Изобретение относится к металлургии, конкретнее к установкам непрерывной разливки металлов.
Известен ролик для установки непрерывной разливки металлов, включающий бочку ролика, ось ролика, опорные подшипники, уплотнения. По оси ролика выполнено сквозное отверстие, а бочка ролика нанесена без зазора на ось. По сквозному отверстию в процессе разливки пропускается охлаждающая вода. Опорные подшипники смонтированы на оси ролика и установлены в корпусах подшипников, опирающихся на опорную раму. Бочка роликов разделена на несколько частей, а сплошная ось ролика опирается на несколько подшипниковых опор.
Недостатком известного ролика является его низкая стойкость. Это объясняется тем, что бочка ролика смонтирована на оси без зазора. В этих условиях не обеспечивается необходимая интенсивность охлаждения бочки ролика вследствие термического сопротивления в месте контакта внутренней поверхности бочки с поверхностью оси ролика.
Протекающая вода по каналу в оси ролика в этом случае не обеспечивает необходимый теплоотвод от бочки ролика. Вследствие этого бочка ролика перегревается, в ее поверхности образуются трещины. Сказанное вызывает выход роликов из строя, а также снижает его прочность под действием нагрузок от слитка.
Наиболее близким по технической сущности является ролик для установок непрерывной разливки металлов, включающий бочку ролика, ось ролика, опорные подшипники, уплотнения.
Бочка ролика и ось ролика выполнены составными по длине, по оси ролика выполнено сквозное отверстие, бочка ролика насажена на ось без зазора. Составные части оси соединены между собой осевой вставкой со сквозным отверстием и опираются на несколько соответствующих подшипниковых опор.
Во внутренний канал оси ролика на всю ее длину вставлена трубка для протекания воды в одном направлении. Охлаждение оси ролика производится при протекании воды в обратном направлении.
Корпуса подшипников опираются на опорную раму.
Недостатком известного ролика является его низкая стойкость. Это объясняется тем, что бочка ролика смонтирована на оси без зазора.
В этих условиях не обеспечивается необходимая интенсивность охлаждения бочки ролика вследствие термического сопротивления в месте контакта внутренней поверхности бочки с поверхностью оси ролика. Протекающая вода в зазоре между внутренней поверхностью канала в оси ролика и внешней поверхностью трубки в канале оси не обеспечивает необходимый теплоотвод от бочки ролика. Сказанное вызывает образование трещин на поверхности бочки, что приводит к выходу из строя ролика, а также снижает его прочность и сопротивление усилиям от непрерывнолитого слитка.
Технический эффект при использовании изобретения заключается в повышении стойкости роликов.
Указанный технический эффект достигается тем, что ролик для установки непрерывной разливки металлов включает бочку со сквозным каналом, опорные подшипники, уплотнения, а также соединительную вставку между частями оси ролика со сквозным каналом.
Бочка смонтирована на оси с зазором, при этом в теле оси ролика выполнены сквозные отверстия в поперечном к оси ролика направлении, соединяющие зазор и внутренний канал в оси ролика и расположенные по краям составных частей оси ролика.
Повышение стойкости ролика будет обеспечиваться за счет необходимой интенсивности теплоотвода от бочки ролика вследствие протекания охлаждающей воды в зазоре между внутренней поверхностью бочки и внешней поверхностью оси ролика.
Этот эффект достигается благодаря наличию поперечных отверстий в теле оси ролика, соединяющих зазор и сквозной канал в оси ролика. Благодаря этим отверстиям обеспечивается подвод воды в зазор между бочкой и осью ролика.
Анализ научно-технической и патентной литературы показывает отсутствие совпадения отличительных признаков заявляемого ролика с признаками известных технических решений. На основании этого делается вывод о соответствии заявляемого технического решения критерию "изобретательский уровень".
Ниже дан вариант осуществления изобретения, не включающий другие варианты в пределах формулы изобретения, со ссылкой на чертеж.
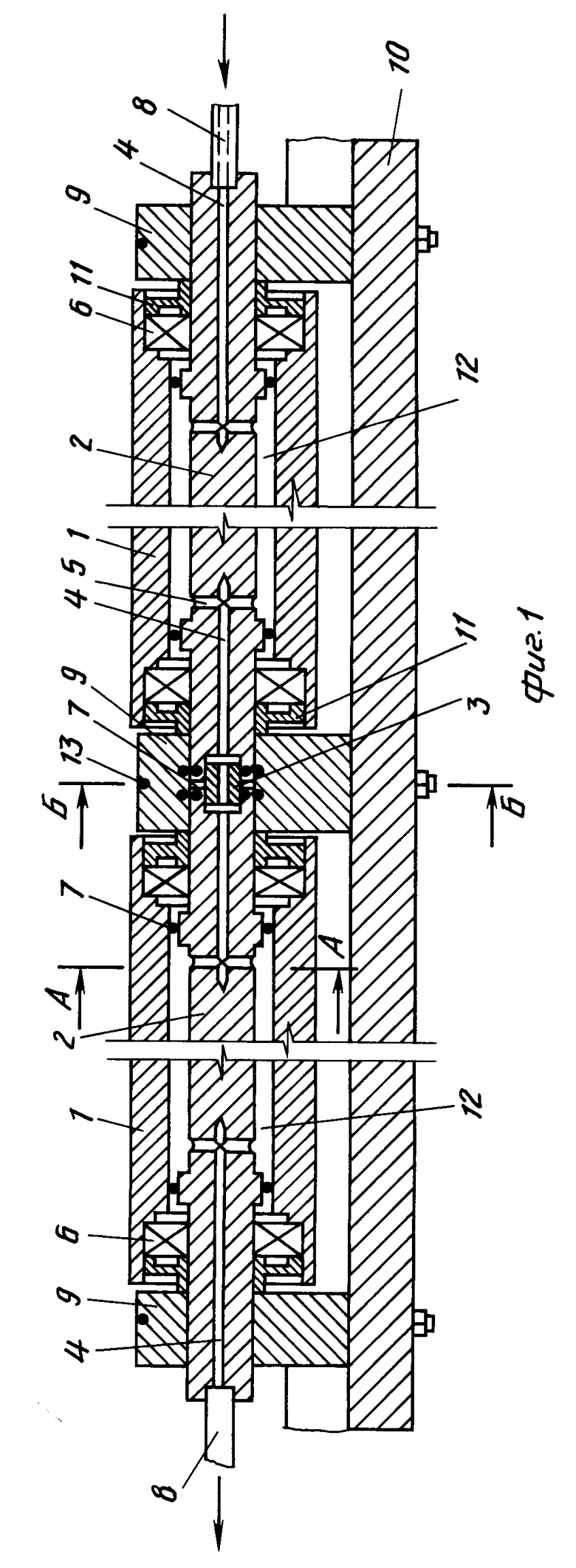
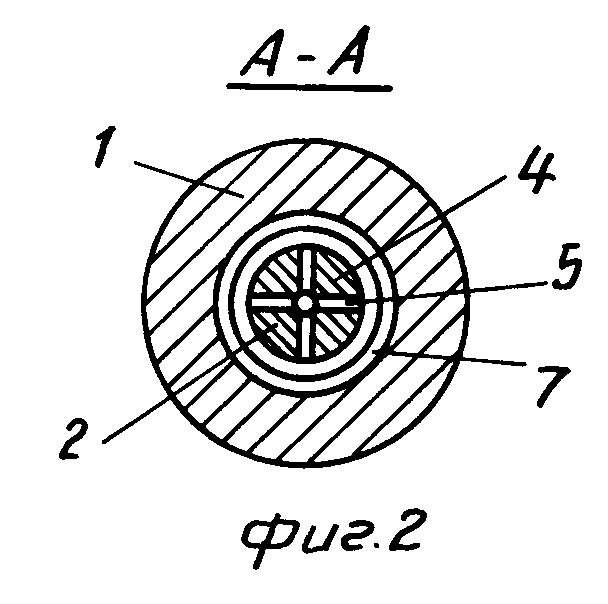
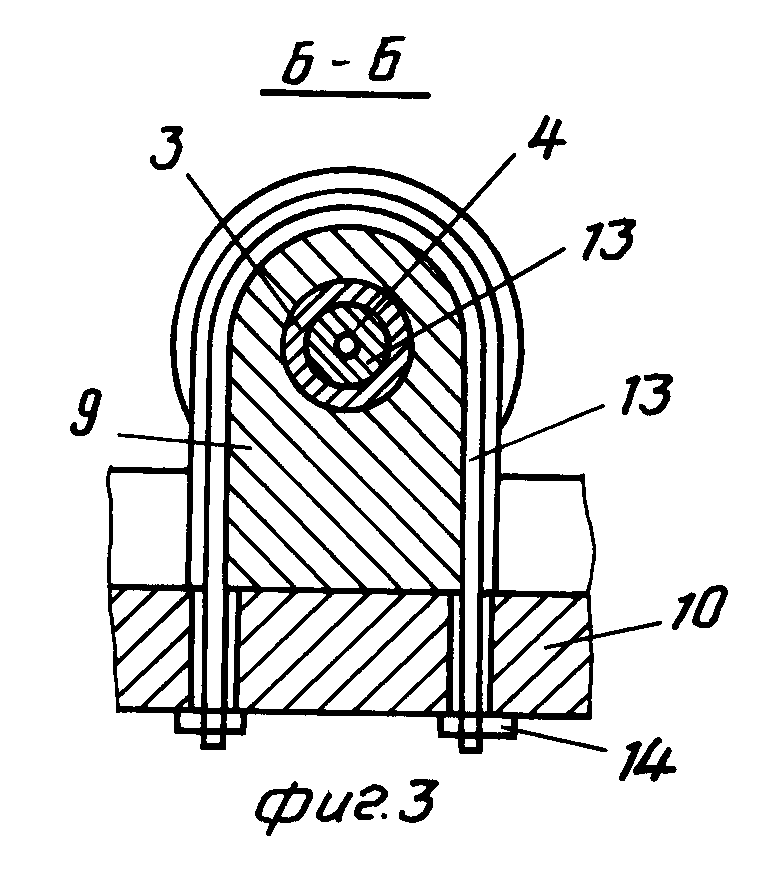
На фиг. 1 показан ролик для установок непрерывной разливки металлов, продольный разрез; на фиг.2 разрез А-А на фиг;1; на фиг.3 разрез Б-Б на фиг. 1.
Ролик для установок непрерывной разливки металлов состоит из составных частей бочки 1 и оси 2, вставки 3, сквозного канала 4, отверстий 5, подшипников 6, уплотнений 7, патрубков 8, корпусов 9, рамы 10, ограничителей 11, зазора 12, стяжки 13 с гайками 14.
Ролик для установок непрерывной разливки металлов работает следующим образом.
П р и м е р. Процессе непрерывной разливки по патрубкам 8 подается под давлением охлаждающая вода, протекающая дальше по сквозному каналу 4, отверстиям 5, зазору 12. Вода подается с одного края ролика, а вытекает с другого, как показано стрелками на фиг.1. Части оси ролика соединены при помощи вставки 3 с внутренним каналом для протекания воды из одной части оси в другую. Бочка ролика состоит из двух частей и опирается на подшипники качения 6, смонтированные на частях составной оси 2. Подшипники 6 установлены на осях 2, смонтированных в корпусе 9, закрепленных на раме 10 и соединенных с ней с помощью стяжек 13 и гаек 14. Для герметизации зазора 12 предусмотрены уплотнения 7. Части оси 2 смонтированы в подшипниках 6, имеющих ограничение и фиксацию в своем перемещении при помощи ограничителей 11 и упоров в бочке.
Бочка ролика 1 смонтирована на оси 2 с зазором 12, при этом в теле оси ролика 2 выполнены сквозные отверстия 5 в поперечном к оси 2 ролика направлении, соединяющие зазор 12 и внутренний канал 4 в оси 2 ролика и расположенные по краям составных частей оси 2 ролика.
При такой конструкции ролика будет повышаться его стойкость за счет обеспечения необходимой интенсивности теплоотвода от бочки ролика, так как вода непосредственно омывает внутреннюю поверхность бочки ролика. При этом вода последовательно перетекает из канала 4 составных частей 2 ролика в зазоры 12. В общем случае число составных частей бочки 1 и оси 2 может быть более двух.
Применение предлагаемого ролика позволяет устранить разогрев бочки ролика сверх допустимых значений, образование на поверхности бочки трещин, повысить сопротивление роликов нагрузкам от непрерывнолитых слитков. В этих условиях стойкость роликов повышается на 3,5% что позволяет увеличить производительность установок непрерывной разливки металлов на 0,8%
Экономический эффект подсчитан в сравнении с базовым объектом, за который принят ролик, применяемый на установках непрерывной разливки металлов Череповецкого металлургического комбината.
| название | год | авторы | номер документа |
|---|---|---|---|
| РОЛИК ДЛЯ УСТАНОВОК НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2033302C1 |
| УСТАНОВКА НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2033299C1 |
| УЗЕЛ РОЛИКА ДЛЯ УСТАНОВОК НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1994 |
|
RU2083318C1 |
| УСТАНОВКА НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2033304C1 |
| УСТАНОВКА НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1994 |
|
RU2079389C1 |
| РОЛИК ДЛЯ УСТАНОВОК НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1997 |
|
RU2120349C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2015817C1 |
| УСТРОЙСТВО ДЛЯ ТРАНСПОРТИРОВКИ ЗАГОТОВОК ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ МЕТАЛЛОВ | 1992 |
|
RU2038189C1 |
| Устройство охлаждения для ролика непрерывного литья | 2020 |
|
RU2770927C1 |
| УСТАНОВКА НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2037374C1 |
Использование: в установках непрерывной разливки (УНР) для вытягивания и охлаждения слитков. Сущность изобретения: ролик для УНР имеет бочку, смонтированную на оси с зазором. В теле ролика выполнены сквозные радиальные отверстия, соединяющие зазор с внутренним каналом оси ролика и выполненные по краям составных частей ролика, что обеспечивает протекание воды в зазоре для улучшения теплоотвода от бочки, в результате чего увеличивается срок службы ролика. 3 ил.
РОЛИК ДЛЯ УСТАНОВОК НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ, содержащий бочку и ось со сквозным каналом, состоящую из нескольких частей, опорные подшипники, уплотнения, а также соединительную вставку между частями оси ролика со сквозным каналом, отличающийся тем, что бочка смонтирована на оси с зазором, а в теле оси ролика выполнены сквозные отверстия в поперечном к оси ролика направлении для соединения зазора и внутреннего канала в оси ролика, при этом отверстия выполнены по краям составных частей оси ролика.
| Нисковских В.М | |||
| и др | |||
| Машины непрерывного литья слябовых заготовок | |||
| М.: Металлургия, 1991, с.81, рис.40. |
