12
Устройство отиоситсл к технике З/правляю цих автоматсиз в виюропода- ющих системах и, в частности;, пред- назн 1чсно для управления потоком ме. таллических деталей.
Целью изобретения является повы- Д1ение надежности работь и упрощение конструкции.
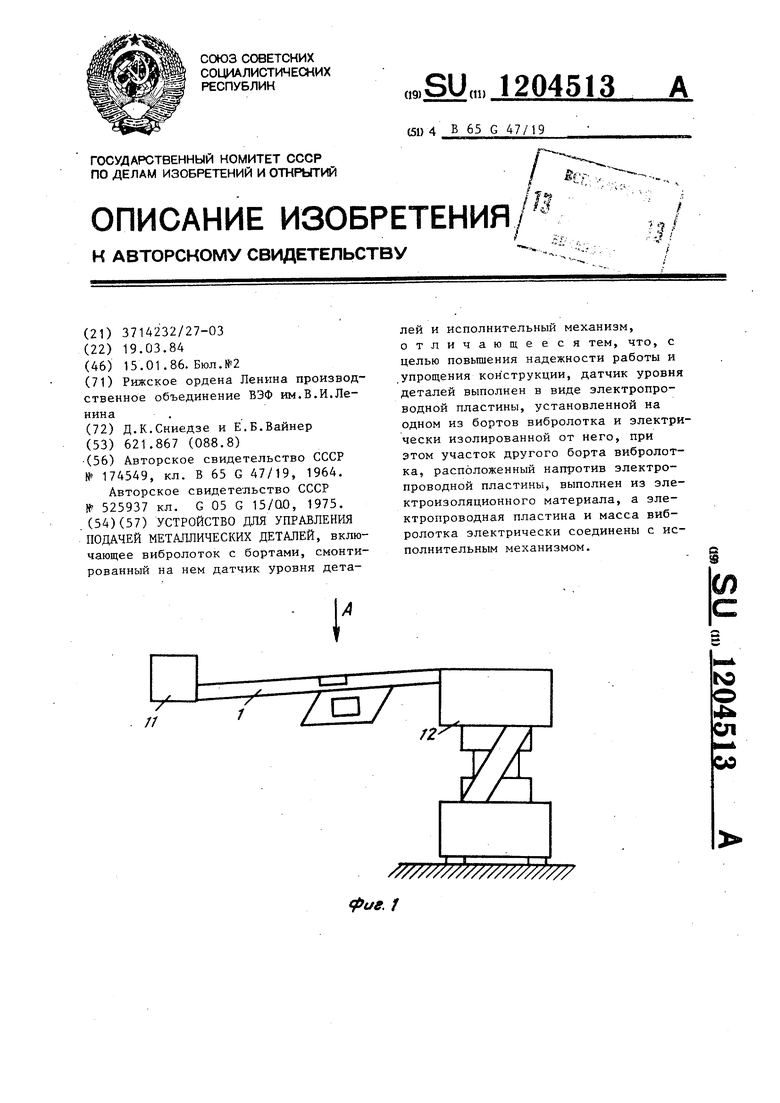
На фиг.1 схематически лзображена виброподающая система,вид сбоку, на фиг.2 лоток разрез, по месту установки электропроводной пластины на фиг.З - вид А на фиг.1.
Устройство для управления подачей металлических деталей состоит из виб ролотка 1 и датчика уровня деталей, выполненного в виде электропроводной пластины 2/ которая расположена на борту 3 вибролотка и электрически изолирована от него изоляционной про кладкой 4. При этом противоположная часть борта 5 вибролотка выполнена из электроизоляционного материала 6., Электропроводная пластина с одной стороны и противоположная часть виб-- ролотка из изоляционного материала с другой .крепятся к вибролотку винтами 7 с помощью изоляционной накладки 8, Электропроводная пластина и масса вибролотка электрически соеди- н ены винтами 9 с исполнительным механизмом ( не показан ). Длина зле- ктропроводной пластины 2 равна 3-4 длинаь подаваемой детали 10, что необходимо для обеспечения более ус- тойчивого контакта деталей с электропроводной пластиной. Электропроводная пластина может быть расположена в любой части лотка при условии, что выше нее должно быть такое число де- талей, которое значительно будет влиять на изменение переходного со противления,.
На фиг.1 обозначены приемный механизм 11 и вибробункер 12.
Производительность вибробункера 12 принята на 25% выше, чем производительность приемного механизма 11 - это вызвано тем, что амплитуда, а соответственно 5 и производительность зависит от массы деталей в нем. Кроме того, производительность меняется из-за вероятностного процесса ориентирования. Наименьшая произво32
дитальность вибробункера должна обесЕзечиБать непрерывную работу при ме);ан;тзма. Но в виду того, что максимальная производительность вибробункера на 25% выше производительности приемного механизма, возможно переполнение деталей в внбро- лотке и их заклинивание. Для устранения заклинивания и, как следствие простоя оборудования используется устройство для управления подачей металлических деталей.
Устройство работает следующим образом.
Из вибробункера 12 на вибролоток 1 подаются детали 10. Во время прохождения по вибролотку 1 детали 10 подбрасываются вибролотком и в основном - аходятся в полете, незначительное время касаясь вибролатка и друг друга, Между вибролотком 1 и электропроводной пластиной 2 через двшкущиеся детали 10 возникает прерывистый контактный мостик. При уве .личении числа деталей на вибролотке возрастает давление деталей друг на друга, в результате чего гасится амплитуда колебаний деталей и, как следствие, переходное сопротивление контактного мостика, образованного вибролотком, деталями на нем и электропроводной пластиной, уменьшается. В результате этого подключенный электрически к вибролотку и к электропроводной пластине исполнительный гйгканизм отключает вибробункер. Исполнительный механизм с помощью регулировки порога срабатывания позволяет установить количество деталей на вибролотке, при котором произойдет отключение вибробункера.
При съеме части деталей с вибролотка приемным механизмом 11 переходное сопротивление контактного мостика увеличивается и исполнительный механизм вновь включает вибробункер
Такам образом, устройство для управления подачей металлических деталей обеспечивает постоянную производительность подачи деталей в приемный механизм, устраняет переполнение вибролотка и возможность заклинивания деталей.
иг. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ДОЗИРОВАНИЯ МЕТАЛЛИЧЕСКИХ ДЕТАЛЕЙ | 1992 |
|
RU2031823C1 |
| Устройство для поштучной выдачи деталей | 1985 |
|
SU1276477A1 |
| Устройство для сборки контакта с пластиной | 1980 |
|
SU930782A1 |
| Устройство для дозированного упаковывания штучных изделий | 1985 |
|
SU1324938A1 |
| Многопозиционный автомат | 1983 |
|
SU1202778A1 |
| Устройство для загрузки изделий,преимущественно радиодеталей,в кассеты | 1986 |
|
SU1398113A1 |
| Устройство для контроля и транспортировки деталей | 1986 |
|
SU1416968A1 |
| Автомат для контроля и разбраковки деталей | 1987 |
|
SU1470363A1 |
| ПАТЕНТНО- -р!TLXfih-'incKAf ^^ iBI'SJJiJ'rrrL'i | 1970 |
|
SU262275A1 |
| Устройство для разделения потока деталей | 1976 |
|
SU636069A1 |
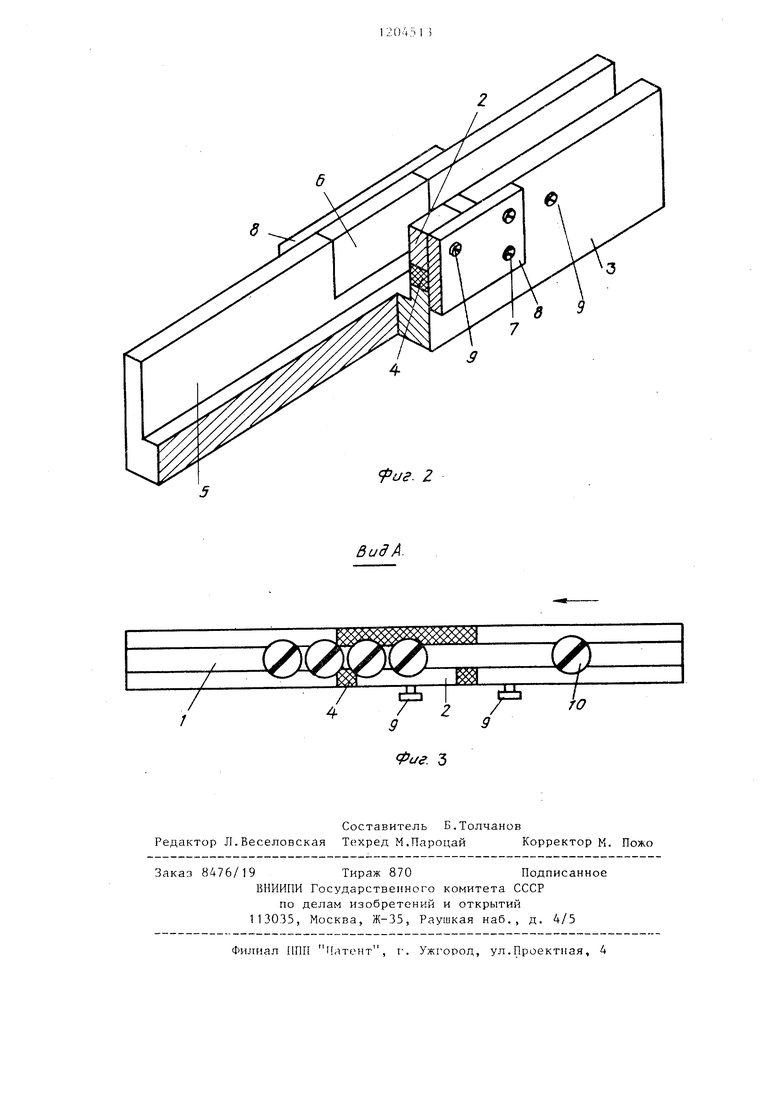
ВидА.
Составитель Б.Толчанов Редактор Л.Веселовская Техред М.Пароцай Корректор к, Пожо
Заказ 8476/19Тираж 870Подписанное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушкая наб., д. 4/5
Филиал ППИ Г атент, -. Ужгород, ул. Проектная, 4
Фие. 3
| ВИБРОЛОТОК ДЛЯ ОРИЕНТИРОВАННОЙ ЗАГРУЗКИ МЕЛКИХ ДЕТАЛЕЙ | 0 |
|
SU174549A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Устройство для управления подачей деталей из вибробункера | 1975 |
|
SU525937A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
