% горелой формовочной земли, подается непосредственно для изготовления стержней в виде свежей формовочной земли. Осаждающаяся в циклоне и фильтре пыль из первой фазы регенерирования содержит 30-40% добавок, которые подаются в контур обогатительной системы.
Благодаря использованию двухконтурной системы расход добавок сократился на 62%.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОРЦИОННОЙ РЕГЕНЕРАЦИИ ОТРАБОТАННОГО ЛИТЕЙНОГО ФОРМОВОЧНОГО ПЕСКА | 1991 |
|
RU2061573C1 |
| Способ регенерации литейных песчано-глинистых формовочных смесей и устройство для его реализации | 1979 |
|
SU1055322A3 |
| ЛИТЕЙНАЯ ФОРМА, СТЕРЖЕНЬ И СПОСОБ ЛИТЬЯ | 1995 |
|
RU2139771C1 |
| СПОСОБ УПЛОТНЕНИЯ ФОРМОВОЧНОЙ СМЕСИ | 1991 |
|
RU2084308C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ СТЕРЖНЕЙ ИЛИ ФОРМ | 2003 |
|
RU2309813C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИТЕЙНЫХ СТЕРЖНЕЙ ИЛИ ФОРМ | 2006 |
|
RU2442673C2 |
| СПОСОБ УТИЛИЗАЦИИ И УДАЛЕНИЯ ВЫДЕЛЯЮЩИХСЯ В ВАГРАНКЕ ОСТАТОЧНЫХ ВЕЩЕСТВ | 1997 |
|
RU2148663C1 |
| СПОСОБ МАРКИРОВКИ ОТЛИВОК | 1993 |
|
RU2087246C1 |
| Способ обработки материалов (его варианты) и устройство для его осуществления (его варианты) | 1980 |
|
SU1166881A1 |
| ТЕРМИЧЕСКАЯ РЕГЕНЕРАЦИЯ ФОРМОВОЧНОГО ПЕСКА | 2008 |
|
RU2496599C2 |
Использование: для регенерации отработанной формовочной и/или стержневой смеси. Сущность изобретения: способ предусматривает ведение двухстадийной регенерации, причем после отделения регенерированного песка от продуктов отхода регенерации, подаваемых в отвал, отделяют регенерированные добавки и возвращают их вновь в систему. 1 з.п. ф-лы, 1 ил.
| Процессы регенерации песков из отвальных смесей литейных цехов./ Под ред | |||
| Шпектора А.А., ВНИИЛИТМАШ, 1981, с.26-28, 117-118. |
