Изобретение относится к обработке металлов резанием, преимущественно к резцам, в том числе с большой глубиной расточки, и может быть использовано для черновой и чистовой токарной обработки деталей.
Вибрация, возникающая при резке металла, негативно сказывается на точности размеров обрабатываемого изделия, качестве поверхности реза, приводит к дополнительному износу машины и резцов. Вибрация приводит к изменению динамической составляющей силы резания, вследствие чего инструмент может изменять толщину срезаемого слоя. При последующих проходах увеличивается контакт резца с обрабатываемым материалом, за счет этого частота волн на поверхности материала заготовки может быть близка или кратна частоте колебания резца. Изменение силы резания в случае совпадения или кратности синусоидального изменения частоты вращения заготовки может привести к развитию амплитуды автоколебаний и вынужденных колебаний и перейти в резонансный режим. При большой глубине расточки перечисленные негативные эффекты усиливаются. Вибрационный шум также является нежелательным и может вызывать дискомфорт для персонала. Поэтому вопросам виброгашения резцов уделяется большое внимание.
Известны различные технические решения, направленные на виброгашение резцов, связанные с использованием гашения колебаний с помощью сплавов высокого демпфирования, использованием сложных виброгасящих устройств или различных вариантов крепления резца, с целью повышения его жесткости.
Известен патент [Патент №70471 РФ, МПК В23В 27/00. Резец / Васин С.А., Васин Л.А., Кошелева А.А., Бородкин Н.Н.; заявитель и патентообладатель Государственное образовательное учреждение высшего профессионального образования Тульский государственный университет (ТулГУ) (RU). - №2007135626/22, заявл. 26.09.2007; опубл. 27.01.2008, Бюл. №3], в котором повышение демпфирующих характеристик резца достигается тем, что узел клинового крепления режущей пластины оснащен втулкой, установленной в отверстии режущей пластины, при этом втулка выполнена из сплава высокого демпфирования. При точении вибрации, возникающие в станке, передаются на втулку, изготовленную из сплава высокого демпфирования и установленную в отверстии, выполненном в режущей пластине.
Недостатком изобретения является высокая стоимость металлических сплавов высокого демпфирования, необходимость отвода тепла, образующегося в результате преобразования энергии механической вибрации в тепловую энергию за счет внутреннего трения между областями или границами фаз.
Известно техническое решение, [Патент №72427 РФ, МПК В23В 27/00. Резец / Васин С.А., Васин Л.А., Кошелева А.А.; заявитель и патентообладатель Государственное образовательное учреждение высшего профессионального образования Тульский государственный университет (ТулГУ) (RU). - №2007147490/22, заявл. 19.12.2007; опубл. 20.04.2008 27.01.2008, Бюл. №11], в котором защита оборудования от вибраций происходит за счет использования резца с переменной жесткостью с целью отстройки системы от условий, при которых возникает резонанс. В основе решения использован резец, в державке которого выполнено отверстие с помещенным в нем пружинным коническим амортизатором со штоком.
Известны другие конструкции, в которые, с целью защиты технологического оборудования от вибраций путем изменения динамических характеристик системы, вводится элемент с переменной жесткостью Например, виброизолятор рессорного типа [Патент №2299370 РФ, МПК7 F16F 7/08. Виброизолятор разночастотный рессорного типа / Кочетов О.С., Кочетова М.О., Ходакова Т.Д., Шестернинов А.В., Стареев М.Е.; заявитель и патентообладатель Кочетов О.С. - №2005128844/11; заявл. 19.09.2005, опубл. 20.05.2007, Бюл. 14], который содержит упругие элементы, коническую винтовую пружину, которая закреплена своим большим основанием к пластине, расположенной в верхней части виброизолятора, а меньшее основание конической пружины связано с платформой для установки виброизолируемого объекта.
Недостатками перечисленных решений является низкая устойчивость при динамических воздействиях, низкая жесткость резца.
Известен способ подавления автоколебаний при токарной обработке [Патент №2267381 РФ, МПК В23В 27/00. Способ подавления автоколебаний при токарной обработке / Афонина Н.А., Афонин А.А., Орлов А.Б.; заявитель и патентообладатель Тульский государственный университет. - №2004123319/02, заявл. 28.07.2004; опубл. 10.01.2006, Бюл.№1], основанный на изменении частоты вращения заготовки по синусоидальному закону со случайным изменением амплитуды и частоты. Изменение силы резания в этих условиях окажет демпфирующее действие на колебания, вызываемые неуправляемыми возмущениями, приводя к энергорассеиванию. В результате изменения колебания резца относительно заготовки произойдет частичное срезание волн на поверхности детали, снизится частота колебаний резца.
Основным недостатком изобретения является снижение производительности процесса металлообработки, а также сложный алгоритмом девиации.
Известен пружинный резец для токарной обработки [Патент №189825 РФ, МПК В23В 27/00. Пружинный резец для токарной обработки / Либерман Я.Л., Шишминцев М.А; патентообладатель Федеральное государственное автономное образовательное учреждение высшего образования "Уральский федеральный университет имени первого Президента России Б.Н. Ельцина" №2018138373; заявл. 31.10.2018; опубл.: 05.06.2019, Бюл. №16], в котором резец состоит из державки и упруго соединенной с ней головки, содержащей съемную резьбовую вставку, размещенную между державкой и головкой с возможностью фиксации положения головки относительно державки. Отличительной особенностью резца является то, что он снабжен цифроаналоговым преобразователем давления в усилие, установленным в державке, между поршнем преобразователя и головкой резца с возможностью взаимодействия с последней и с поршнем размещена пружина переменной жесткости, входы преобразователя через электроуправляемые гидрозолотники соединены с гидронасосом, а управляющие входы гидрозолотников соединены с системой ЧПУ токарного станка.
Недостатком изобретения является сложность системы виброгашения, высокая стоимость и ненадежность работы в переходных режимах.
Известны технические решения, предложенные компаний САНДВИК КОРОМАНТ (SANDVIK COROMANT) [https://www.sandvik.coromant.com/], в которых резцы для режущего инструмента глубокой обработки с вылетом до 14 диаметров выполнены с эффективным виброгашением и внутренним подводом смазочно-охлаждающей жидкости (СОЖ). Резец содержит усиленную твердосплавную антивибрационную оправку [https://finval.ru/upload/catalog/instr/sandvik/uchebnoe_posobie.pdf], в которой вибропоглощение достигается за счет использования твердосплавного стержня [https://finval.ru/upload/catalog/instr/sandvik/uchebnoe_posobie.pdf], состав которого также запатентован компаний САНДВИК КОРОМАНТ [Патент №2771728 РФ, МПК С22С 1/04, С22С 29/08, B22F 3/24. Твердый сплав с альтернативным связующим / Гарсия, Хосе Луис, Каплан Бартек, Колладо Сипрес Вероника; патентообладатель АБ САНДВИК КОРОМАНТ - №2020142814, заяв. 26.06.2019, опубл. 11.05.2022, Бюл. №14].
Известно также устройство Silent Tools, в котором труба державки выполнена из твердого сплава, с торцевой стороны, ближе к резцу, расположено инертное тело, с противоположного торца - резиновая прокладка, центральная часть трубы заполнена вязкой жидкостью. Устройство содержит также внутреннюю трубку для подачи СОЖ [https://finval.ru/upload/catalog/instr/sandvik/uchebnoe_posobie.pdf].
Основными недостатками описанных устройств являются: низкая эффективность виброгашения, недостаточная прочность и жесткость резца, низкая устойчивость при динамических воздействиях, высокая деформация при работе, сложность конструкции.
Задачей изобретения является создание резца с высокой эффективностью виброгашения, с высокой прочностью и жесткостью, устойчивым к динамическим воздействиям, мало деформирующимся при работе, с простой конструкцией, эффективным гашением автоколебаний и вынужденных колебаний.
Указанный результат достигается тем, что в резце с виброгашением, состоящем из полого центрального цилиндрического корпуса и прилегающих к нему по оси двух торцевых, при этом одна торцевая часть выполнена в виде головки со сменной резцовой режущей пластиной, противоположная торцевая часть выполнена в виде хвостовика, по оси резца внутри полой центральной цилиндрической части между обеими торцевыми частями размещен стягивающий их болт; полая часть центральной трубки заполнена свинцовой дробью, ограниченной со стороны головки резцовой режущей пластины сеткой, установленной на границе полого центрального цилиндрического корпуса, при этом размер ячеек сетки меньше размера свинцовой дроби, а для подвода СОЖ в стенке хвостовика выполнен канал с отверстием внутрь полости для подачи СОЖ, для подвода СОЖ к резцовой пластине в головке выполнено поворотное сопло.
Указанный результат достигается за счет того, что в корпусе резца создается напряжение сжатия с помощью стягивающего болта, за счет этого существенно повышается жесткость конструкции, не допускающей нежелательных колебаний резца, т.е. для сгибания образца требуются существенно большие нагрузки, тем самым достигается смещение точки сгибания резца. В стягивающем болте при работе созданное напряжение растяжения может приводить к механическим и акустическим колебаниям. Для гашения автоколебаний стягивающего болта и возникающих акустических колебаний внутреннюю полость цилиндрической части корпуса резца заполняют свинцовой дробью, по которой подается СОЖ. Сборная, не монолитная, конструкция резца обеспечивает дополнительное эффективное гашение акустических и механических колебаний.
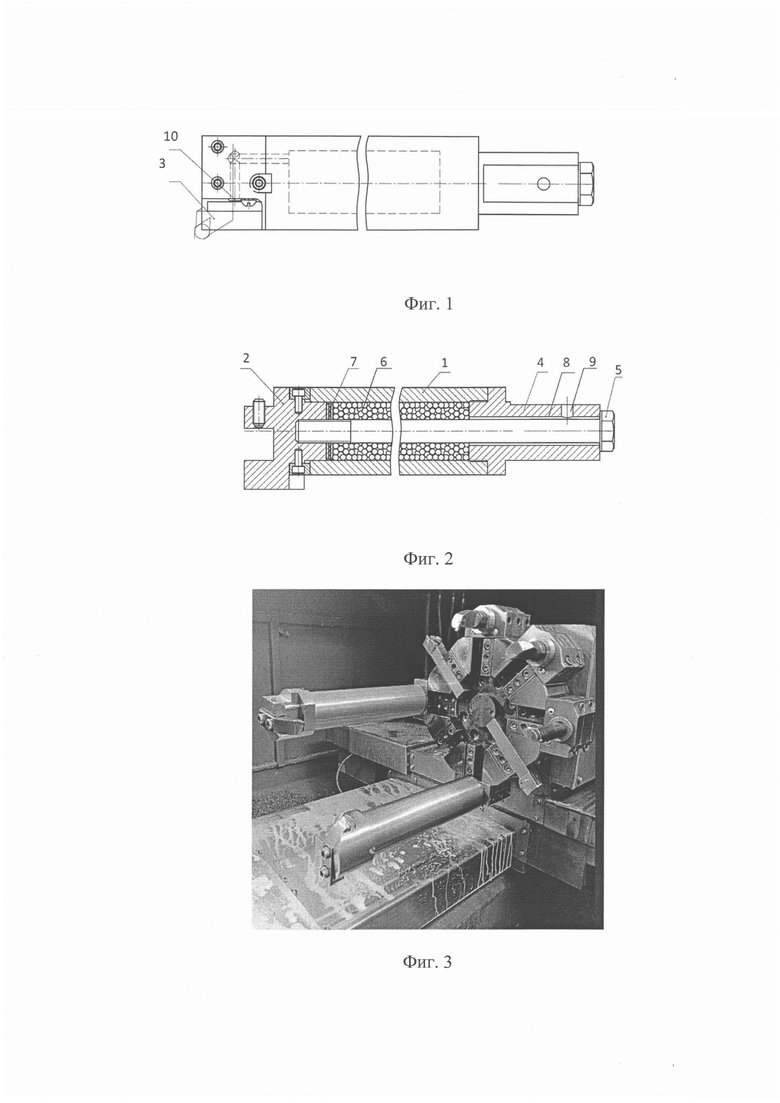
Изобретение поясняется чертежами, где на фиг. 1 показан общий вид резца с виброгашением, на фиг. 2 - разрез по продольной оси общего вида резца, на фиг. 3 - фото револьверной головки токарного станка.
Резец с виброгашением (фиг. 1) состоит из полого центрального цилиндрического корпуса 1 и прилегающих к нему по оси двух торцевых частей, при этом одна торцевая часть выполнена в виде головки 2 с резцовой режущей пластиной 3, вторая торцевая часть выполнена в виде хвостовика 4. По оси резца внутри полого центрального цилиндрического корпуса 1 между обеими торцевыми частями для их стягивания размещен стягивающий болт 5. Полая часть центрального корпуса 1 заполнена свинцовой дробью 6, ограниченной со стороны головки 2 резцовой режущей пластины 3 сеткой 7, установленной на границе полого центрального цилиндрического корпуса 1, при этом размер ячеек сетки 7 меньше размера свинцовой дроби 6. Для подвода СОЖ в стенке хвостовика 4 (фиг. 2) выполнен канал 8 с отверстием 9 для подачи внутрь полости СОЖ через поворотное сопло 10 на резцовую режущую пластину 3 в головке 2.
Устройство работает следующим образом.
Полую часть центрального корпуса 1 заполняют свинцовой дробью 6, ограничивая ее со стороны головки 2 резцовой режущей пластины 3 сеткой 7, устанавливая ее на границе полого центрального цилиндрического корпуса 1, при этом размер ячеек сетки 7 меньше размера свинцовой дроби 6 (фиг. 1). Торцевые части - головку 2 с резцовой режущей пластиной 3 и хвостовик 4 стягивают между собой вращением стягивающего болта 5, установленного между обеими торцевыми частями по оси резца внутри полого центрального цилиндрического корпуса 1. Далее резец с виброгашением устанавливают на пресс, нагружают и окончательно затягивают стягивающим болтом 5. При этом происходит деформационное сжатие центральной цилиндрической части корпуса, вызывающее упрочнение конструкции, увеличение жесткости и устойчивости к нежелательным вибрациям.
Через выполненный в стенке хвостовика 4 канал 8 с отверстием 9 во время работы устройства внутрь полости подают СОЖ, которая, пройдя через слой свинцовой дроби 6, через сетку 7 и через поворотное сопло 10 (фиг. 2) попадает на резцовую режущую пластину 3, охлаждая ее во время работы.
Хвостовик 4 резца с виброгашением вставляют в револьверную головку токарного станка (фиг. 3), в которой фиксируют двумя или тремя винтами в зависимости от длины хвостовика 4.
Автоколебания стягивающего болта 5, акустические колебания эффективно гасятся за счет расположенных в полом центральном цилиндрическом корпусе 1 свинцовой дроби и СОЖ. Это происходит за счет утяжеления конструкции, многократного изменения направления распространения вибраций в дисперсной среде, а также эффективного гашения волны чередующимися средами (твердая/жидкая), в последней реализуется вязкая диссипация энергии.
Сборная, не монолитная, конструкция резца обеспечивает дополнительное эффективное гашение акустических и механических колебаний за счет прерывания или изменения синусоиды волнового колебания.
В заявленном изобретении не требуются твердосплавные материалы, что существенно уменьшает стоимость и доступность. Заявленное изобретение имеет значительно более простую конструкцию.
Предлагаемое техническое решение отличается от других известных устройств аналогичного назначения конструктивно, обеспечивая эффективное виброгашение за счет комплексного решения задачи, с повышением жесткости конструкции, ее утяжелением, гашением возможных колебаний за счет дисперсного наполнения центральной части свинцовой дробью и сборной конструкции торцевых элементов, вязкой диссипации благодаря СОЖ.
Предлагаемое техническое решение прошло натурные испытания и интенсивно используется в производстве, что подтверждает эффективность виброгашения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для токарной обработки | 1980 |
|
SU984794A1 |
| РЕЗЦЕДЕРЖАТЕЛЬ | 2003 |
|
RU2334593C2 |
| Резцовая головка | 1936 |
|
SU51302A1 |
| РЕЗЦОВАЯ ДЕРЖАВКА | 1991 |
|
RU2043878C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ПОВЕРХНОСТЕЙ ЦИЛИНДРОВ, ТРУБ С ПОМОЩЬЮ НАНЕСЕНИЯ ПОКРЫТИЯ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2213653C2 |
| Резец с изменяемым передним углом | 2020 |
|
RU2741397C1 |
| Способ и устройства механической обработки шатунных шеек крупногабаритного коленчатого вала на токарном станке | 2015 |
|
RU2625151C2 |
| Станок для обработки отверстий | 1988 |
|
SU1722700A1 |
| БЫСТРОСМЕННЫЙ РЕЗЦЕДЕРЖАТЕЛЬ С РЕГУЛИРОВОЧНЫМ МЕХАНИЗМОМ | 1995 |
|
RU2097169C1 |
| РЕЗЕЦ | 1991 |
|
RU2014169C1 |
Изобретение относится к обработке металлов резанием, преимущественно к резцам, в том числе с большой глубиной расточки, и может быть использовано для черновой и чистовой токарной обработки деталей. Резец с виброгашением состоит из полого центрального цилиндрического корпуса и прилегающих к нему по оси двух торцевых. Одна торцевая часть выполнена в виде головки со сменной резцовой режущей пластиной, противоположная торцевая часть выполнена в виде хвостовика. По оси резца внутри полой центральной цилиндрической части между обеими торцевыми частями размещен стягивающий их болт. Полая часть центральной трубки заполнена свинцовой дробью, ограниченной со стороны головки резцовой режущей пластины сеткой, установленной на границе полого центрального цилиндрического корпуса. Размер ячеек сетки меньше размера свинцовой дроби. Для подвода СОЖ в стенке хвостовика выполнен канал с отверстием внутрь полости для подачи СОЖ. Для подвода СОЖ к резцовой пластине в головке выполнено поворотное сопло. Обеспечивается создание резца с высокой эффективностью виброгашения, с высокой прочностью и жесткостью, устойчивым к динамическим воздействиям, мало деформирующимся при работе, с простой конструкцией, эффективным гашением автоколебаний и вынужденных колебаний. 3 ил.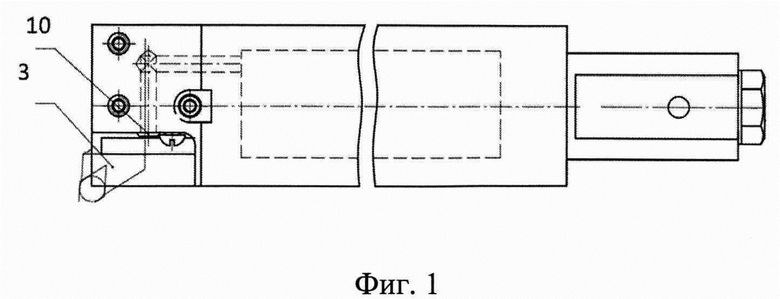
Резец с виброгашением, состоящий из полого центрального цилиндрического корпуса и прилегающих к нему по оси двух торцевых, при этом одна торцевая часть выполнена в виде головки со сменной резцовой режущей пластиной, противоположная торцевая часть выполнена в виде хвостовика, по оси резца внутри полой центральной цилиндрической части между обеими торцевыми частями размещен стягивающий их болт; полая часть центральной трубки заполнена свинцовой дробью, ограниченной со стороны головки резцовой режущей пластины сеткой, установленной на границе полого центрального цилиндрического корпуса, при этом размер ячеек сетки меньше размера свинцовой дроби, а для подвода СОЖ в стенке хвостовика выполнен канал с отверстием внутрь полости для подачи СОЖ, для подвода СОЖ к резцовой пластине в головке выполнено поворотное сопло.
| US 9855610 B2, 02.01.2018 | |||
| СПОСОБ ОЧИСТКИ ГАЗОВ ОТ ФОРМАЛЬДЕГИДА | 0 |
|
SU189825A1 |
| Расточная оправка | 1982 |
|
SU1134300A1 |
| СПОСОБ ПОДАВЛЕНИЯ АВТОКОЛЕБАНИЙ ПРИ ТОКАРНОЙ ОБРАБОТКЕ | 2004 |
|
RU2267381C1 |
| US 6935472 B2, 30.08.2005. | |||

