Изобретение относится к металлообработке, в частности к инструменту для обработки резанием, а именно к резцам с механическим креплением твердосплавных пластин.
Известны заготовки резцов расточных цельных твердосплавных по ОСТ 48-34-74 из сплава группы ВК формы ЗР1, ЗР8, ЗР13, предназначенных для растачивания малых отверстий (диаметр 3-7,5).
Известны резцы расточные цельные твердосплавные со стальным хвостовиком по ГОСТ 18062-72 ГОСТ 18064-72, в которых заготовки резцов цельных твердосплавных по ОСТ 48-34-74 устанавливаются в отверстии цилиндрического стального хвостовика и соединяются пайкой.
Недостатками указанных резцов являются следующие: изменение структуры твердого сплава при высоком нагреве при пайке (образование сетки микротрещин); низкая надежность крепления из-за дефектов, возникающих в паяном соединении, таких как образование воздушных "пузырей" при растекании припоя в глухом отверстии; возможно наличие трещин в твердом сплаве из-за разницы коэффициентов линейного расширения материалов хвостовика и твердосплавной заготовки (ТЗ); отсутствие точной фиксации положения оси заготовки резца относительно стального хвостовика из-за остаточной деформации при нагреве.
Наиболее близким к предложенному по технической сущности является затягивающее устройство в специализированной инструментальной револьверной головке. Инструмент в револьверной головке закрепляется втулкой через затягивающий болт, который расположен параллельно оси втулки, эксцентрично смещен в ней на расстояние l в плоскости, перпендикулярной оси зажимаемого инструмента. Для обеспечения максимального контакта прижимной втулки с инструментом прижимная поверхность втулки выполнена по диаметру инструмента перпендикулярно оси затягивающего болта и втулки.
Конструкция такого затягивающего устройства имеет ряд недостатков: имеет ограниченную возможность зажима инструмента с хвостовиком только цилиндрической формы; не обеспечивает фиксации от поворота режущего элемента; не обеспечивает достаточной надежности закрепления за счет применения одностороннего зажима инструмента.
Для зажима режущих элементов с хвостовиком (твердосплавных заготовок резцов), имеющих в сечении форму, приближенную к эллипсу, такая конструкция вообще не пригодна. Предлагаемая конструкция резца состоит из державки, в которой выполнены два равных по диаметру и взаимно перпендикулярных отверстия со смещенными осями. Режущий элемент с хвостовиком установлен в одном из отверстий державки на сухарях, имеет возможность продольного перемещения перед закреплением, которое осуществляется втулками со скосами и винтом.
Цель изобретения повышение надежности крепления и расширение технологических возможностей.
Это достигается за счет снабжения резца дополнительной втулкой со скосом, имеющей резьбовое эксцентрично расположенное отверстие для взаимодействия с винтом и сухарями, наружная поверхность которых выполнена по диаметру отверстия державки, а внутренняя поверхность соответствует форме хвостовика режущего элемента, при этом на одном из сухарей выполнены лыски для взаимодействия с лысками втулок. Режущей элемент с хвостовиком имеет возможность установа в продольном и поперечном направлениях за счет равных диаметров сухарей и втулок, обеспечивая расширение диапазона глубин и направления растачиваемых отверстий за счет плавного изменения вылета инструмента относительно сухарей. Для повышения надежности закрепления отверстия во втулках выполнены с эксцентриситетом, причем на одной из втулок отверстие выполнено гладким, а на другой резьбовым. Такое выполнение втулок обеспечивает при зажиме винтом двустороннее закрепление режущего инструмента.
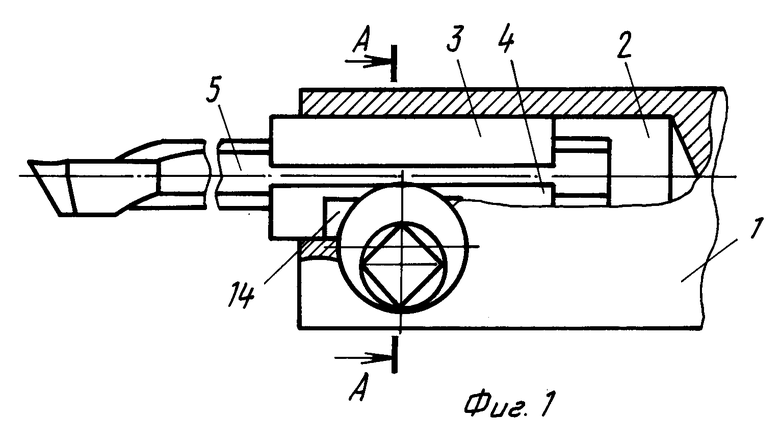
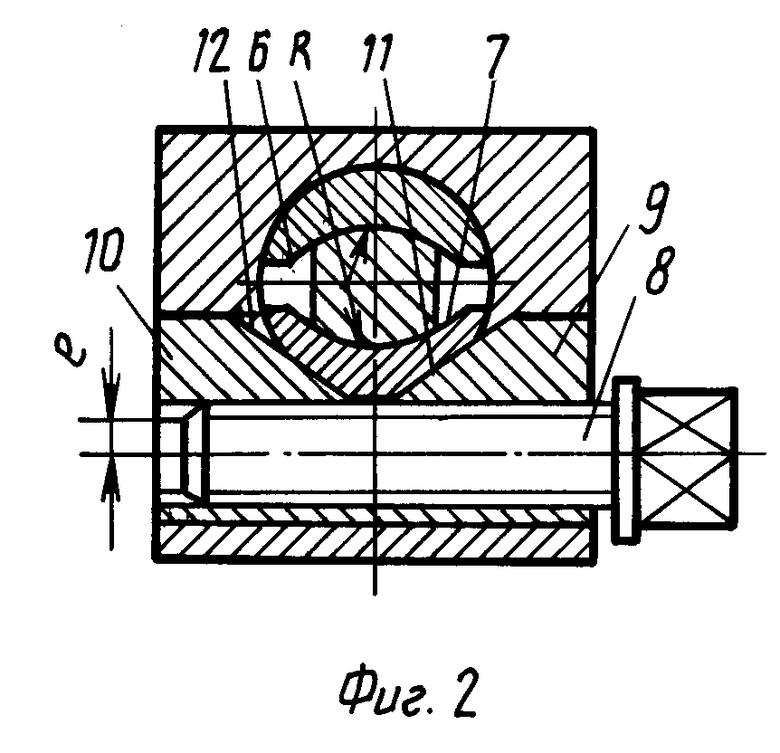
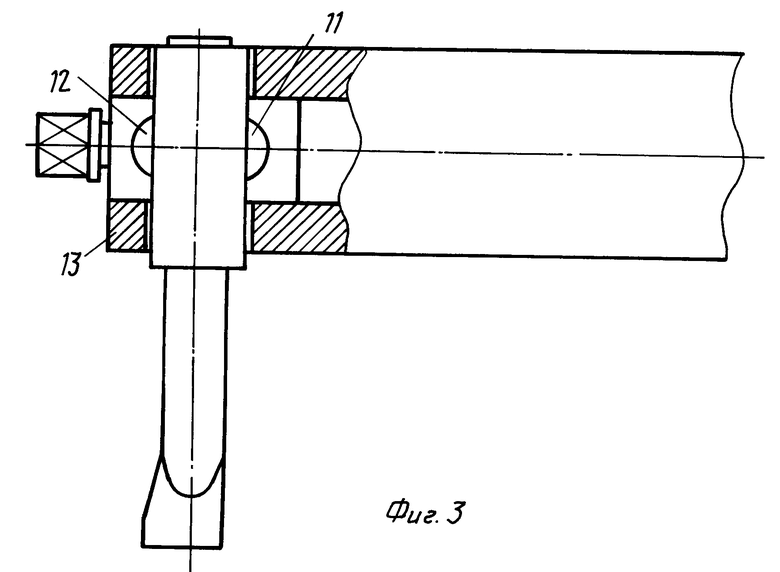
На фиг. 1 изображен предлагаемый резец, общий вид; на фиг. 2 разрез А-А на фиг. 1; на фиг. 3 резец, вид в плане (установка режущего элемента с хвостовиком в поперечном направлении).
Резец состоит из державки 1, в отверстии 2 которой установлен на верхнем 3 и нижнем 4 сухарях режущий элемент с хвостовиком 5. Наружные поверхности сухарей 3 и 4 выполнены по диаметру отверстия 2 державки, а внутренние поверхности 6 и 7 соответствуют форме хвостовика режущего элемента 5 с радиусом R. Закрепление заготовки производится винтом 8 через втулки 9 и 10 со скосами 11 и 12, расположенные в отверстии 13 державки 1. Для увеличения площади контакта на нижнем сухаре 4 выполнены две лыски 14. Отверстия во втулках 9 и 10 выполнены с эксцентриситетом l к оси отверстия 13 для увеличения площади скосов 11 и 12. Втулка 9 выполнена с гладким отверстием, а втулка 10 с резьбовым отверстием.
Эксплуатация резца производится следующим образом.
Режущий элемент с хвостовиком 5 устанавливается на сухарях 3 и 4 в продольном отверстии 2 державки 1. Поворотом винта 8 по часовой стрелке втулки 9 и 10 перемещаются навстречу одна другой в поперечном отверстии 13 державки 1, воздействуя с двух сторон на нижний сухарь 4 в направлении закрепления режущего элемента 5. Раскрепление режущего элемента производится в обратном направлении: вращая винт 8 против часовой стрелки, втулки 9 и 10 расходятся, раскрепляя режущий элемент. Для расширения диапазона растачиваемых отверстий достаточно переставить местами винт с втулками с поперечного отверстия державки в продольное, а режущий элемент с сухарями переставить из продольного отверстия державки в поперечное отверстие.
Предлагаемая конструкция резца обеспечивает точную фиксацию положения оси режущего элемента, позволяет использовать режущие элементы различных типоразмеров за счет использования сменных сухарей, отличающихся внутренними поверхностями (соответствующих форме хвостовика режущих элементов), позволяет расширить диапазон растачиваемых отверстий за счет возможности установка режущих элементов в продольном и поперечном направлениях, а также увеличить диапазон глубины растачиваемых отверстий путем перемещения режущих элементов относительно сухарей в осевом направлении.
| название | год | авторы | номер документа |
|---|---|---|---|
| СБОРНЫЙ ОТРЕЗНОЙ РЕЗЕЦ И РЕЖУЩИЕ ПЛАСТИНЫ К НЕМУ | 2007 |
|
RU2366542C2 |
| Сборный инструмент | 2017 |
|
RU2692536C2 |
| Расточная головка | 1990 |
|
SU1787695A1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ | 2003 |
|
RU2247007C2 |
| УЗЕЛ КРЕПЛЕНИЯ ГОРНОРЕЖУЩЕГО ИНСТРУМЕНТА | 2009 |
|
RU2394989C1 |
| РЕЗЕЦ С ВИБРОГАШЕНИЕМ | 2024 |
|
RU2837761C1 |
| Устройство "нева" для отрезки детали на токарном станке | 1982 |
|
SU1074660A1 |
| ГОЛОВКА БУРИЛЬНАЯ | 2007 |
|
RU2342514C1 |
| СОСТАВНОЙ РЕЗЕЦ ДЛЯ ГОРНЫХ МАШИН | 2010 |
|
RU2448247C1 |
| ПОДШИПНИКОВЫЙ УЗЕЛ РОТАЦИОННОГО ИНСТРУМЕНТА | 2008 |
|
RU2381874C1 |
Использование: металлообработка, а именно резцы с механическим креплением режущих элементов. Сущность изобретения: резец содержит державку, в отверстии которой на сухарях установлен режущий элемент. Наружные поверхности сухарей выполнены по диаметру отверстия державки, а внутренние поверхности соответствуют форме хвостовика режущего элемента. Закрепление режущего элемента производится винтом через втулки со скосами, расположенные в отверстии державки. Отверстия во втулках выполнены с эксцентриситетом относительно отверстия державки. 1 з.п. ф-лы, 3 ил.
| УСТРОЙСТВО ДЛЯ ВЕНТИЛЯЦИИ В ВАГОНАХ | 1927 |
|
SU16075A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
