Изобретение относится к использованию дробленой и сортированной руды, предпочтительнее, магнетитовой руды, для изготовления литейных форм и литейных стержней, используемых при литье цветных металлов или сплавов, в частности легких металлов и сплавов легких металлов.
Магнетит является ферромагнитным материалом, имеющим стехиометрический состав Fe3O4. В настоящем контексте выражение "сортированный" используется для указания того, что руда после дробления подвергается определенной сортировке или классификации по размеру, например, посредством грохочения, воздушной сепарации или флотации, которые хорошо известны для таких материалов из частиц, как песок.
Предшествующий уровень техники.
До настоящего времени основным материалом из минеральных частиц, используемым для изготовления литейных форм и стержней, практически является исключительно кварцевый песок. (FR 2014789, B 22 C 1/00, 17.04.70).
По общему признанию, в литейном производстве неизвестно использование и других базовых материалов из минеральных частиц, таких как, например оливиновый песок, железо-магниевый силикат, циркониевый песок и силикат циркония. Вследствие их высокой теплостойкости и высокой стоимости эти базовые материалы находят ограниченное применение в качестве так называемого "модельного песка" или в качестве стрежней, вкладываемых в те участки литейных форм, для литья стальных отливок, которые особенно подвержены воздействию тепла, для того, чтобы исключить или уменьшить "пригар" песка на соответствующих участках отливки и последующую обременительную и дорогостоящую очистку отливок.
Дробленая хромитовая руда нашла соответствующее применение, поскольку для этого минерала характеристики смачивания его жидкой сталью таковы, что он просто "отталкивает" последнюю.
Не известны никакие примеры таких основных материалов из минеральных частиц, которые используются в большей массе оборотных литейных материалов помимо литья цветных металлов или сплавов.
В статье "Moglichkeiten der industriellen Anwendung des Magnetformverfahrens zur Herstellung von Massengussteilen" (38th International Foundry Congress, Exchange Paper N 9, Dusseldorf, 1971) A. Виттмозера, К. Стейнака и Р.Хофмана описано массовое производство отливок, основанное на массовом производстве термогазифицируемых моделей из вспененного полистирола. На эти модели наносится покрытие путем распыления или окунания в покрытии (Schlichte), после чего они обмазываются текучей смесью гранулированного железа и измельченной или дробленной магнетитовой руды, возможно, в псевдоожиженном состоянии. Перед операцией литья на материал формы накладывается магнитное поле для того, чтобы связать его отдельные частицы магнитным путем, и это магнитное поле поддерживается в процессе самого литья и по крайней мере в течение части периода времени, в течение которого металл отверждается в форме. После снятия магнитного поля материал формы, который опять находится в текучем состоянии, стекает с отливки, после чего его можно использовать в новых литейных формах, возможно, после охлаждения. В статье, относящейся исключительно к литью сплавов железа, обращается внимание на более высокий охлаждающий эффект материала формы в сравнении с кварцевым песком, а также осуждается, как этот охлаждающий эффект можно изменять путем изменения количественного соотношения между гранулированным железом и частицами магнетита в материале формы, поскольку увеличение доли частиц магнетита снижает охлаждающий эффект.
Совершенно очевидно, что этот метод нельзя использовать в общепринятых системах формовки и литья.
При литье отливок легких металлов, в частности, используемых в автомобильной и подобных отраслях промышленности существует, однако, огромная потребность в обеспечении более быстрого охлаждения металла, разлитого в формы, так как это обеспечивает возможность получения более тонкозернистой структуры в отливках, а также исключения так называемых микроусадочных раковин в отливках.
В настоящее время предприняты попытки обеспечения такого более быстрого охлаждения путем литья в так называемые металлические формы (пресс-формы), такие формы, однако, дороги в изготовлении, и в сравнении с литьем в обычной системе формовки и литья, основанной на использовании песка, (Курдюмов А.В. и др. Литейное производство цветных и редких металлов. М., Металлургия, 1982, с. 135), производительность их очень ограничена.
Описание изобретения
Задача настоящего изобретения - это показать, каким образом можно в обычной установке формовки и литья, основанной на использовании песка, достичь скоростей охлаждения, приближающихся к скоростям, которые могут быть достигнуты в металлических литейных формах.
Согласно настоящему изобретению эта задача обеспечивается путем использования дробленой и отсортированной руды, предпочтительно, магнетитовой руды, в качестве основного материала из минеральных частиц в формах, которые можно использовать повторно или в неиспользуемых повторно формах или в качестве материала стержней, соответственно, для изготовления сухих или сырых, предпочтительно, на глиняном связующем, в частности, бентонитовом связующем, опочных литейных форм или безопочных литейных форм и стержней для размещения в таких формах или в металлических формах (пресс-формах), предпочтительнее, при литье цветных металлов или сплавов, в частности, легких металлов и сплавов легких металлов.
В сравнении с использованием в качестве основного материала кварцевого песка это, в первую очередь, означает, что металл, разливаемый в формы, затвердевает быстрее, и что отливки, в частности, отливки легкого металла, в этом процессе приобретают более тонкозернистую структуру и более "плотную" структуру, приблизительно соответствующую структуре, которая может быть получена посредством литья в пресс-формы. То есть, что в общепринятой системе формовки и литья, основанной на использовании формовочного песка, при относительно низкой стоимости модели и высокой производительности, связанных с такой установкой, можно обеспечить качество отливок, по крайней мере приближающееся к уровню, который может быть достигнут при использовании установок для литья под давлением со значительно более дорогостоящими литейными формами и более низкой производительностью.
Вторым преимуществом является то, что при использовании изобретения можно выполнить охлаждающие участки системы формовки и литья значительно более короткими, экономя таким образом пространство.
Третьим преимуществом настоящего изобретения является то, что количество рециркулируемого формовочного материала может быть уменьшено по сравнению с использованием кварцевого песка в качестве основного материала, таким образом частично компенсируя или возмещая использование более дорогого основного материала.
Четвертым преимуществом, направленным в том же направлении, может оказаться следующее: с точки зрения охраны окружающей среды является относительно дорогостоящим хранение или накопление использованного или отработанного формовочного материал, базирующего на кварцевом песке, но в случае, когда отработанный формовочный материал базируется на магнетитовой руде можно утилизировать его не только бесплатно, но даже с экономической выгодой, поскольку этот материал можно без дополнительной обработки использовать для производства чугуна не только в доменных печах, но практически в любой печи для плавления чугуна или стали.
Еще одним преимуществом использования магнетитовой руды как основного материала является то, что этот материал, в противоположность кварцевому песку, не может вызвать распространение легочного силикоза.
Преимуществом использования этого материала для стержней, помещаемых в металлические пресс-формы, является то, что в отличие от неметаллических стержней такие стержни могут быть профилированы любым необходимым способом и еще имеют значительно большую охлаждающую способность, чем соответствующие стержни из кварцевого песка.
Использование изобретения доказало, что базовый материал имеет распределение частиц, указанное в пункте 2 формулы изобретения.
Формовочный материал, используемый для литейных форм, может представлять собой материал, раскрытый в пункте 3 формулы изобретения, при этом используемый бентонит, предпочтительнее, является природным Na-бентонитом (западным бентонитом) или так называемым "активным бентонитом", т.е. Ca - бентонитом (южного типа), конвертируемым в Na-бентонит посредством ионного обмена. Бентонит является обычно используемым в литейном производстве связующим.
Альтернативно, формовочный материал может представлять материал, раскрытый в пункте 4 формулы изобретения. В обоих случаях литейные формы могут быть высушены перед литьем, как указано в пункте 5 формулы.
В качестве второй или дополнительной альтернативы формовочный материал может представлять материал, раскрытый в пункте 6 формулы, и в этом случае формы могут быть изготовлены таким образом, чтобы они схватились или затвердевали перед литьем, как указано в пункте 7 формулы.
Во всех трех случаях добавки, предпочтительнее, выбирают из группы, указанной в пункте 8 формулы, но это не исключает использования других добавок.
При использовании согласно изобретению стержни, предпочтительнее, включают стержневой материал, раскрытый в пункте 9, при этом стержневой материал может быть упрочнен или выполнен твердеющим, как указано в пунктах 10 или 11 формулы изобретения.
Стержни, однако, могут представлять собой стержни, раскрытые в п. 2, и сцементированы или отверждены путем замораживания, замораживание или охлаждение стержневых ящиков, например, обеспечивается с использованием газа, например азота. В этом способе стержни будут производить особенно сильный охлаждающий эффект, что может быть желательным в некоторых применениях, например при вышеупомянутом использовании стержней в металлических пресс-формах.
Предпочтительнее, часть материала формы и стержня, являющегося результатом операции вытряхивания, повторно обрабатывается как это указано в пункте 13, хотя в этом случае добавка воды и связующей глины, предпочтительнее, настраивается таким образом, что формовочный материал при рециркуляции будет иметь требуемые формовочные свойства.
Остальной материал формы и стержня, являющийся результатом операции вытряхивания, может быть подвергнут регенерации и повторному использованию, как указано в пункте 14 формулы при этом в таком регенерирующем процессе можно использовать такие способы и устройства, которые хорошо известны при аналогичной обработке материала формы и стержня на основе кварцевого песка, но помимо этого дополненные магнитной сепарацией, как указано в п. 15, вследствие магнитных свойств базового материала.
Альтернативно, часть основного или базового материала, не обработанная повторно, может быть утилизирована как это указано в пункте 16. Это означает, что избыточное количество используемого формовочного материала не должно храниться или накапливаться при затратах больших, чем в случае использования в качестве основного материала кварцевого песка, но может быть выгодно использовано в процессах выделения металла из руды - в случае магнетита он может осуществляться в обычных в литейных печах для чугуна или стали или в печах для плавки чугуна, при этом предварительное окомкование магнетитового материала является необязательным.
Описание предпочтительных вариантов.
В последующей части настоящего описания изобретение будет объяснено подробнее, т.е. на основе сравнительных примеров формовочного материала на основе дробленой и отсортированной магнетитовой руды и на основе кварцевого песка, соответственно.
В "технологических" опытах, обсужденных ниже, применяли обычно используемое для испытаний песка оборудование от фирмы Георг Фишер А.Г., Шаффхаузен, Швейцария, и инструкции для испытаний, данные этой фирмы были следующие.
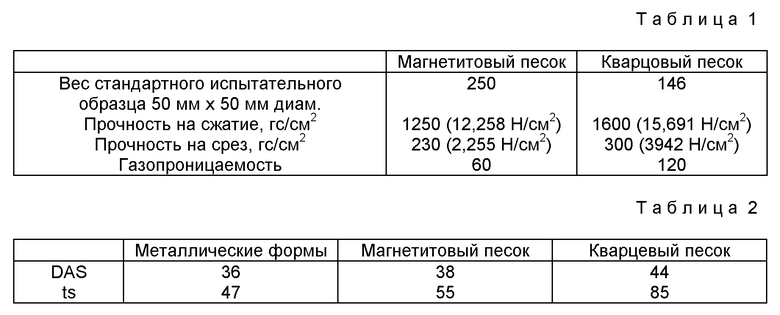
Используемым параметром, проявляющим решающее различие между магнетитовым песком и кварцевым песком, являлся вес на единицу объема сухого основного или базового песка, т.е. вес, например, одного литра уплотненного или затвердевшего песка в килограммах, составляющий для магнетитового песка приблизительно 2,8 и для кварцевого песка - приблизительно 1,5. Кроме того, охлаждающий эффект магнетитового песка составляет приблизительно 1500 Дж/м2 сек1/2. 0K в сравнении с приблизительно 1000 Дж/м2 сек1/2. 0K для кварцевого песка.
Для использования в сравнительных опытах в лабораторном смесителе были приготовлены следующие смеси:
1. Магнетитовый песок: 4,5 кг магнетитового песка смешивали в течение 7 минут с 300 г активного бентонита ( "Geko"® и 63 г воды и после грохочения подвергали испытаниям, указанным в таблице 1.
11. Кварцевый песок: 2,5 кг кварцевого песка смешивали в течение 7 минут с 300 г активного бентонита ( "Geko"® и 63 г воды и после грохочения подвергали испытаниям, указанным в табл. 1 (см.в конце описания).
Опытные формы с размерами 36 мм диам. х 185 мм получали, используя одни и те же модели и формовочные песочные смеси, описанные в 1 и 11 выше, упомянутые опытные формы использовали для литья AlSi7Mg при 680oC. В то же самое время опытные образцы соответствующих размеров разливали в металлические формы, и затем определяли следующие параметры:
DAS, т. е. интервалы междуветвями дендритов в и ts, т.е. время затвердевания в секундах
Эти фигуры абсолютно ясно показывают больший охлаждающий эффект магнетитового песка в сравнении с кварцевым песком, в то же время микроструктура образцов литья в формах из магнетитового песка была приблизительно на 13,6% "плотнее" (более "тонкозернистая"), чем в образцах отливок в кварцевых формах, время их отверждения уменьшилось приблизительно на 35% в сравнении с образцами литья из кварцевых форм. Также видно, что для обоих вышеупомянутых параметров были получены приблизительно такие же значения, которые получают при литье в металлическую форму.
Помимо применений, описанных выше и указанных в формуле изобретения, для специалистов должно быть близким использование стержней по любому из пунктов 9-12 в формах, имеющих в качестве основного материала кварцевый песок для обеспечения и улучшенного охлаждающего эффекта и пониженную подъемную силу (плавучесть) стержней после литья формы. В этом случае магнетитовый песок может быть легко отделен магнитным путем от кварцевого песка после вытряхивания, таким образом частично регенерируя магнетитовый песок, частично исключая загрязнение циркулирующего кварцевого песка песком стержня и связующим стержня.
В приведенном выше описании использование согласно изобретению описано в связи с литьем легких металлов и сплавов легких металлов, однако должно быть понятно, что изобретение также может использоваться для литья цветных металлов, например, медных сплавов или даже черных металлов, например, чугуна.
Изобретение относится к литейному производству и может быть использовано при литье цветных металлов и сплавов, в частности легких металлов и сплавов. При изготовлении литейных форм и стержней в качестве основного материала в формовочной и стержневой смеси используют дробленую и отсортированную руду, предпочтительно магнетитовую. Руду используют при изготовлении сырых или сухих форм и стержней, предпочтительно на глиняном связующем. Изобретение обеспечивает возможность более быстрого охлаждения и ускорения затвердевания металла, заливаемого в формы, что способствует получению благоприятной микроструктуры в отливках. 3 с. и ф-лы, 16 з.п.ф-лы, 2 табл.
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУСТОРОННЕГО ОБЪЕМНОГО ПОЛОТНА | 1992 |
|
RU2014789C1 |
| Курдюмов А.В | |||
| и др | |||
| Литейное производство цветных и редких металлов | |||
| - М.: Металлургия, 1982, с.135 | |||
| Льдогенератор | 1990 |
|
SU1770688A1 |
| Самотвердеющая смесь для изготовле-Ния лиТЕйНыХ фОРМ и СТЕРжНЕй | 1978 |
|
SU814547A1 |
| Смесь для изготовления литейных форм | 1985 |
|
SU1297981A1 |
