Изобретение относится к металлургии, конкретнее к непрерывной разливке металлов.
Известно устройство транспортировки заготовок при непрерывной разливке, включающее отводящие рольганги от установок непрерывной разливки металлов, рольганг-тележку и приемный рольганг проходной нагревательной печи. При этом рольганг-тележка оборудована приводными роликами для перемещения и хранения непрерывнолитых заготовок, приводами перемещения рольганг-тележки по рельсам. Рольганг-тележка перемещается в поперечном к заготовке направлении.
(А. И. Целиков и др. Машины и агрегаты металлургических заводов, т.2, М. Металлургия, 1978, с. 131-132, рис. IV-2).
Недостатком известного устройства является невозможность уборки заготовок от нескольких установок непрерывной разливки металлов.
Это объясняется тем, что в этих условиях рольганг-тележка должна перемещаться от отводящих рольгангов к приемному печному рольгангу со скоростями, превышающими допустимые значения. Вследствие этого рольганг-тележка быстро выходит из строя и имеет низкую стойкость.
Наиболее близким к предлагаемому является устройство для транспортировки заготовок при непрерывной разливке, включающее отводящие рольганги от установок непрерывной разливки металлов, канатный шлеппер, приемный рольганг проходной нагревательной печи. Канатный шлеппер состоит из нескольких канатов, натянутых между рядом приводных барабанов и рядом натяжных блоков. На всех канатах в один ряд закреплены шлепперные тележки с упорными пальцами, смонтированными в направляющих.
Тележка с подвижным упором для утапливания упорных пальцев состоит из корпуса и охватывающего его сверху упора. В крайнем правом положении упор опирается на выступы в корпусе. При ходе тележки назад упорный палец утапливается при контакте с заготовкой. При ходе вперед упорный палец занимает вертикальное положение в силу своей неуравновешенности. Выравнивание шлепперных тележек в одном ряду осуществляется корректированием углового положения каждого из приводного барабана относительно трансмиссионного вала [1]
Недостатком известного устройства является его низкая стойкость. Это объясняется тем, что канаты, находящиеся под приемным печным рольгангом, перегреваются от тепла непрерывнолитых заготовок. Приемный печной рольганг наиболее нагружен заготовками, чем отводящие рольганги, так как через него проходят все заготовки от нескольких установок непрерывной разливки металлов. В этих условиях вследствие нагрева канатов канатные шлепперы выходят из строя, что снижает их стойкость. Последнее приводит к снижению производительности установок непрерывной разливки металлов.
Цель изобретения повышение стойкости устройства для транспортировки заготовок и повышение производительности установок непрерывной разливки металлов.
Цель достигается тем, что устройство для транспортировки заготовки при непрерывной разливке металлов включает отводящие рольганги от установок непрерывной разливки металлов, приемный рольганг проходной нагревательной печи, канатный шлеппер, состоящий из нескольких канатов, натянутых между рядом приводных барабанов и рядом натяжных блоков, направляющих с шлеперными тележками, соединенных с канатами, содержащих корпус, упорные пальцы, смонтированные на оси в корпусе, а также упоры в корпусе.
Направляющие под приемным рольгангом снабжены крышками с возможностью продольного перемещения на Г-образным дополнительным направляющим и снабженными на одном из торцов захватом, при этом в корпусе смонтирован на оси поворотный подпружиненный рычаг, входящий в зацепление с захватом, а на внутренней поверхности Г-образных направляющих на одном из концов выполнены пологие выступы, причем корпус на верхней своей грани снабжен упором.
Повышение стойкости устройства происходит вследствие предохранения от перегрева канатов, расположенных под приемным рольгангом.
Повышение производительности установок непрерывной разливки металлов происходит вследствие повышения стойкости канатов канатного шлеппера.
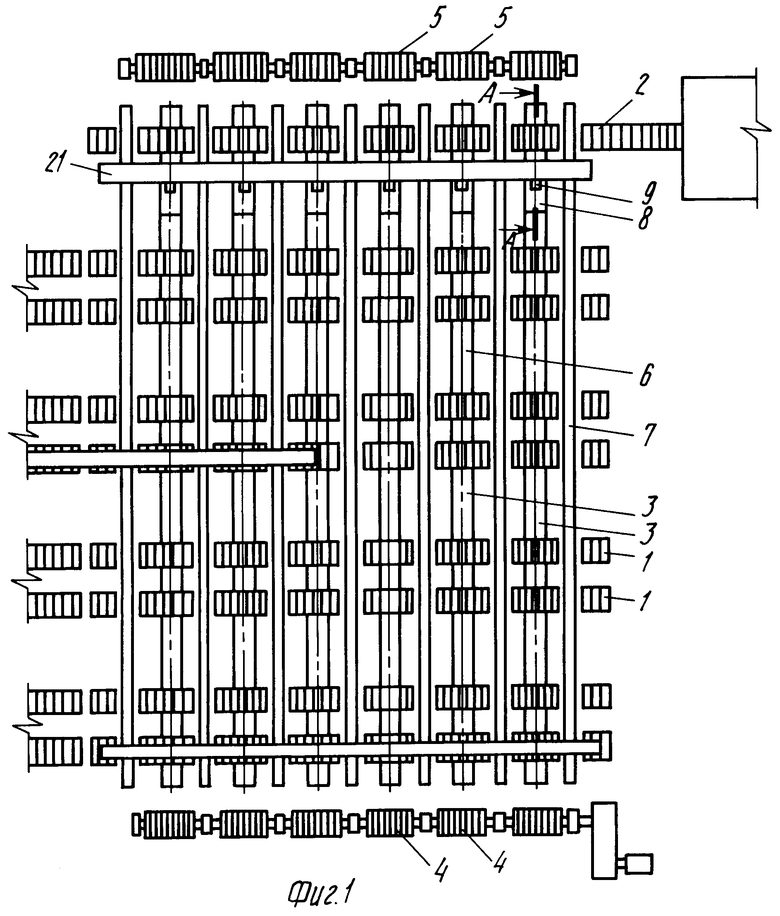
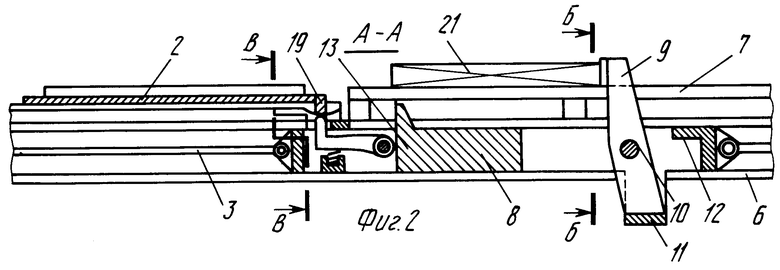
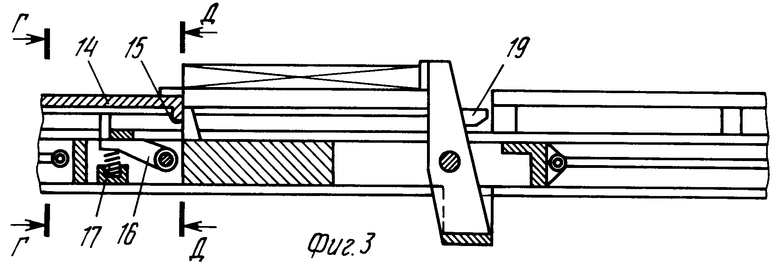
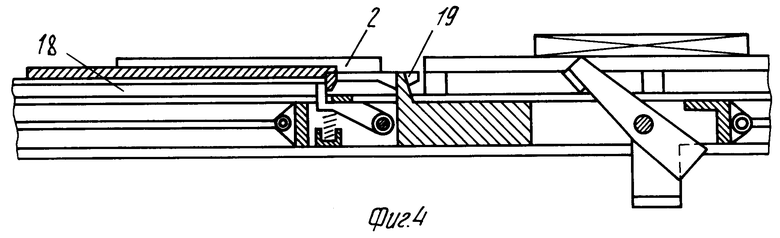
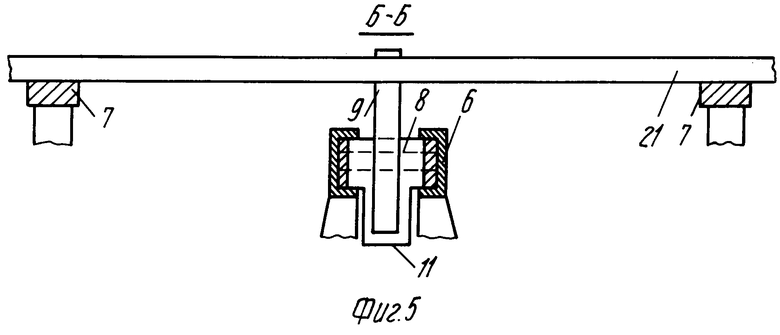
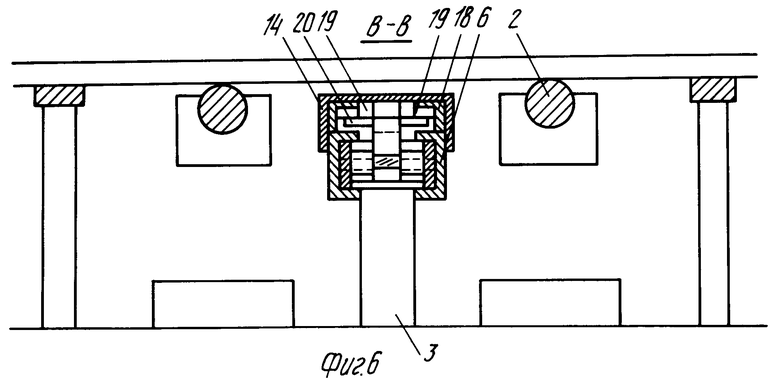
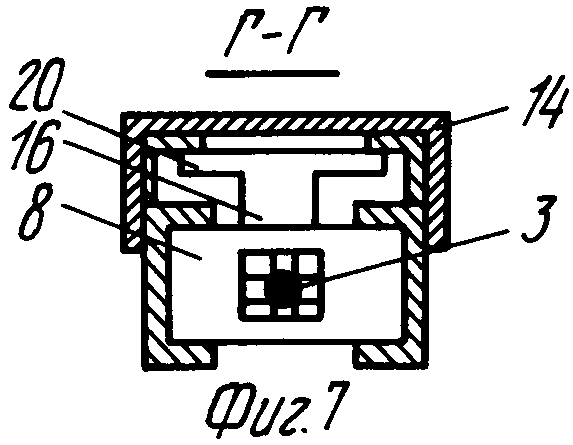
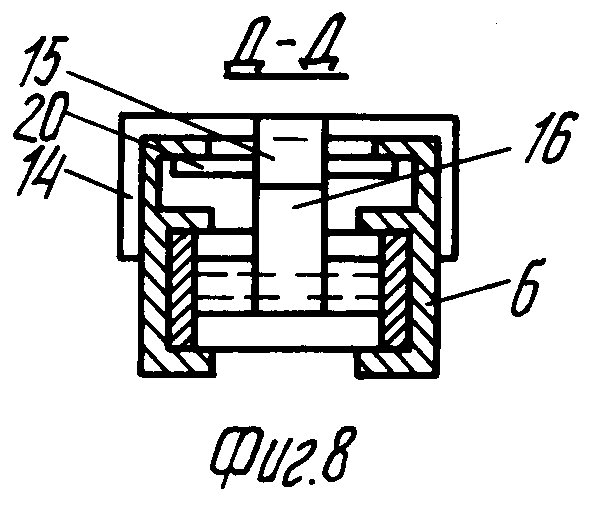
На фиг. 1 показано устройство для транспортировки заготовок при непрерывной разливке металлов; на фиг.2 разрез А-А на фиг.1 (шлепперная тележка в процессе перемещения заготовки по направляющим влево); на фиг.3 то же, шлепперная тележка в момент установки заготовки на приемный рольганг проходной нагревательной печи; на фиг.4 то же, шлепперная тележка в процессе перемещения крышки под приемный рольганг вправо; на фиг.5 разрез Б-Б на фиг.2; на фиг.6 разрез В-В на фиг.2; на фиг.7 разрез Г-Г на фиг.3; на фиг.8 разрез Д-Д на фиг.3.
Устройство для транспортировки заготовок при непрерывной разливке металлов состоит из отводящих рольгангов 1, приемного рольганга 2, канатов 3, приводных барабанов 4, натяжных блоков 5, направляющих 6, балок 7, корпуса 8, упорного пальца 9, оси 10, упоров 11, 12 и 13, крышки 14 с захватом 15, рычага 16, пружины 17, Г-образных направляющих 18, выступов 19, перекладин 20. Позицией 21 обозначена непрерывнолитая заготовка сляб.
Устройство для транспортировки заготовок при непрерывной разливке металлов работает следующим образом.
В процессе непрерывной разливки на установках разливаются слябы сечением 100х1500 мм из стали ЗСП со скоростью 1,5 м/мин. Слябы разрезаются на заготовки 21 длиной по 20 м и отводятся от установок непрерывной разливки по отводящим рольгангам 1. Разливка слябов ведется на четырех двухручьевых установках.
С отводящих рольгангов 1 заготовки 21 транспортируются по балкам 7 на приемный рольганг 2 проходной нагревательной печи при помощи канатного шлеппера, состоящего из шести канатов 3, натянутых между рядом приводных барабанов 4 и рядом натяжных блоков 5. На всех каналах 3 в один ряд закреплены шлепперные тележки с упорными пальцами 9, смонтированные в направляющих 6.
Шлепперная тележка состоит из корпуса 8 с упорами в виде перекладин 11 и 12 для ограничения поворота упорного пальца 9, смонтированного на оси 10. При перемещении заготовки 21 палец 9 становится в вертикальное положение (фиг. 2). При движении шлепперной тележки в обратном направлении упорный палец 9 наклоняется при наезде на заготовку 21 (фиг.4). После выхода из-под заготовки палец 9 занимает снова вертикальное положение вследствие своей неуравновешенности относительно оси 10.
Корпус 8 перемещается в направляющих 6 под действием канатов 3. При подходе к приемному рольгангу 2 корпус 8 тележки своим упором 13 наезжает на захват 15 и сдвигает крышку 4 из-под роликов, давая возможность размещения шлепперной тележки между роликами приемного рольганга 2. Крышка 14 перемещается по Г-образным дополнительным направляющим 18, установленным на направляющих 6 под приемным рольгангом 2. Крышки 14 снабжены захватами 15 в виде крюка.
При подходе к крышки 14 установленный в корпусе 8 рычаг 16, подпружиненный при помощи пружины 17, проходит под захватом 15 крышки 14. Для этого на одном из концом Г-образных направляющих 18 на их внутренней поверхности выполнены пологие выступы 19. Рычаг 16 имеет Т-образную форму, снабжен перекладинами 20. Перекладины 20 огибают пологие выступы 19, опуская рычаг 16 и давая ему возможность пройти под захватом 15 крышки 14. После выхода из-под выступа 19 рычаг 16 приподнимается и опирается своими перекладинами 20 на внутреннюю поверхность Г-образных направляющих 18 (фиг.3 и 7). Крышка 14 смешается на длину, необходимую для установки заготовки 21 в необходимое положениe на приемном рольганге 2.
При движении шлепперной тележки в обратном направлении рычаг 16 входит в зацепление с захватом 15 и увлекает за собой крышку 14. При этом поступательном движении перекладины 20 наезжают на пологие выступы 19, рычаг 16 наклоняется и выходит из зацепления с захватом 15. В этот момент крышка 14 останавливается, а шлепперная тележка продолжает движение для повторения операций перемещения следующих заготовок 21 по балкам 7 приемному печному рольгангу 2.
В зафиксированном положении крышек 14 на направляющих 6 обеспечивается защита канатов 3 от теплоизлучения заготовки 21 и их перегрев.
Этот процесс перемещения крышек 14 повторяется при установке на приемный рольганг каждой новой заготовки.
В общем случае шлепперная тележка может быть оборудована двумя упорными пальцами с механизмом их переключения для передвижения заготовок в двух противоположных направлениях.
Применение предлагаемого устройства позволяет повысить стойкость канатного шлеппера на 8,6% что обеспечивает повышение производительности установок непрерывной разливки металлов на 0,9%
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ТРАНСПОРТИРОВКИ НЕПРЕРЫВНОЛИТЫХ ЗАГОТОВОК | 1992 |
|
RU2021873C1 |
| Канатный шлеппер | 1979 |
|
SU818692A1 |
| Канатный шлеппер | 1984 |
|
SU1232312A1 |
| ШЛЕППЕР ДЛЯ СНЯТИЯ С РОЛЬГАНГА, ПАКЕТИРОВАНИЯ И ПЕРЕМЕЩЕНИЯ ЗАГОТОВОК | 2016 |
|
RU2629423C2 |
| УСТАНОВКА НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2038916C1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ НЕПРЕРЫВНОЛИТЫХ СЛИТКОВ | 1992 |
|
RU2021874C1 |
| Колодец для замедленного охлаждения заготовок | 1975 |
|
SU616308A1 |
| Шлепперная тележка | 1985 |
|
SU1346289A1 |
| УСТРОЙСТВО ДЛЯ ТРАНСПОРТИРОВКИ НЕПРЕРЫВНОЛИТЫХ ЗАГОТОВОК | 1993 |
|
RU2048968C1 |
| Шлепперная тележка с управляемым кулаком | 1959 |
|
SU123925A1 |
Использование: в металлургии как вспомогательное оборудование при производстве непрерывнолитых слитков. Сущность изобретения: устройство для транспортировки заготовок состоит из отводящего рольганга кристаллизатора, приемного рольганга печи и канатного шлеппера (КШ). Шлепперные тележки, соединенные с канатами, установлены на направляющих. Направляющие под рольгангами имеют крышки, расположенные с возможностью продольного перемещения по Г-образным направляющим. В корпусе шлепперных тележек на оси установлен поворотный подпружиненный рычаг, входящий в зацепление с захватом. На внутренней поверхности Г-образных направляющих выполнены пологие выступы, а корпус на верхней поверхности имеет упор. 8 ил.
УСТРОЙСТВО ДЛЯ ТРАНСПОРТИРОВКИ ЗАГОТОВОК ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ МЕТАЛЛОВ, содержащее отводящие рольганги, приемный рольганг проходной нагревательной печи, канатный шлеппер, состоящий из нескольких канатов, натянутых между рядом приводных барабанов и рядом натяжных блоков, направляющих с шлепперными тележками, соединенных с канатами и содержащих корпус, упорные пальцы, смонтированные на оси в корпусе, а также упоры в корпусе, отличающееся тем, что оно снабжено крышками, расположенными под приемным рольгангом с возможностью продольного перемещения по дополнительным Г-образным направляющим и имеющими на одном торце захват, и подпружиненным рычагом, размещенным на оси в корпусе шлепперной тележки с возможностью поворота и зацепления с захватом крышки, а на верхней поверхности корпуса выполнен упор, при этом на внутренней поверхности Г-образных направляющих на одном из концов выполнены пологие выступы.
| А.И.Целиков и др | |||
| Машины и агрегаты металлургических заводов, М., 1981, т.3, с.297. |
