Изобретение относится к способам термомеханической обработки ферромагнитных материалов для получения полутвердых постоянных магнитов высокой прочности, используемых в производстве роторов гистерезисных двигателей (ГД).
Наиболее близким к изобретению является способ термомеханической обработки мартенситно-стареющей стали Н18К9М5Т, проводимой при следующих условиях: закалка 820оС, холодная деформация 30%, старение 400-500оС.
После закалки и закалки + холодная деформация, значения коэрцитивной силы составляет 27 и 20 Э, намагниченности насыщения 18300 и 18600 Гс соответственно. Однако в прототипе такие магнитные параметры достигнуты в намагничивающем поле величиной сотни эрстед.
Техническим результатом изобретения является повышение магнитных гистерезисных характеристик мартенситно-стареющих сталей для использования в качестве полутвердого магнита, например в высокоскоростных ГД.
Известные режимы термообработки, проводимые при температуре 480-800оС, направлены на получение различных сочетаний прочности, пластичности и ударной вязкости. Упрочнение мартенситно-стареющей стали достигается в два этапа, получение мартенситной структуры (γ-α) закалкой с 850-1000оС и последующее старение в области температур 350-480оС, в результате чего происходит изотропное выделение гексагональной η-фазы Ni3Ti.
Для сплава ВКС-210 (Н18К9М5Т) максимум прочностных характеристик достигается в диапазоне температур 420-480оС, его магнитные свойства при этом оказываются весьма низкими.
Повышение магнитных свойств в предлагаемом способе достигается индуцированием (наведением) плоскостной магнитной текстуры, формирование которой происходит в три этапа:
оптимизация как степени, так и схемы деформации мартенситной структуры перекрестной прокатной с суммарным обжатием 40-60%. При этом плоскость 110 располагается параллельно плоскости прокатки, что способствует благоприятной ориентации, о оси легкого намагничивания (ОЛН) в кристаллографической решетке;
последующее за холодной деформацией дисперсионное твердение в режиме перестаривания при температуре 550оС приводит к анизотропному распаду твердого раствора с выделением частиц вдоль ОЛН с образованием плоскостной магнитной текстуры, отвечающей за повышение остаточной намагниченности и прямоугольности кривой размагничивания;
частичная аустенизация при 570оС, при которой происходит дальнейшее укрупнение частиц и повышение коэрцитивной силы сплава.
Предлагаемый способ реализован следующим образом.
Горячая прокатка заготовок в валках диаметром 60 мм до толщины, обеспечивающей необходимую степень деформации при холодной прокатке.
Закалка сутунок с температурой 1000оС в воду комнатной температуры. Для уменьшения степени окисления и возможного роста зерна выдержка в печи регламентируется только временем нагрева заготовки до заданной температуры.
Снятие окисного слоя путем плоской шлифовки на шлифовальном станке. Исходная толщина сутунок перед холодной прокаткой 1,2-1,8 мм.
Холодная прокатка на четырехвалковом стане с диаметром рабочих валков 40 мм. Схема прокатки: перекрестная, плоскопараллельная многоходовая деформация с величиной обжатия каждого прохода 0,01-0,02 мм до толщины ≈ 0,7 мм.
Старение (550оС) и частичная аустенизация (570оС) в муфельной электропечи на воздухе. Температурный режим обеспечивается высокоточным регулятором температуры ВРТ-3 с точностью регулировки ±0,5оС.
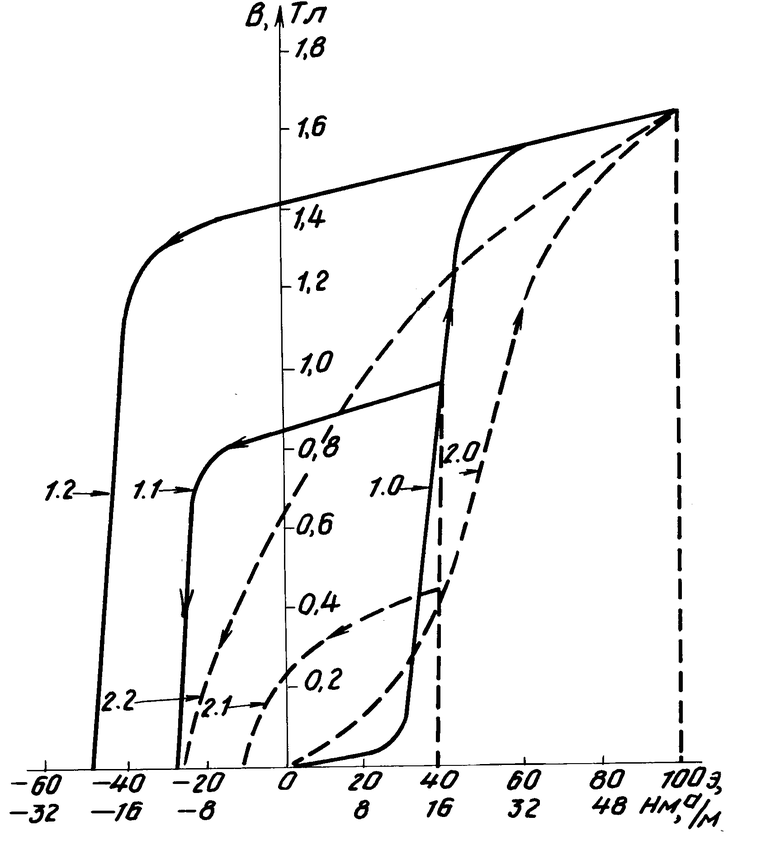
На чертеже приведены кривые намагничивания и размагничивания образцов прототипа и заявляемого решения в идентичных условиях, где
1,0 - кривая намагничивания образца после обработки по предлагаемому способу;
закалка 1000о + холодная деформация, 40% + старение, 550-570оС;
1.1 - кривая размагничивания на частном цикле гистерезиса в поле Нм-40Э;
1.2 - кривая размагничивания из состояния магнитного насыщения;
2.0 - кривая намагничивания образца, обработанного по режиму прототипа: закалка, 850оС + холодная деформация, 50% + старение, 500оС;
2.1 - кривая размагничивания на частном цикле гистерезиса в поле Нм-40Э;
2.2 - кривая размагничивания из состояния магнитного насыщения.
В таблице приведены сравнительные результаты измерений магнитных характеристик после обработки по предлагаемому режиму и режиму прототипа, измерения проведены в поле Нм-40Э.
Из чертежа и таблицы видно, что значения коэрцитивной силы Нс образцов, обработанных по предлагаемому режиму, выше значений прототипа в 3 раза, значения остаточной намагниченности Br - в 3,4 раза, прямоугольности кривой размагничивания В/Вм - в 1,6 раза, Нс/Нм - в 3 раза при сохранении высоких прочностных характеристик и некотором увеличении пластичности.
Таким образом, последовательное проведение технологических приемов, предлагаемых в заявляемом решении, позволяет достичь высокого уровня магнитных свойств - повышения Нс и Br в ≈ 3 раза, Вм - в ≈ 2 раза, что позволяет использовать материал в качестве полутвердого магнита, при минимальном снижении прочностных свойств τB и τ0,2 на 10%. При этом также улучшается пластичность сплавов (относительное удлинение увеличилось на 20%, относительное сужение - на 30%) - важный фактор для роторов, выполненных в форме диска.
Изготовленные по заявляемому способу роторные диски ГД, применяемые в качестве электроприводов спецоборудования, в количестве 20 штук были испытаны на скоростях вращения 100000-120000 об/мин. Мощность на валу такого двигателя оказалась в среднем на 35% выше, чем у серийного двигателя с диском из стали 70С2ХА. Запас прочности у дисков из сплава ВКС-210 по сравнению со сталью 70С2ХА составляет ≈ 40%, что позволяет повысить скорость вращения ротора на 25-30%.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ ЗАГОТОВКИ ИЗ МАРТЕНСИТНО-СТАРЕЮЩЕЙ СТАЛИ | 2009 |
|
RU2391413C1 |
| ДИСПЕРСИОННО-ТВЕРДЕЮЩИЙ МАГНИТОТВЕРДЫЙ СПЛАВ | 2005 |
|
RU2303644C1 |
| УСТАНОВКА ДЛЯ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ УГЛЕРОДНОГО ВОЛОКНИСТОГО МАТЕРИАЛА В ГАЗОВОЙ АТМОСФЕРЕ | 1999 |
|
RU2175696C2 |
| ДИСПЕРСИОННО-ТВЕРДЕЮЩИЙ МАГНИТОТВЕРДЫЙ СПЛАВ | 2009 |
|
RU2405059C1 |
| СПЛАВ НА ОСНОВЕ АЛЮМИНИЯ | 1995 |
|
RU2087578C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СВАРНЫХ СОЕДИНЕНИЙ ИЗ МАРТЕНСИТНО-СТАРЕЮЩИХ СТАЛЕЙ | 1972 |
|
SU331107A1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВ ИЗ ХРОМОМОЛИБДЕНОВАНАДИЕВЫХ СТАЛЕЙ | 1992 |
|
RU2033438C1 |
| •3-16ЛИОТЕКА | 1973 |
|
SU393328A1 |
| Способ термического упрочнения проката | 1990 |
|
SU1770398A1 |
| ЭЛЕКТРИЧЕСКИЙ ДВИГАТЕЛЬ | 2000 |
|
RU2178231C1 |

Изобретение относится к способам термомеханической обработки ферромагнитных материалов для получения полутвердых постоянных магнитов высокой прочности, используемых в производстве роторов гистерезисных двигателей. Целью изобретения является получение оптимального сочетания магнитных гистерезисных и прочностных характеристик мартенситно-стареющих сталей для использования в качестве полутвердого магнита. Это достигается тем, что мартенситно-стареющую сталь подвергают закалке на α твердый раствор при температуре 950-1000°С, холодной перекрестной прокатке с суммарным обжатием 40-60%, дисперсионному твердению в режиме перестраивания при температуре 545-555°С в течение 3,8 - 4,2 ч и окончательной термообработке в режиме частичной аустенизации при температуре 565-575°С в течение 0,8 - 1,2 часа. Такая последовательность технологических приемов позволяет повысить остаточную индукцию и коэрцитивную силу сплава ВКС-210 (Н18К9М5Т) приблизительно в 3 раза, а максимальную индукцию - в 2 раза при временном сопротивлении разрыву более 1800 МПа и условном пределе текучести более 1500 МПа. 1 ил., 1 табл.
СПОСОБ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ МАРТЕНСИТНО-СТАРЕЮЩИХ СТАЛЕЙ, включающий закалку, холодную пластическую деформацию и старение, отличающийся тем, что холодную деформацию ведут со степенью 40 - 60%, старение проводят при 545-555oС, а затем осуществляют окончательное старение при 565 - 575oС.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
