Изобретение относится к области черной металлургии, в частности к производству листового проката и совершенствует процесс легирования сталей типа 08Ю для получения листа категории весьма особо сложной вытяжки (ВОСВ).
Известен способ производства низкоуглеродистой листовой стали, включающий выплавку и легирование стали, горячую и холодную прокатки, рекристаллизационный отжиг (1-4). Способ предполагает, что при легировании отношение Mn к S в стали выдерживается в пределах не менее 5-7. Основным недостатком известного способа является низкий выход листа категории вытяжки ВОСВ.
Известный способ производства низкоуглеродистой листовой стали, выбранный в качестве прототипа, осуществляют следующим образом. В конверторе или мартеновской печи выплавляют сталь типа 08Ю и осуществляют ее легирование. При этом, при низком содержании Mn в пределах 0,2-0,24%, содержание С поддерживают на уровне 0,04% , а содержание серы выдерживают равным 0,015-0,016% . После этого производят горячую прокатку слябов на стане по следующим, например, режимам: температура конца прокатки, 860-920оС; температура смотки горячекатаных полос 550-620оС. Горячекатаные рулоны последовательно подвергают операциям охлаждения, травления и холодной прокатки. Суммарная степень обжатия при холодной прокатке составляет 70-75%. После холодной прокатки рулоны направляют в термическое отделение колпаковых печей для проведения рекристаллизационного отжига при температурах 650-700оС. Отожженные рулоны охлаждают до 40-60оС, подвергают дрессировке и порезке перед отгрузкой потребителям.
Основным недостатком известного способа является низкая стабильность комплекса механических свойств, обуславливающая соответственно низкий выход листа категории вытяжки ВОСВ. Перевод листа в низшие группы вытяжки (ОСВ, СВ ВГ) по причине несоответствия одного или нескольких основных механических характеристик, таких как предел текучести (σт), предел прочности (σв), относительное удлинение (δ4) и твердость (HRB), ГОСТу 9045-80 на производство стали 08Ю. Согласно ГОСТа 9045-80 для листа категории вытяжки ВОСВ основные механические характеристики должны находиться в пределах: σт < 19 кг/мм2; σв = 26-33 кг/мм2; δ4 40%; HRB≅ 46. Несоответствие механических характеристик ГОСТу является следствием того, что при использовании известного способа не регламентируется соотношение между верхними пределами содержания в стали MnS и С. В результате у готового листового проката наблюдается повышение прочностных свойств выше допустимых значений ГОСТа, лист переводится в низшую категорию вытяжки. Выход листа категории вытяжки ВОСВ не превышает 20-30%.
Задача, решаемая изобретением, заключается в стабилизации комплекса механических свойств листа при обеспечении весьма особо сложной вытяжки.
Отличается предлагаемый способ от прототипа тем, что легирование стали осуществляют выдерживая следующую зависимость содержания компонентов:
Mn = от 0,14 до 0,18 - 1,72˙S;
C = от 0,14 до 0,16 - 0,5˙Mn.
Предлагаемый способ производства низкоуглеродистой стали осуществляют следующим образом.
Выплавляют в конверторе или мартеновской печи сталь 08Ю и определяют в ней содержание S. Исходя из содержания в стали S, рассчитывают необходимое содержание Mn и С по приведенным зависимостям:
Mn = от 0,14 до 0,18 - 1,72˙S;
С = от 0,14 до 0,16 - 0,5˙Mn.
После чего сталь легируют до требуемого содержания в ней Mn и С и разливают в изложницы или на машинах непрерывного литья заготовок (МНЛЗ). Изготовленные слябы направляют на стан горячей прокатки для получения листового подката для стана холодной прокатки. Получение горячекатаного подката осуществляют по следующим режимам: температура конца прокатки 860-920оС; температура смотки горячекатаных полос, предназначенных для последующего отжига в колпаковых печах 550-620оС; температура смотки горячекатаных полос, предназначенных для последующего отжига в агрегатах непрерывного действия (АНО) - 750-780оС. В дальнейшем горячекатанные рулоны подвергают охлаждению, травлению, холодной прокатке с суммарной степенью обжатия 70-75% и рекристаллизационному отжигу в колпаковых печах или АНО.
Стабилизации комплекса механических свойств листа, обеспечивающих ему категорию вытяжки ВОСВ, при использовании предлагаемого способа достигают за счет оптимизации соотношения содержания в стали S и Mn, а также Mn и С.
Известно, что S является вредной примесью в стали, образуя сернистые соединения типа сульфидов FeS, резко ухудшающие пластические свойства готового листового проката. Поэтому при производстве сталей, предназначенных для глубокой вытяжки, всегда стремятся к минимизации содержания S, вплоть до ее полного отсутствия. Однако даже такие дорогостоящие мероприятия по удалению серы, как обессеривание чугуна, не всегда обеспечивают ее снижение в стали до минимальных значений.
Углерод в листовом прокате находится главным образом в виде цементита - FeC, который с одной стороны является упрочняющей фазой, а с другой - началом разрушения при штамповке, как наиболее хрупкая составляющая микроструктуры. Повышенной содержание углерода приводит к увеличению количества цементита, с увеличением которого снимаются пластические характеристики металла - σт и δ4. В то же время, при низких содержаниях углерода холоднокатаный листовой прокат имеет недостаточно высокие показатели прочности (σв), что снижает в конечном итоге срок службы готовых отштампованных деталей. Кроме того, низкое содержание углерода нежелательно из-за опасности газонасыщаемости стали, т. к. в противном случае необходимо проводить операцию вакуумирования стали.
Марганец в стали является упрочняющим элементом, снижающим ее пластические свойства. В практике производства низкоуглеродистых сталей он обычно вводится в сталь в процессе легирования для связывания серы. Марганец с серой образует пластически деформируемое соединение типа MnS. При больших количествах марганца он, кроме связывания серы, образует с углеродом карбид Mn3C, в равной степени повышающий прочностные свойства, как и цементит Fe3C.
Следовательно, содержание Mn в стали должно быть таким, чтобы его количество было достаточно для связывания серы в пластически деформируемые соединения, но не было достаточно для образования карбида Mn3C.
Оптимальное соотношение между содержанием в стали серы и марганца, марганца и углерода нашли экспериментальным путем, исходя из условия получения в готовом листовом прокате механических свойств, соответствующих категории вытяжки ВОСВ согласно ГОСТа 9045-80.
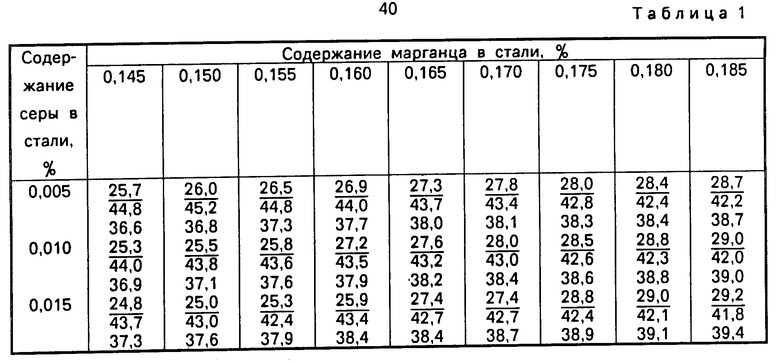
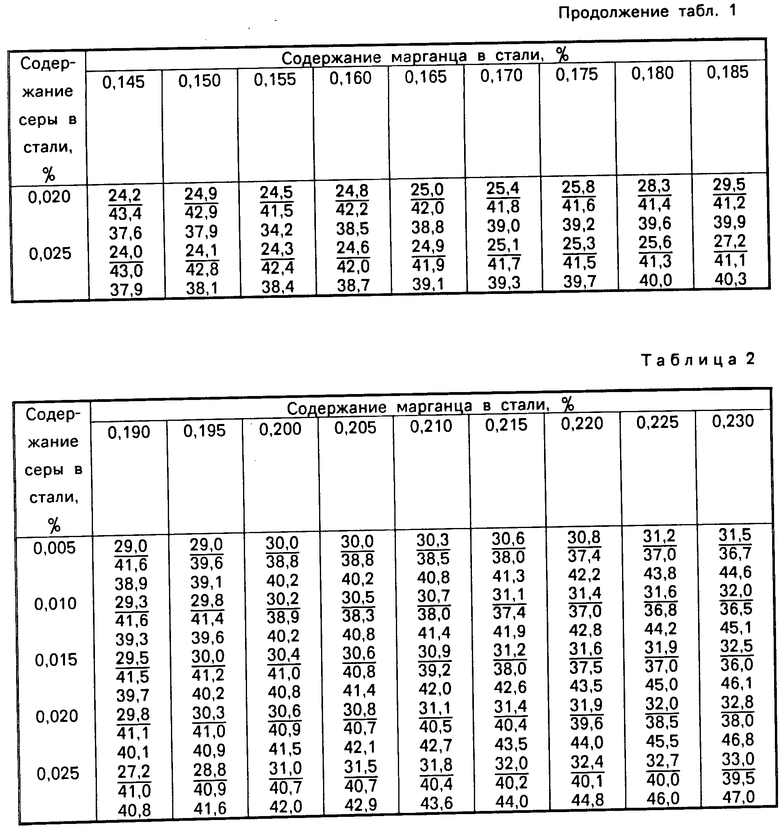
В табл. 1 и 2 приведены усредненные механические характеристики готового листового проката при различном содержании в стали серы и марганца. Содержание углерода в стали изменялось в пределах 0,03-0,09. При определении оптимального количества марганца в стали, необходимого для связывания серы, исходили из условиях, чтобы относительное удлинение (δ4), предел прочности (σв) и твердость (HRB) соответствовали показателям ГОСТ 9045-80 для категории вытяжки ВОСВ. Из данных табл. 1 следует, что существует определенная взаимосвязь между серой и марганцем в стали. Чем больше серы в стали, тем больше должно быть количество введенного марганца и наоборот. При этом, если содержание марганца меньше, чем его расходуется на связывание серы или равно, то предел прочности ниже допустимого ГОСТом значения. Если же, количество марганца значительно больше требуемой величины для связывания серы, то пластические свойства ухудшаются и относительное удлинение становится меньше допустимой величины, твердость возрастает выше допустимые значений по ГОСТу. Применив к полученным результатам методы математической обработки, получили экспериментальную зависимость по определению оптимального количества марганца в стали в зависимости от содержания серы
Mn = от 0,14 до 0,18 - 1,723˙S
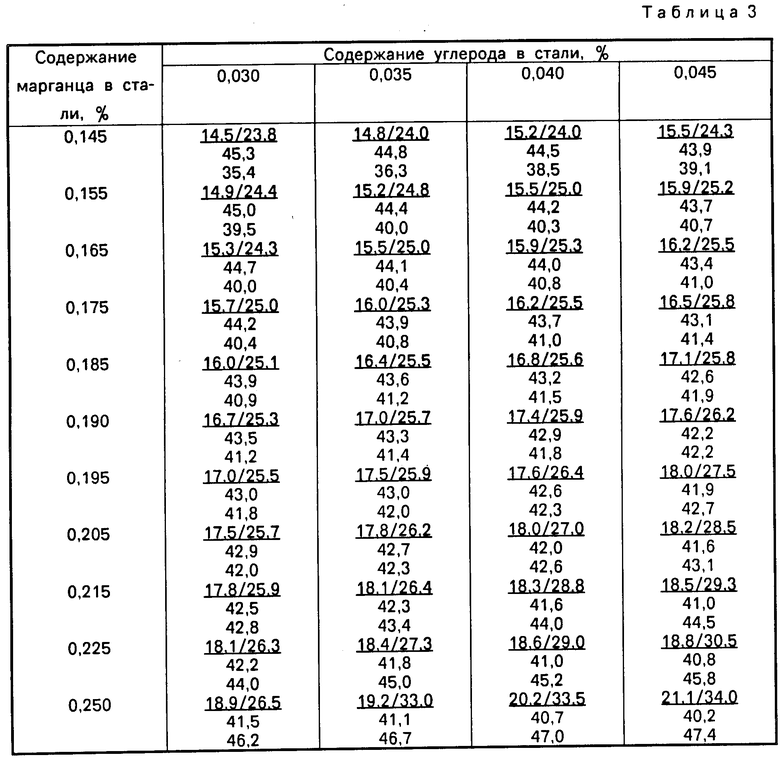
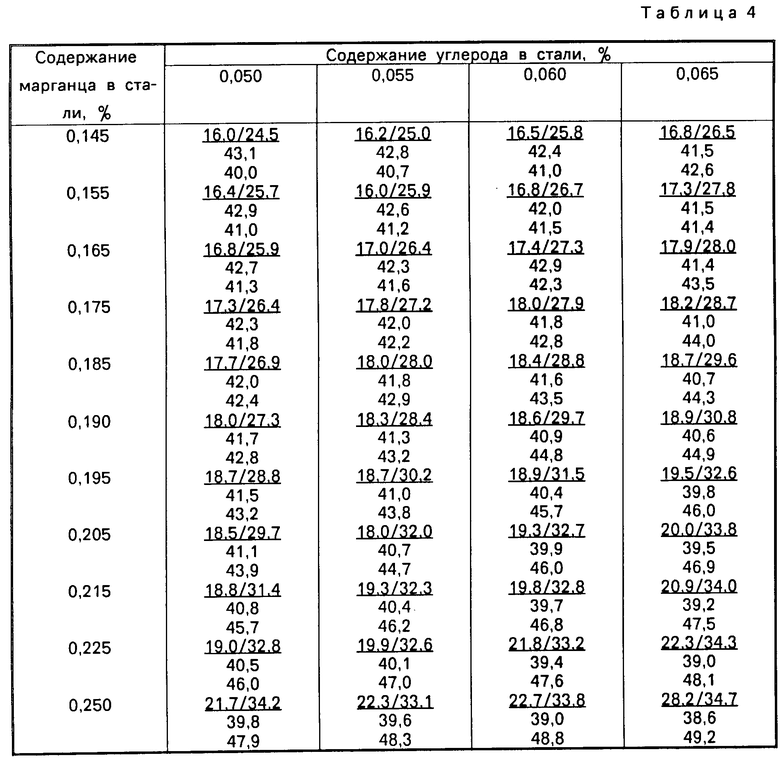
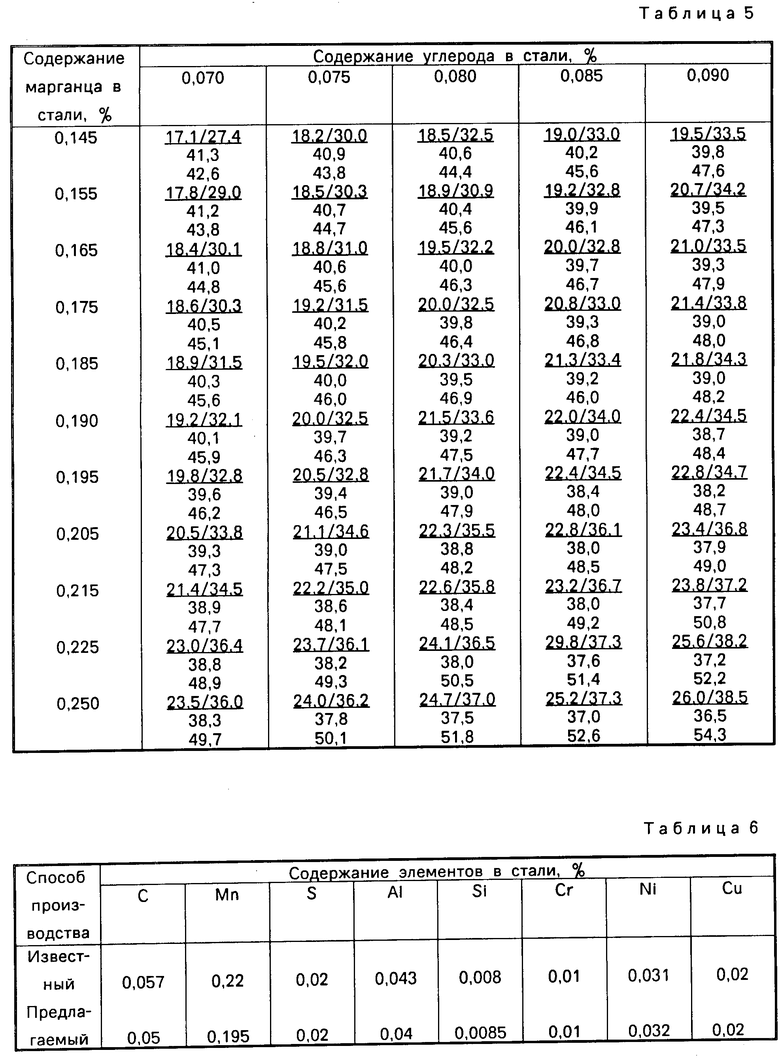
В табл. 3, 4 и 5 приведены экспериментальные данные, характеризующие влияние марганца и углерода на механические свойства готового листового проката. Результаты механических испытаний отложенного листа свидетельствуют, что чем меньше, при прочих равных условиях, содержание марганца в стали, тем больше может быть содержание углерода и наоборот, при которых обеспечиваются механические свойства, соответствующие категории вытяжки ВОСО.
В случае, если соотношение между углеродом и марганцем в стали меньше оптимального значения, прочностные характеристики (σв) готового проката не соответствуют ГОСТу. Если соотношение больше оптимального значения, то резко возрастает твердость (HRB) и снижаются пластические свойства (δ4) выше допустимых значений ГОСТа. Аналогично, используя методы математической обработки данных нашли выражение для определения оптимального количества углерода в стали в зависимости от содержания марганца
С = от 0,14 до 0,16 - 0,5 Mn.
Полученные на основе экспериментальных исследований выражения для определения марганца и углерода в стали показывают, что существуют определенный интервал с верхней и нижней границами, в пределах которого обеспечивается стабильность комплекса механических свойств на уровне категории вытяжки ВОСВ. Способ предполагает, что выбор легирования стали марганцем и углеродом на верхнем или нижнем пределах в каждом конкретном случае зависит от технико-экономической эффективности процесса. Так, например, что выгоднее легировать сталь марганцем на верхнем пределе, но при этом необходимо снизить углерод до нижнего предела, или произвести дополнительные затраты по снижению серы в стали и т.п.
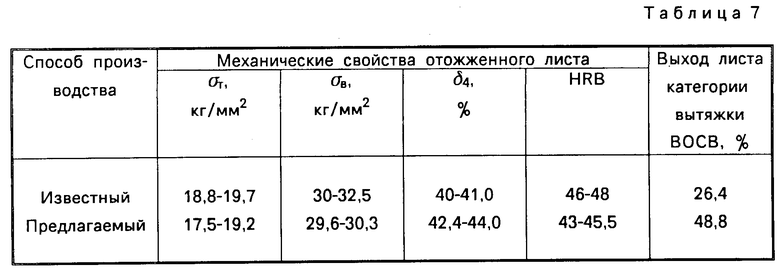
Предлагаемый способ производства низкоуглеродистой листовой стали опробовали в промышленных условиях с содержанием серы 0,02%. Исходя из полученных зависимостей нашли, что легирование должно обеспечит в стали содержание марганца на уровне 0,195%, а содержание углерода - на уровне 0,05% . Одну плавку из стали 08Ю выплавляли по известному способу. Химсостав плавок приведен в табл. 6
После получения слябов на МНЛЗ их направили на стан горячей прокатки, где получили листовой подкат размером 3,2 х 1350 мм. Температурные параметры прокатки для обоих плавок были одинаковы: температура конца прокатки 890оС, температура смотки 760оС. Горячекатаные рулоны прокатали на стане холодной прокатки на толщину 0,9 мм, т.е. суммарная степень обжатия находилась в пределах 72% . После чего в АНО осуществили термическую обработку плавок по режиму ВОСВ. Данные механических испытаний и сортировки отожженного листа приведены в табл. 7.
Данные табл. 2 свидетельствуют, что использование предлагаемого способа позволяет стабилизировать комплекс механических свойств листа, обеспечивающих ему категорию вытяжки ВОСВ. Так, если при использовании предлагаемого способа наблюдается некоторое несоответствие предела текучести σт значениям ГОСТа, то при использовании известного способа несоответствие требованиям ГОСТа наблюдается по двум показателям - σт и HRB. В результате, использование предлагаемого способа выход листа категории вытяжки ВОСВ увеличивается с 26,4% до 48,8% от заданного.
Таким образом, использование предлагаемого способа производства низкоуглеродистой листовой стали в сравнении с прототипом, позволяет повысить стабильность комплекса механических свойств листа, в результате чего выход готового проката категории вытяжки ВОСВ увеличивается в среднем в 1,8 раза.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА НИЗКОУГЛЕРОДИСТОЙ ЛИСТОВОЙ СТАЛИ | 2005 |
|
RU2288283C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ НИЗКОУГЛЕРОДИСТОЙ ПОЛОСОВОЙ СТАЛИ | 2000 |
|
RU2191080C2 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ СТАЛИ ДЛЯ ГЛУБОКОЙ ВЫТЯЖКИ | 2004 |
|
RU2281338C2 |
| АВТОЛИСТОВАЯ ХОЛОДНОКАТАНАЯ СТАЛЬ ДЛЯ ГЛУБОКОЙ ШТАМПОВКИ | 2010 |
|
RU2433199C1 |
| НИЗКОУГЛЕРОДИСТАЯ ХОЛОДНОКАТАНАЯ ЛИСТОВАЯ СТАЛЬ | 2008 |
|
RU2379369C1 |
| ТОНКОЛИСТОВАЯ ХОЛОДНОКАТАНАЯ СТАЛЬ ДЛЯ ШТАМПОВКИ | 2007 |
|
RU2361005C2 |
| НИЗКОУГЛЕРОДИСТАЯ ХОЛОДНОКАТАНАЯ АВТОЛИСТОВАЯ СТАЛЬ ДЛЯ ГЛУБОКОЙ ШТАМПОВКИ | 2008 |
|
RU2395616C2 |
| СПОСОБ ПРОИЗВОДСТВА ТОНКОЛИСТОВОЙ ГОРЯЧЕКАТАНОЙ СТАЛИ | 1999 |
|
RU2164248C2 |
| СПОСОБ ПРОИЗВОДСТВА ШИРОКОПОЛОСНОЙ НИЗКОУГЛЕРОДИСТОЙ СТАЛИ | 1999 |
|
RU2144090C1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ НА НЕПРЕРЫВНОМ ШИРОКОПОЛОСНОМ СТАНЕ УГЛЕРОДИСТОЙ СТАЛИ | 2001 |
|
RU2200199C2 |
Использование:в области черной металлургии, в частности в производстве листового проката для получения листа категории весьма особо сложной вытяжки (ВОСВ). Сущность изобретения: при выплавке стали поддерживают следущую зависимость содержания компонентов: Mn = ( 0,14 - 0,18 ) + 1,72, C = ( 0,14 - 0,16 ) - 0,5 Mn, где S - содержание серы в стали, %; для категории вытяжки (ВОВС) 0,006≅ S≅ 0,025, Mn, C - содержание марганца и углерода в стали соответственно, % . После чего осуществляют горячую и холодную прокатку листа, отжиг по известной технологии. 7 табл.
СПОСОБ ПРОИЗВОДСТВА НИЗКОУГЛЕРОДИСТОЙ ЛИСТОВОЙ СТАЛИ, включающий выплавку стали, горячую и холодную прокатку листа, отжиг, отличающийся тем, что, с целью стабилизации комплекса механических свойств листа при обеспечении весьма особо сложной вытяжки, в процессе выплавки стали содержание в ней марганцами и углерода C определяют по следующим формулам:
Mn = (0,14 - 0,18) + 1,72S, %,
C = (0,14 - 0,16) - 0,5 Mn, %,
где S - содержание серы в стали, %, для категории вытяжки ВОСВ - 0,006 ≅ S ≅ 0,025.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Ксендзук Ф.А | |||
| и др | |||
| Прокатка автолистовой стали, М.: Металлургия, 1969, с.296. | |||
