Изобретение относится к устройствам для управления потоком металлических деталей, в частности для дозирования и расфасовки металлофурнитуры.
Известно загрузочное устройство, содержащее бункер, наклонный реверсивный конвейер с захватами и направляющие стрелы. Недостатком этого устройства является сложность механизма управления потоком деталей для отмеривания заданных порций [1].
Известно устройство для порционной разгрузки груза, содержащее продольный транспортный канал с отверстиями, распределенными по его длине, и транспортирующее средство, подающее порциями груз, поступающий в транспортный канал, подвешенный с возможностью колебаний на держателях. Недостатком этого устройства является невысокая точность отмеривания порций груза, возможность работы только с грузом определенного размера [2].
Известно устройство для управления подачей металлических деталей, включающее вибролоток с бортами, исполнительный механизм и датчик уровня деталей, смонтированный на вибролотке и выполненный в виде электропроводной пластины, установленной на одном из бортов вибролотка и электрически изолированной от него. При этом участок другого борта вибролотка, расположенный напротив электропроводной пластины, выполнен из электроизоляционного материала, а электропроводная пластина и масса вибролотка электрически соединены с исполнительным механизмом [3].
Недостатком этого устройства является невысокая точность отмеривания количества подаваемых деталей вследствие ненадежности образующегося при движении деталей контактного мостика, особенно при высокой скорости движения деталей по вибролотку.
Целью изобретения является повышение точности дозирования количества подаваемых деталей и удобства их расфасовки.
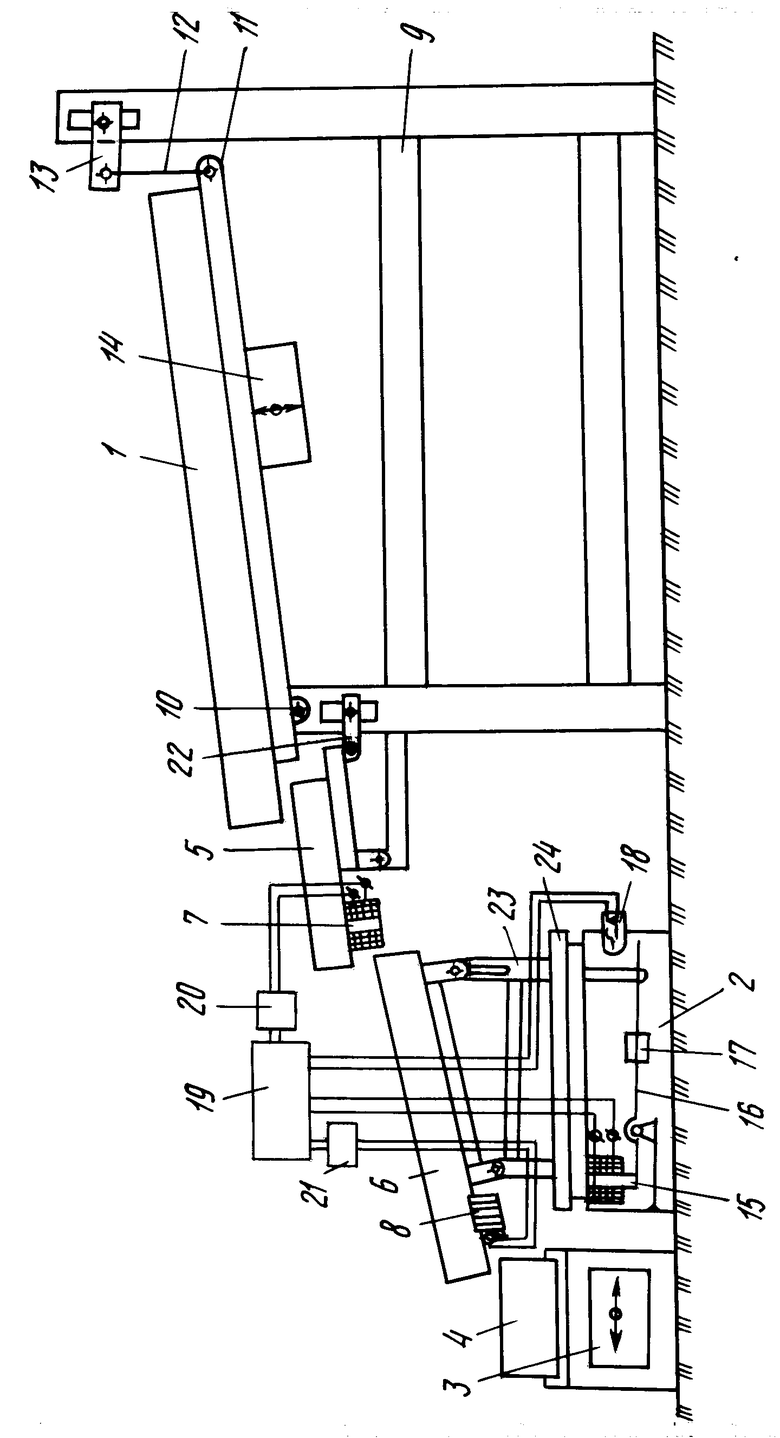
На чертеже изображена конструктивная схема установки для расфасовки металлических деталей, вид сбоку.
Установка содержит вибролоток 1 с бортами, датчик количества деталей, выполненный в виде механических весов 2, приемный вибрационный механизм (вибратор 3) с установленной на нем тарой-накопителем 4, два наклонных лотка-накопителя 5 и 6, установленных между вибролотком и приемным механизмом и расположенных последовательно с перекрытием рабочих зон так, что нижняя часть лотка-накопителя 5 находится над верхней частью лотка-накопителя 6, электромагнитные исполнительные механизмы 7 и 8.
Вибролоток 1 установлен на каркасе 9 на двух шарнирах 10 и 11 с возможностью изменения угла наклона посредством троса 12, связанного с кронштейном 13, имеющим возможность вертикального перемещения по стойке каркаса 9 при настройке. К дну вибролотка 1 прикреплен вибратор 14.
Весы 2 снабжены соленоидом 15 переключения порога срабатывания датчика количества деталей, выраженного через вес, с грубого на точный. Сердечник соленоида 15 опирается на одно плечо уравновешивающего рычага 16 весов, а другое плечо, несущее противовес 17, снабжено управляющим герконом 18, электрически связанным с электромагнитами исполнительных механизмов 7 и 8 и соленоидом 15 через коммутационный блок 19. При этом в цепь управления механизмов 7 и 8 включены прерыватели 20 и 21 состояния с регулируемой дискретностью.
Исполнительные механизмы 7 и 8 установлены каждый в нижней части соответствующего лотка-накопителя 5 и 6. Лоток-накопитель 5 шарнирно установлен на каркасе 9 с возможностью изменения угла своего наклона при перемещении опорного кронштейна 22 на стойке каркаса 9. Лоток-накопитель 6 смонтирован также с возможностью изменения угла своего наклона на каркасе 23, установленном на платформе 24 весов 2. При изменении угла наклона вибролотка 1 и лотков-накопителей 5 и 6 регулируется скважность потока деталей в зависимости от их типоразмера.
Установка работает следующим образом.
Металлофурнитура навалом засыпается в вибролоток 1. При этом вибраторы 3, 14 и соленоид 15 отключены, электромагнитные исполнительные механизмы 7 и 8 включены и запирают выходы деталям из лотков-накопителей 5 и 6. С помощью противовеса 17 устанавливается заданная порция металлофурнитуры по весу, которую необходимо засыпать в тару-накопитель 4 приемного механизма. Вес заданной порции устанавливается с учетом веса сердечника соленоида 15, опирающегося на плечо рычага 16, и веса металлоконструкции, смонтированной на платформе весов. Например, если вес порции деталей равен 140 Н, а масса сердечника соленоида 10 Н, то противовес 17 следует установить на рычаге 16 на величину 130 Н с учетом веса лотка-накопителя 6 и каркаса 23.
При включении вибратора 14 отключается механизм 7 и поток деталей из вибролотка 1 через лоток-накопитель 5 поступает в лоток-накопитель 6. При достижении установленного веса деталей рычаг 16 поворачивается и срабатывает геркон 18, посредством которого включается соленоид 15. Сердечник соленоида втягивается и освобождает рычаг 16, который возвращаясь в исходное состояние, отключает геркон 18 и переключает механизм 7 через прерыватель 20 состояния на дискретный режим работы. Поступление деталей на лоток-накопитель 6 в единицу времени резко снижается и происходит дозирование деталей с более высокой точностью до заданного веса, причем точность дозирования зависит от установленной дискретности работы механизма 7 и класса точности используемых весов.
При достижении заданного веса рычаг 16 поворачивается и срабатывает геркон 18, включающий механизм 7, который перекрывает поступление деталей в лоток-накопитель 6. Одновременно переключается на дискретный режим работы механизм 8 и включается приемный вибрационный механизм вибратор 3. В результате поток деталей из вибролотка 1 накапливается на лотке-накопителе 5, а лоток-накопитель 6 разгружается и детали порциями поступают в тару-накопитель 4, совершающую возвратно-поступательные движения для более плотной укладки деталей.
После разгрузки лотка-накопителя 6 рычаг 16 возвращается в исходное положение. При этом включается электромагнитный механизм 8 и отключаются вибратор 3, механизм 7 и соленоид 15. После замены тары-накопителя процесс отмеривания новой порции деталей повторяется.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ НАКОПЛЕНИЯ ПОЛОТЕН ДЛИННОМЕРНЫХ МАТЕРИАЛОВ КОНТРОЛИРУЕМОЙ ДЛИНЫ | 1992 |
|
RU2051079C1 |
| УСТРОЙСТВО ДЛЯ ОТРЕЗАНИЯ МАТЕРИАЛА ЗАДАННОЙ ДЛИНЫ | 1991 |
|
RU2012700C1 |
| УСТРОЙСТВО ДЛЯ РАВНЕНИЯ КРОМКИ РУЛОННОГО МАТЕРИАЛА | 1994 |
|
RU2078732C1 |
| УСТРОЙСТВО ДЛЯ ОТРЕЗАНИЯ ЛЕНТОЧНЫХ МАТЕРИАЛОВ ЗАДАННОЙ ДЛИНЫ | 1994 |
|
RU2081955C1 |
| УСТРОЙСТВО ДЛЯ НАКОПЛЕНИЯ МЕРНЫХ ОТРЕЗКОВ ТЕКСТИЛЬНЫХ ПОЛОТЕН | 1991 |
|
RU2009973C1 |
| УСТРОЙСТВО ДЛЯ РАВНЕНИЯ КРОМКИ ДВИЖУЩЕГОСЯ МАТЕРИАЛА | 1994 |
|
RU2078733C1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ДЛИНЫ ДВИЖУЩЕГОСЯ МАТЕРИАЛА | 1993 |
|
RU2087853C1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ДЛИНЫ МАТЕРИАЛА В РУЛОНЕ | 1993 |
|
RU2086911C1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ДЛИНЫ И КООРДИНАТ ПОРОКОВ РУЛОННЫХ МАТЕРИАЛОВ | 1992 |
|
RU2068542C1 |
| СПОСОБ РАСФАСОВКИ СТАЛЬНЫХ ГВОЗДЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2111907C1 |
Изобретение предназначено для дозирования и расфасовки металлофурнитуры. Сущность изобретения: установка для дозирования металлических деталей содержит вибролоток с бортами, датчик количества деталей, приемный, исполнительный механизмы и два наклонных лотка-накопителя, размещенных последовательно между вибролотком и приемным механизмом с перекрытием нижней частью одного лотка-накопителя верхней частью другого, два электромагнитных исполнительных механизма, каждый из которых установлен в нижней части рабочей зоны лотков-накопителей, и прерыватели состояния электромагнитов с регулируемой дискретностью, при этом второй по ходу перемещения деталей лоток-накопитель смонтирован на платформе датчика количества деталей, выполненного в виде весов с соленоидом переключения порога срабатывания датчика с грубого на более точный и управляющим герконом, электрически связанным с исполнительными механизмами и соленоидом, причем прерыватели состояния электромагнитов с регулируемой дискретностью включены в цепь управления электромагнитов исполнительных механизмов. 1 ил.
УСТАНОВКА ДЛЯ ДОЗИРОВАНИЯ МЕТАЛЛИЧЕСКИХ ДЕТАЛЕЙ, включающая вибролоток с бортами, датчик количества деталей, приемный и исполнительный механизмы, отличающаяся тем, что она имеет два наклонных лотка-накопителя, размещенных последовательно между вибролотком и приемным механизмом с перекрытием нижней частью одного лотка-накопителя верхней частью другого, два электромагнитных исполнительных механизма, каждый из которых установлен в нижней части рабочей зоны лотков-накопителей, и прерыватели состояния электромагнитов в регулируемой дискретностью, при этом второй по ходу перемещения деталей лоток-накопитель смонтирован на платформе датчика количества деталей, выполненного в виде весов с соленоидом переключения порога срабатывания датчика с грубого на более точный и управляющим герконом, электрически связаннным с исполнительными механизмами и соленоидом, причем прерыватели состояния электромагнитов с регулируемой дискретностью включены в цепь управления электромагнитов исполнительных механизмов.
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Устройство для управления подачей металлических деталей | 1984 |
|
SU1204513A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
