Изобретение относится к текстильному производству и может быть использовано при ручном производстве ковров и других ткацких изделий.
Известны способы изготовления берд. Самым старым, но существующим в ручном ковроткачестве в настоящее время способом изготовления берда является способ, при котором в деревянную перекладину через определенные промежутки набивают двойной параллельный ряд гвоздей и после намотки основы через один ряд в шахматном порядке каждую нить основы привязывают отдельной ниткой то к верхнему ряду гвоздей, то, поворачивая деревянную перекладину на 90о, к нижнему ряду гвоздей [1].
Однако трудоемкость ткачества ковров таким бердом очень высокая. Приходится вручную завязывать сотни тысяч нитей основы. Так, при изготовлении ковра шириной в 1,5 м необходимо затратить целый рабочий день одной ткачихе только на процесс завязывания нитей основы к соответствующим гвоздям бердо. Кроме того, ковры, изготовленные с применением такого берда, обладают низким качеством в связи с неравномерностью распределения нитей основы и ненадежностью узлов их крепления.
Известен способ изготовления берда, при котором для образования неразъемного соединения между гребнями и концами зубьев последние закрепляют в обоих гребнях пайкой [2].
Недостатком этого способа является возникновение отклонений по шагу зубьев из-за их линейной деформации при высокой температуре пайки, причем нарушение равномерности шага зубьев происходит при закреплении пайкой зубьев во втором гребне, так как другие концы зубьев уже закреплены в одном гребне. В данном случае имеет место статически неопределимая система, подверженная действию высокой температуры пайки.
Известен также способ изготовления берда, при котором для образования неразъемного соединения между гребнями и концами зубьев последние закрепляют в обоих гребнях полимером, что позволяет предотвратить возникновение отклонений по шагу зубьев, так как закрепление полимером возможно при достаточно низкой температуре [3].
Однако такой способ не позволяет осуществить ремонт берда непосредственно на станке в случае отклонений по шагу зубьев, возникающих при эксплуатации берда, что ведет к сокращению срока службы берда.
Наиболее совершенным способом изготовления берда, взятым авторами в качестве прототипа, является способ, в котором закрепление концов зубьев в одном гребне, который является верхним по отношению к заправочной линии ткацкого станка, производят пайкой, и осуществляют его перед закреплением зубьев во втором гребне полимером, что позволяет значительно предотвратить отклонение по шагу зубьев и обеспечить возможность ремонта берда непосредственно на станке [4].
Недостатками данного способа являются высокая стоимость изготовления берда, так как на каждый типоразмер необходимо изготавливать отдельное бердо, высокая трудоемкость вырубки каждой пластины и удаления с нее заусенцев. Такие берда очень тяжелы, быстро изнашиваются, требуют постоянного ремонта, крайне сложны в эксплуатации, особенно при намотке основы при ручном изготовлении ковров.
Для увеличения долговечности, уменьшения стоимости и массы берда и удобства его в эксплуатации предлагается способ изготовления берда, в котором в качестве длинномерного материала используют струну (проволоку), формирование гребня осуществляют путем намотки струны на многогранную поверхность, смещая ее по оси многогранника сначала в одну, затем в другую сторону, в качестве вспомогательного материала используют гипс, фиксацию осуществляют путем заполнения гребня гипсом, удаление гипса перед пайкой осуществляют из мест пропайки, дополнительно производят полное удаление гипса после пайки, отрезку зубьев осуществляют после окончательного удаления гипса, затем дополнительно гнут зубья по шаблону, а закрепление концов зубьев в основании берда осуществляют после их гибки.
В качестве струны может быть использована проволока как из цветных металлов (медь, латунь и др.), так и легированных сталей.
Для осуществления способа предлагается устройство для изготовления берда, отличающееся тем, что приспособление для установки и фиксации зубьев берда выполнено в виде установленной в стойках на оси многогранной призмы, при этом каждая грань призмы снабжена гребенками и распределительными пружинами, размещенными в следующей последовательности: угловая гребенка, распределительная пружина, гребенка, гребенка, распределительная пружина, гребенка, гребенка, распределительная пружина, гребенка, гребенка, распределительная пружина, угловая гребенка, причем гребенки закреплены на всей длине призмы жестко, а распределительные пружины - с возможностью их снятия.
Кроме того, на каждой грани две первые и две последние гребенки и соответственно размещенные между ними распределительные пружины, установлены по сравнению с остальными гребенками и распределительными пружинами со смещением на 1/2 шага гребенки.
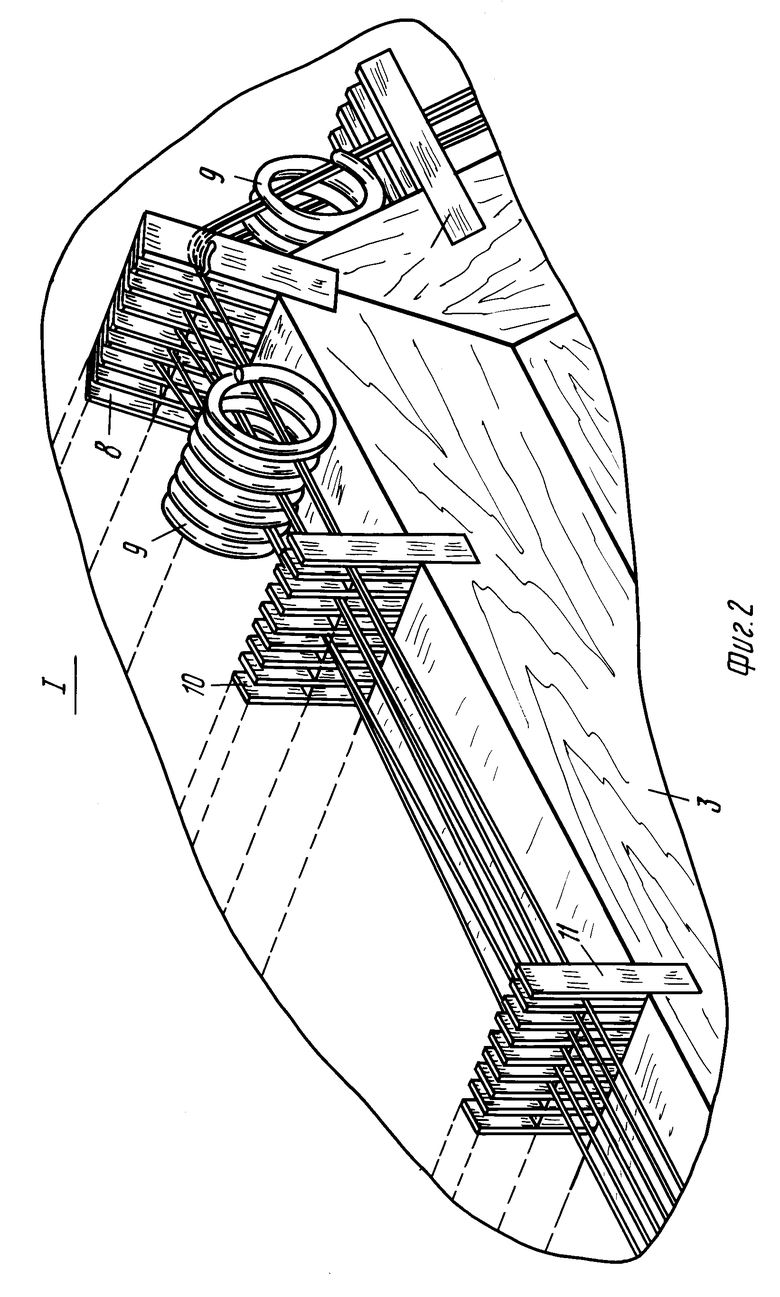
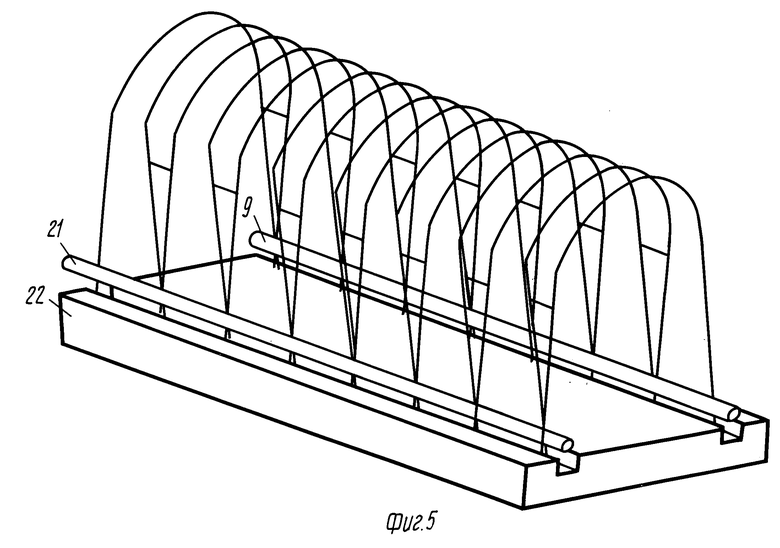
На фиг. 1 показано устройство для изготовления берда, общий вид; на фиг. 2 - узел I на фиг. 1; на фиг. 3 - узел II на фиг. 1; на фиг. 4 - вид по стрелке А на фиг. 1, схема намотки струны; на фиг. 5 - бердо, выполненное в аксонометрической проекции.
Устройство содержит станину 1, на которой размещены стойки 2 призмы 3 и стойки 4 катушки 5 (бухта с проволокой), причем стойки 4 имеют возможность возвратно-поступательного движения в случае изготовления берда большой длины. В верхней части стойки 2 размещен вал 6 со спицами 7, на которых крепятся грани призмы 3. На каждой грани призмы 3 размещены в соответствующей последовательности угловая гребенка 8, распределительная пружина 9, гребенки 10 и 11, распределительная пружина 12, гребенки 13 и 14, распределительная пружина 15, гребенки 16 и 17, распределительная пружина 18, гребенки 19 и 20, распределительная пружина 21 и угловая гребенка 8. Причем гребенки 8, 10, 11, 13, 14, 16, 17, 19 и 20 закреплены на гранях призмы 3 неподвижно, а распределительные пружины 9, 12, 15, 18 и 21 - с возможностью их снятия по окончании сборки и пропайки берда. Кроме того, для обеспечения определенной последовательности при намоткe металлической струны гребенки 11, 13, 14, 16, 17 и 19 и распределительные пружины 12, 15 и 18 смещены на 1/2 шага относительно крайних гребенок 8, 10, 20 и распределительных пружин 9 и 21.
Устройство работает следующим образом.
Конец струны с катушки 5 закрепляют за крайний зуб любой угловой гребенки 8 (см. фиг. 3) и путем вращения призмы 3 наматывают на ее грани сначала слева направо по схеме, показанной на фиг. 4, затем справа налево по той же схеме. Конец струны закрепляют на том же крайнем зубе угловой гребенки 8. Для обеспечения равномерного натяжения струны между гребенками и распределительными пружинами каждой грани призмы процесс намотки может быть автоматизирован.
Затем нижнюю часть граней призмы 3 (см. фиг. 1) помещают в ванну с гипсом путем подъема ванны с помощью подъемного приспособления (ванна и приспособление не показаны), гипсуют полости намотки, включающие угловую гребенку 8, распределительную пружину 9, гребенки 10 и 11 одной грани призмы и угловую гребенку 8, распределительную пружину 21 и гребенки 20 и 19 другой грани призмы, поворачивают призму на 90о и гипсуют следующие аналогичные полости намотки граней призмы 3 до тех пор, пока все угловые полости не заполнятся гипсом.
В последующем удаляют гипс с полостей между угловыми гребенками 8 и гребенками 11 и гребенками 8 и 19 каждой грани призмы 3, затем обезжиривают и пропаивают струны (на фиг. 4 места пропайки обозначены черными треугольниками) и распределительные пружины 9 и 21, снимают оставшийся гипс с граней призмы и полостей намотки, промывают, очищают и просушивают полученные намотки струны, отрезают последние между угловыми гребенками 8 и распределительными пружинами 9 и 21, вынимают бердо из гребенок каждой грани призмы 3 вместе с распределительными пружинами 12, 15 и 18, производят гибку берда по шаблону, закрепляют концы в основании берда 22 (см. фиг. 5) и освобождают от распределительных пружин 12, 15 и 18, которые затем могут быть использованы при изготовлении очередной партии берд. Количество берд, полученных за одну намотку, равно количеству граней призмы. Процессы промывки, очистки осуществляют в соответствующих ваннах, которые устанавливают на подъемное приспособление и заменяют в зависимости от надобности.
Бердо, полученное предложенным способом, можно изготовить из струны практически любого диаметра, что позволит повысить плотность ковра от 20 до 100 узлов на 1 дм. ширины ковра, получить большую точность в распределении нитей основы ковра за счет равного распределения струн берда и возможности осуществления их натяга при намотке берда, повысить удобство в работе за счет отсутствия заусенцев и углов и увеличить долговечность минимум на порядок.
| название | год | авторы | номер документа |
|---|---|---|---|
| Ткацкий станок для ручного изготовления ковров | 1987 |
|
SU1476007A1 |
| Съемное бердо к ткацкому станку для ручного изготовления ковров | 1986 |
|
SU1409695A1 |
| Автоматическая линия для изготовления тканых коммутационных плат | 1979 |
|
SU912031A1 |
| Способ и устройство для изготовления на токарных станках изделий с фасонными продольными и поперечным сечениями | 1942 |
|
SU63564A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ И СТРОИТЕЛЬНЫЕ КОНСТРУКЦИИ, ИЗГОТОВЛЕННЫЕ ЭТИМ СПОСОБОМ | 2005 |
|
RU2292261C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШИПОВАННОЙ ТКАНИ | 2010 |
|
RU2436649C1 |
| Устройство в виде изолирующего и изоляционного каркаса и способы его изготовления и применения | 2019 |
|
RU2820436C2 |


Сущность изобретения: способ заключается в том, что используют металлическую струну, которую наматывают на грани барабана в определенной последовательности, затем заполняют отдельные полости гипсом, освобождают места пайки от гипса, обезжиривают и пропаивают их, снимают оставшийся гипс, промывают, очищают и просушивают, производят отрезку берда, загибают на шаблоне и заправляют в основании берда. Устройство состоит из станины 1, стоек 2 и 4 соответственно барабана 3 и катушки 5. В стойке 2 и на валу 6 на спицах 7 закреплены грани барабана, на которых в определенной последовательности размещены гребенки и распределительные пружины. 2 с.п. и 2 з.п. ф-лы, 5 ил.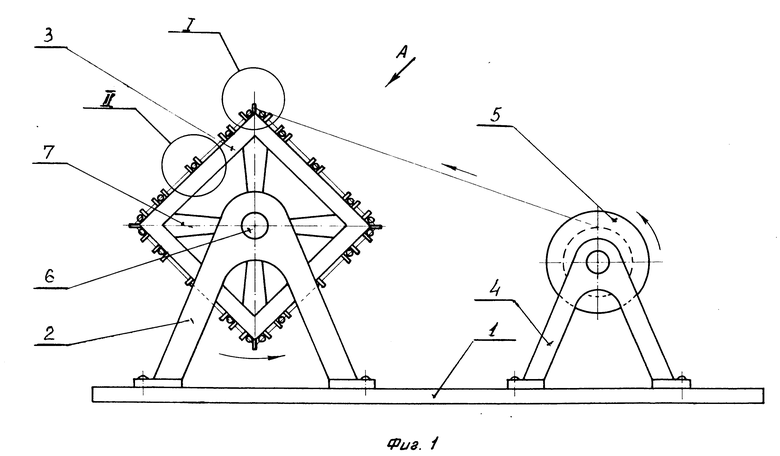
СПОСОБ ИЗГОТОВЛЕНИЯ БЕРДА К РУЧНОМУ ТКАЦКОМУ СТАНКУ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ.
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Устройство для регулирования расхода жидкости | 1976 |
|
SU629526A2 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
