Изобретение относится к металлургии, конкретнее к устройствам для вторичного охлаждения установок непрерывной разливки металлов.
Известна установка непрерывной разливки металлов, включающая кристаллизатор, поддерживающие и направляющие ролики, сгруппированные по секциям, приводные ролики, расположенные между секциями с холостыми роликами, а также форсунки, расположенные между роликами и сгруппированные по секциям. Зона вторичного охлаждения не имеет ограждения в виде бункера и расположена на воздухе.
Недостатком известной установки является расположение зоны вторичного охлаждения в открытом пространстве на воздухе без ограждения в виде бункера. В этих условиях образующийся при охлаждении непрерывнолитых слитков пар свободно выделяется в открытое пространство, что затрудняет обслуживание технологического оборудования на рабочей площадке установки непрерывной разливки металлов. Кроме того, в условиях отсутствия бункера зоны вторичного охлаждения нарушается необходимая закономерность охлаждения слитков вследствие непрогнозируемого теплообмена с окружающей средой. Последнее приводит к барку слитков по внутренним и наружным трещинам.
Наиболее близкой по технической сущности является установка непрерывной разливки металлов, включающая кристаллизатор, поддерживающие и направляющие ролики, сгруппированные по секциям, приводные ролики, расположенные между секциями с холостыми роликами, а также форсунки, расположенные между роликами и сгруппированные по секциям. Зона вторичного охлаждения заключена в бункер и имеет вытяжную систему образующегося пара при охлаждении непрерывнолитых слитков.
Недостатком известной установки является низкая стойкость и сложность обслуживания приводных роликов. Это объясняется тем, что все ролики находятся в зоне воздействия пара. В этих условиях привода вместе с передаточной трансмиссией и нажимными устройствами подвержены воздействию пара, что приводит к их коррозии и выходу из строя.
Кроме того, при наличии пара становится невозможным наблюдать за состоянием приводных роликов и работоспособностью их нажимных устройств. В результате происходит непрогнозируемое по времени нарушение процесса разливки, что снижает производительность установок непрерывной разливки металлов.
Технический эффект при использовании изобретения заключается в увеличении производительности установок непрерывной разливки металлов и повышении стой4кости приводных роликов.
Указанный технический эффект достигается тем, что установка непрерывной разливки металлов включает кристаллизатор, поддерживающие и направляющие холостые ролики, сгруппированные по секциям, приводные ролики, расположенные между секциями с холостыми роликами, форсунки, расположенные между роликами и сгруппированные по форсуночным секциям, а также бункер с зоной вторичного охлаждения с вытяжным отводящим трубопроводом.
Бункер зоны вторичного охлаждения выполнен из отдельных объемов, при этом каждые секции с холостыми роликами и форсуночные секции расположены в отдельных объемах, каждый из которых соединен патрубком с общим отводящим трубопроводом.
Увеличение производительности установок непрерывной разливки металлов будет происходить вследствие обеспечения возможности контроля за состоянием и работоспособностью приводных роликов и их нажимныхустройств и корректировки процесса разливки в зависимости от результатов контроля.
Анализ научно-технической и патентной литературы показывает отсутствие совпадения отличительных признаков заявляемого устройства с отличительными признаками известных технических решений. На основе этого делается вывод о соответствии заявляемого технического решения критерию "изобретательский уровень".
Ниже дан вариант осуществления изобретения, не исключающий другие варианты в пределах формулы изобретения, со ссылкой на чертеж.
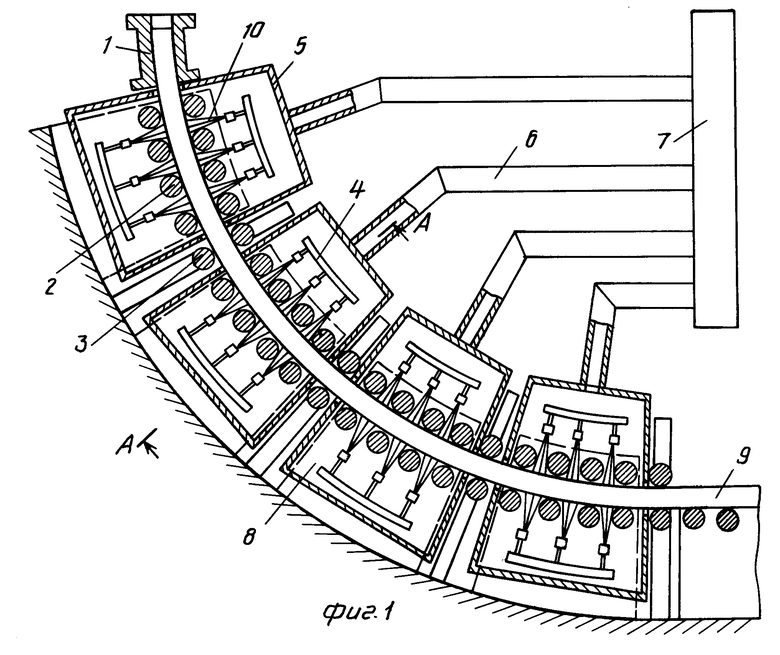
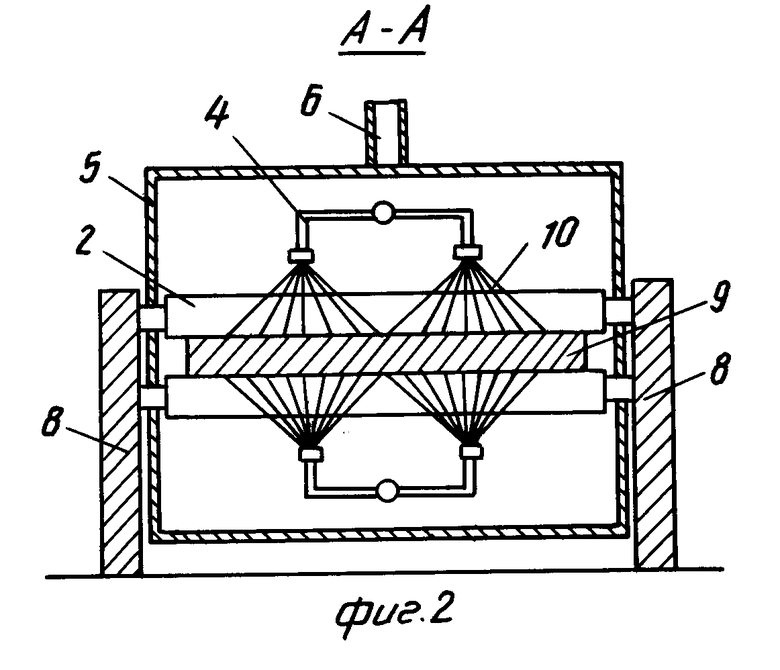
На фиг. 1 показана установка непрерывной разливки металлов, продольный разрез; на фиг.2 разрез А-А на фиг.1.
Установка непрерывной разливки металлов состоит из кристаллизатора 1, секций с холостыми роликами 2, приводных роликов 3, форсуночных секций 4, кожухов объемов 5, патрубков 6, трубопровода 7, стоек 8. Позицией 9 обозначен непрерывнолитой слиток, 10 факела воды.
Установка непрерывной разливки работает следующим образом.
П р и м е р. В процессе непрерывной разливки в кристаллизатор 1 подается сталь марки 3сп, из которого вытягивается слиток 9 сечением 200 х 1500 мм со скоростью 1,2 м/мин. Кристаллизатор 1 и зона вторичного охлаждения расположены по радиусу R 8 м. Под кристаллизатором 1 расположены поддерживающие и направляющие холостые ролики 2, сгруппированные в секции. Холостые ролики смонтированы на стойках 8. Между секциями 2 расположены приводные ролики 3 с нажимными механизмами. Слиток 9 охлаждается водой 10, распыливаемой форсунками 4, сгруппированными по секциям. Форсунки 4 располагаются между холостыми роликами 2.
Зона вторичного охлаждения располагается в бункере, который выполнен из отдельных кожухов объемов 5. При этом каждые секции с холостыми роликами 2 и форсуночные секции 4 расположены в отдельных объемах 5, каждый из которых соединен патрубком 6 с общим отводящим пар трубопроводом 7. Ролики 2 и 3 охлаждаются проточной водой по внутренним каналам.
В процессе разливки пар, образующийся при охлаждении слитка 9 водой 10, собирается в соответствующем кожухе объема 5 и направляется по патрубкам 6 в общий трубопровод 7, соединенный с откачивающим вентилятором.
При такой конструкции зоны вторичного охлаждения в процессе непрерывной разливки производится визуальный контроль состояния приводных роликов 3. Кроме того, подшипниковые узлы холостых 2 и приводных 3 роликов находятся вне вредного воздействия пара. Сказанное приводит к повышению стойкости оборудования. Кроме того, контроль за состоянием приводных роликов и их прогибом позволяет оперативно корректировать технологические параметры процессов разливки, например скорость вытягивания слитков, режимы вторичного охлаждения и т.д.
Установка может быть как с криволинейной, так и с прямолинейной осью.
Применение предлагаемой установки позволяет повысить производительность установки непрерывной разливки металлов на 1,8% Экономический эффект подсчитан в сравнении с базовым объектом, за который принята установка непрерывной разливки металлов с криволинейной технологической осью, применяемая на Новолипецком металлургическом комбинате.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2033303C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1993 |
|
RU2043833C1 |
| СПОСОБ ОХЛАЖДЕНИЯ НЕПРЕРЫВНОЛИТОГО СЛИТКА | 1992 |
|
RU2043843C1 |
| УСТАНОВКА ДЛЯ ПОЛУНЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1993 |
|
RU2043845C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1992 |
|
RU2043832C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1993 |
|
RU2048962C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1998 |
|
RU2149729C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1993 |
|
RU2048964C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1993 |
|
RU2048960C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1993 |
|
RU2048961C1 |
Сущность изобретения: установка непрерывной разливки содержит кристаллизатор, поддерживающие и направляющие холостые ролики, сгруппированные по секциям, между которыми расположены приводные ролики и форсуночные секции. Бункер зоны вторичного охлаждения выполнен из отдельных камер, каждая из которых сообщена с общим отводящим трубопроводом посредством патрубка. 2 ил.
УСТАНОВКА НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ, содержащая кристаллизатор, поддерживающие и направляющие холостые ролики, сгруппированные по секциям, приводные ролики, расположенные между секциями с холостыми роликами, форсунки, расположенные между роликами и сгруппированные по форсуночным секциям, а также бункер с зоной вторичного охлаждения и вытяжным отводящим трубопроводом, отличающаяся тем, что бункер зоны вторичного охлаждения выполнен из отдельных камер, при этом каждая секция с холостыми роликами и форсуночные секции расположены в соответствующей отдельной камере, каждая из которых соединена с отводящим трубопроводом посредством патрубка.
| Непрерывное литье стали | |||
| Материалы Международной конференции в Лондоне, 1977, перев | |||
| с англ., М.: Металлургия, 1982, с.257, рис.6. |
