Изобретение относится к деревообработке и может быть использовано при изготовлении древесностружечных и древесноволокнистых плит сухого способа производства.
Известен способ производства древесностружечных плит, включающий изготовление и сушку древесных частиц, смешивание их с синтетическим связующим с последующим формированием ковра и горячим прессованием (Шварцман Г.М. Производство древесностружечных плит. М. "Лесная промышленность", 1977, с. 70-186). В качестве связующего могут быть использованы фенолоформальдегидные или карбамидоформальдегидные смолы.
Основными недостатками ДСтП, полученных этим способом, является их относительная дороговизна, вследствие использования дорогих синтетических связующих, и токсичность, вследствие присутствия в полученной плите свободного формальдегида, образующегося в процессе горячего прессования, а также горючесть лит.
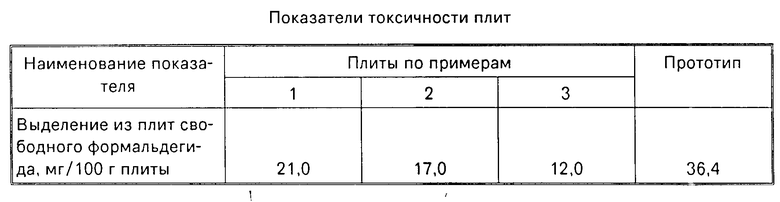
Задача, которую решает данное изобретение, заключается в снижении токсичности плит из-за снижения выделения из них свободного формальдегида.
Способ изготовления древесностружечных плит заключается в сушке измельченных древесных частиц, смешении их с формальдегидсодержащей смолой, в формировании ковра и его горячем прессовании. При этом после смешения древесных частиц с формальдегидсодержащей смолой в полученную смесь при перемешивании вводят кожевенные частицы. Для этого можно применять дубленые кожевенные частицы.
П р и м е р 1. Древесные частицы изготавливают и сушат традиционным способом до влажности 3-5% Кожевенные частицы фракционируют с целью отделения от них крупных частиц обрезков кожи. Кожевенные частицы используют влажностью 3-17% Высушенные древесные частицы смешивают с 12% (по отношению к массе абсолютно сухих древесных частиц) карбамидоформальдегидного связующего КФ-МТ 15. После этого в полученную смесь при перемешивании вводят хромовые кожевенные частицы (стружку, волокно, пыль) в количестве 25% по отношению к пресс-массе. Смесь перемешивают в течение 4-6 мин, формируют ковер и производят горячее прессование при температуре 140-180оС в течение 0,3-0,5 мин/мм плиты при давлении 2,0-2,5 МПа. Плотность плит составляет 600 кг/м3. Полученные плиты выдерживают в течение 72 ч при комнатной температуре, раскраивают на образцы и испытывают по методу WKJ (технологическая инструкция по контролю геометрических размеров, качества поверхности и физико-механических показателей ДСтП, приложение к ТУ 66-16-16-89, М. 1990 г.).
Результаты испытаний представлены в таблице.
П р и м е р 2. В древесноклеевую смесь, приготовленную аналогично примеру 1, при перемешивании вводят кожевенные частицы в количестве 40% от пресс-массы танидного дубления. Далее, как в примере 1.
П р и м е р 3. В древесноклеевую смесь, приготовленную аналогично примеру 1, при перемешивании вводят кожевенные частицы алюминиевого дубления в количестве 60% от количества пресс-массы. Далее, как в примере 1.
Изобретение обеспечивает получение древесностружечных плит с повышенной огнестойкостью и пониженной токсичностью.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБЛИЦОВКИ КОРКОВЫМ ПОКРЫТИЕМ ДРЕВЕСНОВОЛОКНИСТЫХ ПЛИТ ПО МЕТОДУ ХОХЛОВА | 1995 |
|
RU2120373C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДРЕВЕСНО-СТРУЖЕЧНЫХ ПЛИТ | 1992 |
|
RU2074090C1 |
| Способ изготовления малотоксичных древесностружечных плит | 1990 |
|
SU1780522A3 |
| Способ изготовления древесностружечных плит | 1987 |
|
SU1521598A1 |
| Способ производства древесностружечных плит | 1983 |
|
SU1142291A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДРЕВЕСНОСТРУЖЕЧНЫХ ПЛИТ | 2000 |
|
RU2176186C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДРЕВЕСНО-СТРУЖЕЧНЫХ ПЛИТ | 2003 |
|
RU2237574C1 |
| Способ производства древесностружечных плит | 1984 |
|
SU1184684A1 |
| Способ изготовления древесно-волокнистых плит | 1986 |
|
SU1371921A1 |
| Способ непрерывного изготовления древесноволокнистых плит | 1989 |
|
SU1691104A1 |
Использование: деревообработка, изготовление древесностружечных и древесноволокнистых плит сухого способа производства. Сущность: древесные частицы изготавливают и сушат традиционным способом до влажности 3 - 5 %. Кожевенные частицы используют влажностью 3 - 17 %. Высушенные древесные частицы смешивают с формальдегидсодержащей смолой, например КФ - МТ 15 в количестве 12 % к массе абсолютно сухих древесных частиц. В полученную смесь при перемешивании вводят хромовые кожевенные частицы в количестве 25 - 60% по отношению к прессмассе. Смесь перемешивают в течение 4 - 6 мин, формируют ковер и производят горячее прессование при температуре 140 - 180°С в течение 0,3 - 0,5 мин/мм плиты при давлении 2 - 2,5 МПа. Полученные плиты выдерживают в течение 72 ч при комнатной температуре, раскраивают на образцы и испытывают. 1 табл.
СПОСОБ ИЗГОТОВЛЕНИЯ ДРЕВЕСНОСТРУЖЕЧНЫХ ПЛИТ, включающий сушку измельченных древесных частиц, смешивание их с формальдегидсодержащей смолой, формирование ковра и его горячее прессование, отличающийся тем, что в полученную смесь древесных частиц со смолой вводят при перемешивании кожевенные частицы.
| Шварцман Г.М | |||
| Производство древесностружечных плит | |||
| М.: Лесная промышленность, 1977, с.70-186. |
