Изобретение относится к металлургии, конкретно к установкам непрерывной разливки металлов.
Известна установка непрерывной разливки металлов, включающая кристаллизатор, ролики, а также форсунки с соплами, установленными между роликами. Оси сопел форсунок установлены нормально к плоскости, касательной к бочкам роликов. При изменении ширины слитка форсунки имеют возможность перемещения относительно слитка в поперечном к нему направлении.
Недостатком известной установки является неудовлетворительное качество непрерывнолитых слитков. Это объясняется тем, что сопла форсунок установлены нормально к поверхности слитка. В этих условиях для прохождения факела форсунок между бочками роликов к поверхности слитка необходимо увеличивать зазор между бочками сверх допустимых значений с точки зрения выпучивания оболочки слитка между роликами. В этом случае расстояние между участками контакта роликов с поверхностью слитка не обеспечивает величину деформации выпучивания оболочки слитка в допустимых пределах, что вызывает брак слитков по внутренним трещинам.
Наиболее близким по технической сущности является установка непрерывной разливки металлов, включающая кристал- лизатор, ролики, а также форсунки с соплами, установленными между роликами. Форсунки установлены со стороны торцов роликов. Зазор между бочками роликов составляет 0,1-0,4 их диаметра.
Недостатком известной установки является неудовлетворительное качество непрерывнолитых слитков. Это объясняется тем, что расстояние между бочками роликов и, следовательно, расстояние между участками контакта роликов с поверхностью слитка не обеспечивают величину выпучивания оболочки слитка в допустимых пределах. Величина выпучивания оболочки слитка сверх допустимых значений вызывает образование трещин на фронте кристаллизации слитков, что приводит к их браку.
Кроме того, подача охладителя с торца роликов требует регламентированного положения горизонтального факела относительно поверхности слитка. В известной установке отсутствие этого регламента положения форсунок относительно поверхности слитка приводит в одном случае к переохлаждению углов слитка, а в другом к переохлаждению или разогреву средней части поверхности слитка. В обоих случаях увеличивается брак слитков по поверхностным и внутренним трещинам.
Технический эффект при использовании изобретения заключается в улучшении качества непрерывнолитых слитков и повышения производительности установок непрерывной разливки металлов.
Указанный технический эффект достигается тем, что установка непрерывной разливки металлов включает кристаллизатор, далее расположенные ролики и форсунки с соплами, установленными между бочками роликов, со стороны их торцов.
Бочки роликов расположены друг к другу с зазором, равным 0,004-0,02 их диаметра, а оси сопел форсунок установлены на расстоянии от плоскости, касательной к бочкам роликов, на расстоянии 0,2-0,4 радиуса бочек.
Улучшение качества непрерывнолитых слитков будет происходить вследствие уменьшения величины выпучивания оболочки слитка между роликами ниже допустимых значений, что устранит образование трещин на фронте кристаллизации. Кроме того, регламентированное положение сопел форсунок относительно поверхности слитка исключает переохлаждение и разогрев углов и поверхности слитка.
Увеличение производительности установок непрерывной разливки металлов будет происходить вследствие увеличения скорости вытягивания слитков из-за уменьшения расстояния между местами контакта бочек роликов со слитком.
Диапазон величины зазора между бочками роликов в пределах 0,004-0,02 их диаметра объясняется закономерностями деформации выпучивания оболочки слитка между роликами, а также закономерностями деформации прогиба роликов. При меньших значениях возможно взаимное сцепление бочек роликов в процессе разливки в случае их прогиба и приостановка их вращения. При больших значениях увеличивается величина выпучивания оболочки слитков между роликами, что приводит к их браку по внутренним трещинам.
Указанный диапазон устанавливается в обратной пропорциональной зависимости от диаметра бочек.
Диапазон расстояний сопел форсунок от плоскости, касательной к бочкам роликов, в пределах 0,2-0,4 их радиуса, объясняется закономерностями распространения горизонтального факела в пространстве, ограниченного поверхностями бочек роликов и поверхностью слитка.
При меньших значениях будет происходить переохлаждение углов слитка вследствие попадания значительного количества охладителя на углы слитков, что вызовет их брак по угловым трещинам. При больших значениях большая часть факела охладителя будет отсекаться торцами бочек роликов, что вызовет разогрев поверхности слитка и, как следствие, брак слитков по трещинам.
Указанный диапазон устанавливается в прямой пропорциональной зависимости от величины радиуса бочек роликов.
Анализ научно-технической и патентной литературы показывает отсутствие совпадения отличительных признаков заявляемой установки с признаками известных технических решений. На основании этого делается вывод о соответствии заявляемого технического решения критерию "изобретательский уровень".
Ниже дан вариант осуществления изобретения, не исключающий другие варианты в пределах формулы изобретения со ссылкой на чертеж.
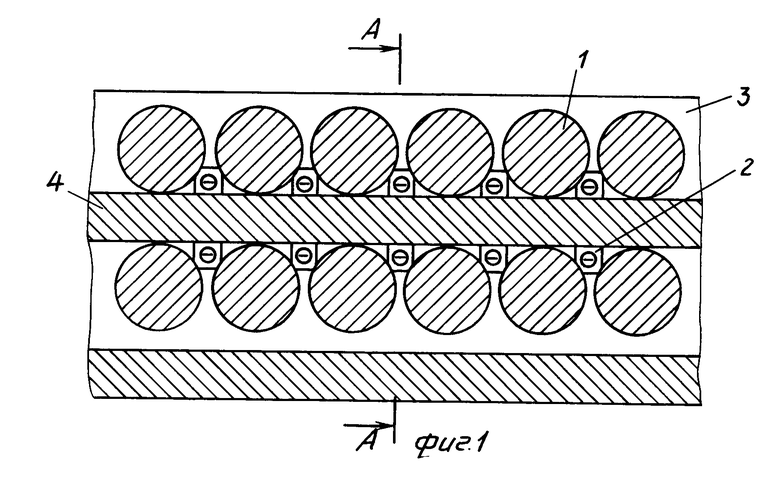
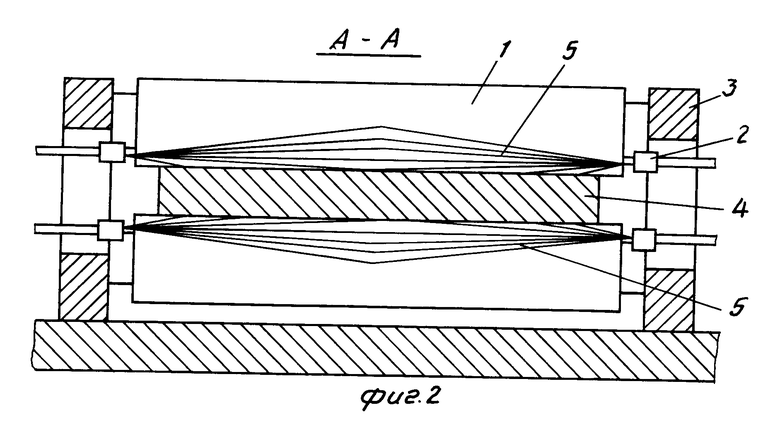
На фиг. 1 показана часть роликов в зоне вторичного охлаждения установки непрерывной разливки металлов, поперечный разрез; на фиг. 2 разрез А-А на фиг. 1.
Зона вторичного охлаждения установки непрерывной разливки металлов состоит из роликов с бочками 1, плоскофакельных форсунок 2, подшипниковых опор 3. Позицией 4 обозначен непрерывнолитой слиток, 5 факел воды.
Установка непрерывной разливки металлов работает следующим образом.
П р и м е р. В процессе непрерывной разливки в кристаллизатор подается сталь марки 3 сп, из которого вытягивается слиток 4. Далее в зоне вторичного охлаждения слиток 4 поддерживается и направляется роликами. С торца роликов установлены плоскофакельные форсунки 2. Ролики смонтированы в подшипниковых опорах 3. Форсунки 2 установлены в отверстиях, выполненных в опорах 3. Факела 5 форсунок 2 направлены горизонтально навстречу друг другу.
Бочки роликов расположены друг к другу с зазором в диаметральной плоскости, равным 0,004-0,02 их диаметра, а оси сопел форсунок 2 установлены на расстоянии от плоскости, касательной к бочкам роликов или от поверхности слитка, на расстоянии 0,2-0,4 радиуса бочек.
При такой конструкции установки величина деформации выпучивания оболочки слитка между роликами не будет превосходить допустимые значения, что устранит образование внутренних трещин. В то же время оптимальное расположение сопел форсунок относительно поверхности слитка исключает переохлаждение его углов, а также переохлаждение и разогрев средней части поверхности слитка.
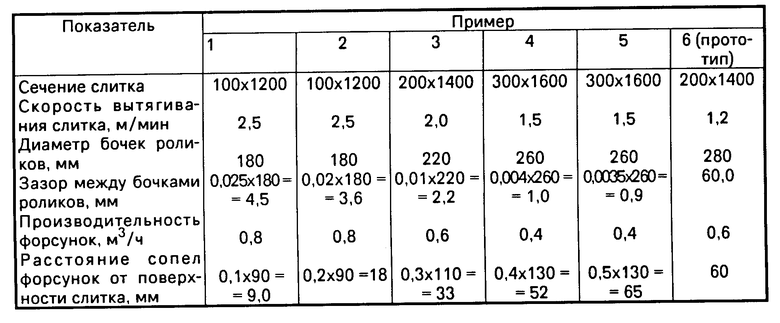
В таблице приведены примеры работы установки.
В первом примере будет происходить выпучивание оболочки слитка между роликами сверх допустимых значений, что приведет к браку слитков по внутренним трещинам. Кроме того, в этом примере будет происходить переохлаждение углов слитка.
В примере 5 будет происходить взаимное сцепление роликов при их прогибе, что приведет к прекращению процесса разливки. Кроме того, в этом примере будет происходить разогрев средней части поверхности слитка, что приведет к браку слитков по внутренним и наружным трещинам.
В примере 6 (прототипе) будет происходить выпучивание оболочки слитка сверх допустимых значений, что приведет к браку слитков по внутренним трещинам. Кроме того, будет происходить разогрев поверхности средней части слитка.
Во 2-4 примерах вследствие оптимальных значений зазоров между бочками роликов и расстояний сопел форсунок от поверхности слитка выпучивания оболочки слитка между роликами будет происходить в допустимых пределах, не будет происходить переохлаждение углов слитка, а также разогрев и переохлаждение поверхности широких граней слитка.
В общем случае установка непрерывной разливки металлов может быть прямолинейного или криволинейного типов.
Изобретение предпочтительно для применения при разливке слитков прямоугольного сечения.
Применение изобретения позволяет снизить брак слитков по внутренним и наружным трещинам на 0,7% а также повысить производительность установок непрерывной разливки металлов на 1,2% Экономический эффект подсчитан в сравнении с базовым объектом, за который принята установка непрерывной разливки металлов, применяемая на Новолипецком металлургическом комбинате.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2032491C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ УСТАНОВКИ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ С КРИВОЛИНЕЙНОЙ ТЕХНОЛОГИЧЕСКОЙ ОСЬЮ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2083317C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1993 |
|
RU2043834C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1992 |
|
RU2032492C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1993 |
|
RU2043833C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1992 |
|
RU2043832C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1992 |
|
RU2038184C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1992 |
|
RU2038183C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1993 |
|
RU2048963C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1993 |
|
RU2048959C1 |
Использование: в металлургии при непрерывной разливке металла. Сущность изобретения: бочки роликов установки непрерывной разливки расположены с зазором одна относительно другой, равны 0,004...0,02 их диаметра, а оси сопел охладительных форсунок установлены на расстоянии от плоскости, касательной к бочкам роликов, равном ,2...0,4 радиуса бочек, что оказывает влияние на скорость вытягивания слитков в сторону ее увеличения, т. е. повышается производительность установки, и на уменьшение величины выпучивания оболочки слитка, что устранит образование трещин на фронте кристаллизации, а также предотвратит переохлаждение углов и разогрев поверхности слитка, что уменьшит брак по угловым трещинам, т. е. повысится качество слитков. 2 ил., 1 табл.
УСТАНОВКА НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ, содержащая кристаллизатор, ролики и форсунки с соплами, установленными со стороны торцов роликов, отличающаяся тем, что бочки роликов расположены с зазором одна относительно другой, равным 0,004 0,02 их диаметра, а оси сопл форсунок установлены на расстоянии от плоскости, касательной к бочкам роликов на расстоянии 0,2 0,4 радиуса бочек.
| Способ вторичного охлаждения слябов в процессе непрерывной разливки | 1985 |
|
SU1329900A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
