Изобретение относится к цветной металлургии, в частности к электролитическому производству алюминия, и может быть использовано в отраслях народного хозяйства, где есть необходимость соединения сваркой расположенных в зонах действия внешних магнитных полей токоведущих шин, между которыми имеется допустимый потенциал, приводящий к протеканию технологического тока через расплавленную сварочную ванну.
Известно, что при соединении токоведущих шин (токопроводов) электролизеров для производства алюминия, например при ремонте узлов соединения: анодных стояков с анодными шинами, катодных спусков с катодными шинами или блюмсами, в действующих корпусах электролиза, когда сварку вынуждены выполнять во внешнем магнитном поле, между соединяемыми шинами в ряде случаев имеется допустимый потенциал, обусловленный технологическим режимом работы электролизерной серии, который не всегда удается устранить без отключения тока серии.
Наличие этого потенциала приводит к тому, что при выполнении соединения через расплавленный металл (сварочную ванну), соединяющий шины, протекает часть технологического тока электролиза, взаимодействие магнитного поля которого с определенно направленными поперечными составляющими внешнего магнитного поля в ряде случаев образует силу выбрасывающую жидкий металл из зоны соединения (магнитогидродинамический эффект).
Известен способ, при котором в зазор между соединяемыми шинами токопровода заливается легкоплавкий металл (припой), который затвердевая, образует соединение.
Основным недостатком этого способа является повышенное электросопротивление соединения, вызванное высоким удельным электросопротивлением легкоплавкого металла (припоя), и, как следствие, значительные потери электроэнергии. Кроме того, при заливке легкоплавкого металла (припоя) в зазор между шинами, находящимися во внешнем магнитном поле и имеющими между собой потенциал, в ряде случаев могут возникнуть силы (магнитогидродинамический эффект), приводящие к выбросу расплавленного металла из зазора и делающие невозможным образование соединения.
По указанным причинам этот способ не нашел практического применения.
Из известных наиболее близким по технической сущности является, принятый за прототип, способ, при котором шины соединены сваркой плавлением дугой постоянного тока с применением стальных магнитных экранов и поочередным замыканием-размыканием шунтов ремонтируемого электролизера.
Способ заключается в уменьшении магнитного поля в экранируемом пространстве до величины, при которой обеспечивается стабильное горение сварочной дуги необходимое для образования сварочной ванны и соединения шин и уменьшения до минимально возможных значений величины части технологического тока, в любом случае протекающего через соединяемые шины при определенном переключении шунтов.
Это решение проработано применительно к некоторым типам электролизеров и рекомендовано утвержденной в установленном порядке инструкцией.
Основным недостатком прототипа являются значительные затруднения при реализации рекомендаций, т.к. условия, при которых необходимо выполнять соединения (сварку) шин, т.е. величина и направление внешнего магнитного поля, а также величина неустраняемой части технологического тока отличаются друг от друга не только у различных типов электролизеров, но даже у однотипных электролизеров одной серии. Это приводит к необходимости индивидуального изготовления или подгонки оснастки (стальных магнитных экранов) для сварки в конкретных условиях, а одностороннее, как рекомендуется, размыкание шунтов ремонтируемого электролизера приводит к перекосу токораспределения в смежных электролизерах и нарушению их работы. В совокупности перечисленные затруднения приводят, как правило, к снижению качества соединения и повышенному расходу электроэнергии при эксплуатации.
Целью предлагаемого изобретения является снижение расхода электроэнергии за счет уменьшения электросопротивления контакта соединяемых токопроводов.
Поставленная цель достигается соединением токопроводов электролизеров для получения алюминия, находящихся под потенциалом во внешнем магнитном поле, сваркой плавлением переменным током повышенной частоты и созданием дополнительного магнитного поля в зоне сварки, причем для сварки используется переменный ток частотой до 20000 Гц.
Поиск по источникам научно-технической и патентной литературы, показал, что известен способ, позволяющий частично улучшить качество соединения за счет применения сварки переменным током частотой от 600 до 10000 Гц, при котором компенсируется влияние внешнего магнитного поля на сварочную дугу. Однако, это решение недостаточно, если соединяемые шины (токопроводы) находятся во внешнем магнитном поле под потенциалом и по ним через сварочную ванну возможно при выполнении сварки протекание технологического тока электролиза. Кроме того, выросшие в связи с интенсификацией электролиза технологические токи, привели к увеличению индукции внешних магнитных полей и, как следствие, потребовали для компенсации их влияния на стабильность горения дуги повысить частоту сварочного тока. Верхний предел диапазона увеличенных частот, определяемый по известным формулам, при увеличении технологического тока, а следовательно и индукции внешнего магнитного поля, например в 2 раза, возрастает, как минимум в  раза, т.е. составит порядка 16000-20000 Гц.
раза, т.е. составит порядка 16000-20000 Гц.
Дальнейшее повышение частоты нецелесообразно, т.к. начинает сказываться поверхностный эффект вытеснения тока в сварочном электроде, что приводит к затруднениям при сварке.
В то же время поиск показал, что отсутствует признак определяющий влияние совокупности сварки переменным током повышенной частоты и дополнительного магнитного поля на качество соединения токопроводов, находящихся под потенциалом во внешнем магнитном поле, таким образом, заявляемое техническое решение отвечает критерию существенные отличия.
Сущность предполагаемого изобретения заключается в том, что при сварке переменным током частотой до 20000 Гц на основное внешнее магнитное поле (ОВМП), создаваемое токоведущими элементами соседних работающих электролизеров, накладывают в зоне сварки автономное дополнительное магнитное поле (АДМП), которое направлено встречно горизонтальной поперечной составляющей ОВМП, при этом поведение расплавленного металла сварочной ванны, по которой протекает часть технологического тока электролиза различно при различных направлениях горизонтальных составляющих ОВМП.
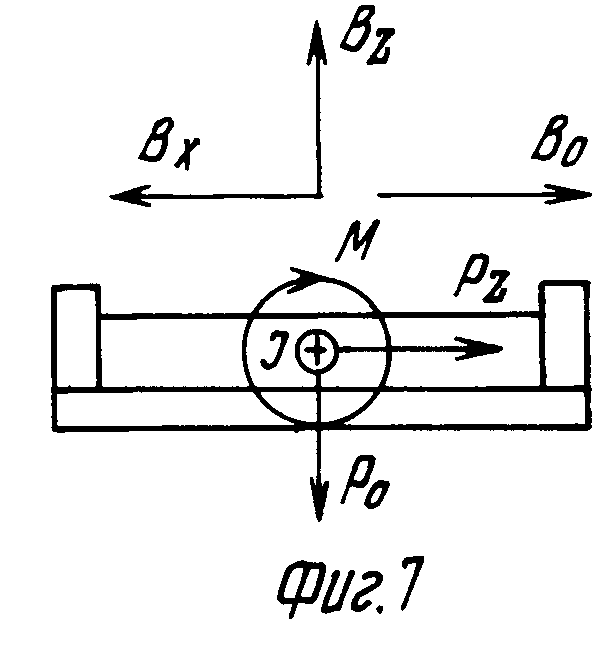
Сущность изобретения поясняется рисунками, где: на фиг. 1 схема взаиморасположения векторов: ОВМП (Вх, Вy, Bz) АДМП (Во) и магнитного поля (М) технологического тока (I), относительно сварного соединения;
на фиг. 2 и 3 схемы взаимодействия поперечных составляющих векторов: ОВМП (Вх, Вz), АДМП (Во) и магнитного поля (М) технологического тока (I), относительно направления технологического тока (I), в случае когда Во < Вх или Во 0 т.е. происходит выброс расплавленного металла сварочной ванны за пределы сварного шва;
на фиг. 4 и 5 то же, но в случае, когда Во Вх, т.е. расплавленный металл сварочной ванны прижимается к одному из боковых формирующих брусков:
на фиг. 6 и 7 то же, но в случае когда Bo > Bx, т.е. расплавленный металл сварочной ванны вжимается в корень сварочного шва, не нарушая его целостности.
На фигурах показаны: свариваемые токоведущие шины 1 и 2, формирующие бруски 3 и 4 и подкладка 5, элемент расплавленного металла сварочной ванны 6, векторы ОВМП (Вх, Вy, Bz) и АДМП (Во), магнитное поле (М) технологического тока (I) электролиза, векторы усилий Рх, Ро и Рz, воздействующие на расплавленный металл сварочной ванны. На этих фигурах с индексом а показаны разрезы поперек сварного соединения, а с индексом б вдоль.
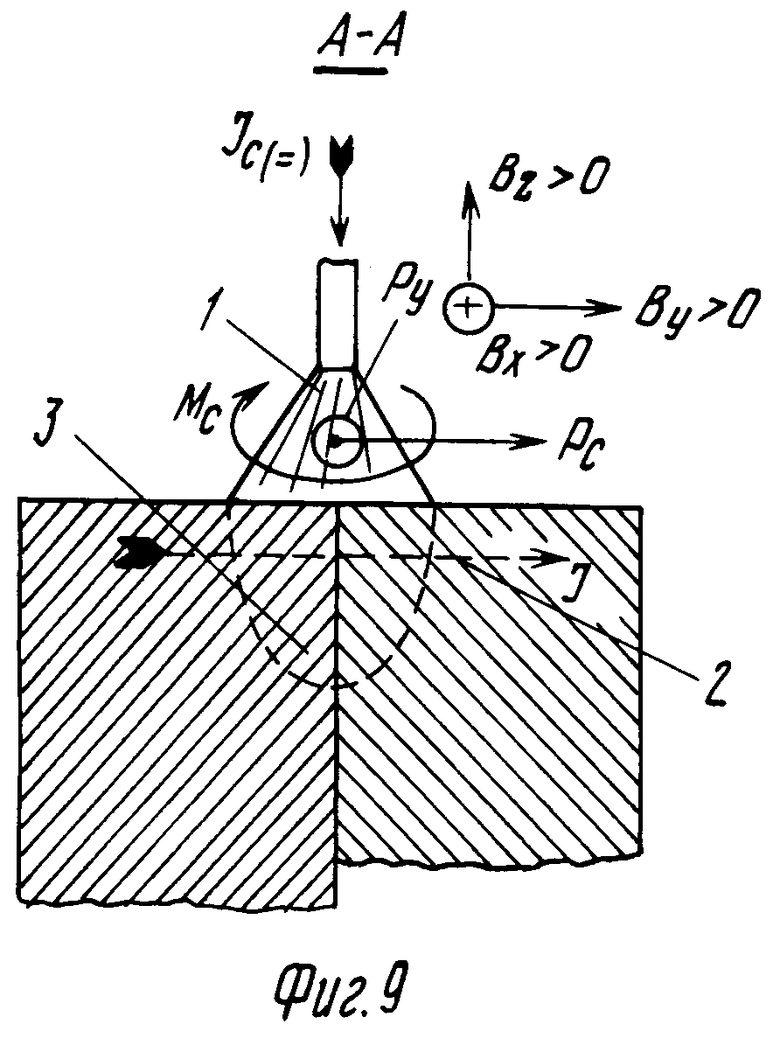
Пример конкретного осуществления предлагаемого способа соединения токопроводов электролизеров рассмотрим для варианта, когда при сварке узла соединения "стояк-анодная ошиновка" часть технологического тока (I) электролиза будет протекать по соединению, как показано на фиг. 8. На этой же фигуре показано направление векторов Вх, Вy и Bz составляющих ОВМП, причем составляющая Вх направлена поперек оси столба дуги (1) и возможному направлению протекания технологического тока (2) через расплавленный металл сварочной ванны (3). При данных направлениях векторов ОВМП и направлении технологического тока при сварке на постоянном токе происходит взаимодействие составляющей Вх с магнитным полем Мс тока сварочной дуги Ic, которое приведет к появлению силы Рс отклоняющей или даже разрывающей дугу, т.е. к существенным затруднениям или полной невозможности выполнения сварки. Применение сварочного тока повышенной частоты (фиг. 9) позволит стабилизировать дугу (1) и образовать расплавленную сварочную ванну (3), однако технологический ток (2) электролиза, который тут же потечет через расплавленный металл, приведет к взаимодействию его магнитного поля М с составляющей Вх и появлению силы Рх выбрасывающей металл из зоны сварки, т.е. соединение шин также будет невозможно.
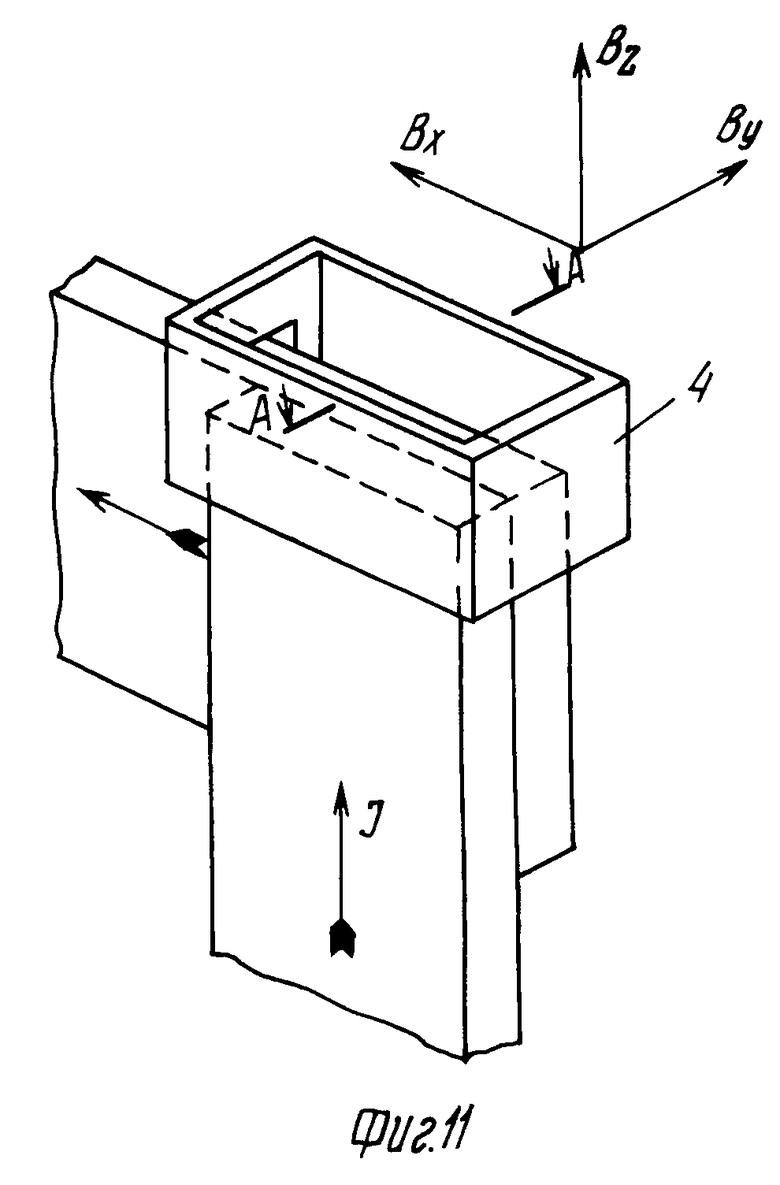
Если (фиг. 11) зону сварки защитить стальным магнитным экраном (4), соответствующим именно этой конструкции узла соединения, то возможен вариант, при котором экран (1) полностью нейтрализует составляющую Вх и обеспечит стабильное горение сварочной дуги. Соединение шин в этом случае возможно, однако гарантировать качество нельзя, т.к. незначительные изменения технологического режима электролиза (например технологическая вспышка на любом из электролизеров серии) приведут к изменению ОВМП и его составляющей Вх, которая может оказаться нескомпенсированной примененным магнитным экраном. В этом случае (фиг. 12) наиболее вероятен выброс расплавленного металла силой Рх возникающей от взаимодействия магнитных полей Вх и М.
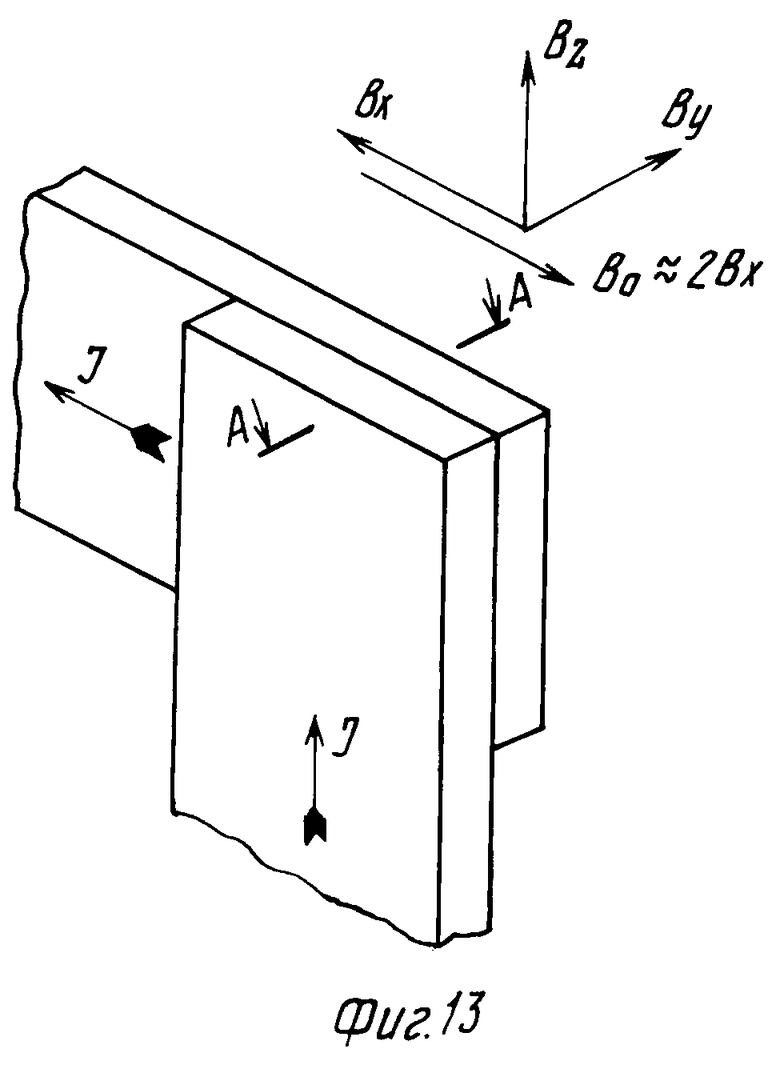
Согласно предлагаемому способу сварка производится переменным током частотой 17000 Гц в сочетании с создаваемым АДМП с индукцией Во, которое направлено встречно составляющей Вх и по величине гарантированно, например в 2 раза, превышает его (фиг. 13). В этом случае образуется результирующий вектор магнитного поля В Во-Вх, взаимодействие которого с магнитным полем М технологического тока I, протекающего по расплавленному металлу сварочной ванны (3), всегда гарантированно создает силу Р (см. фиг. 14), которая будет вжимать расплавленный металл в корень сварного соединения, не нарушая целостности соединения, обеспечивая его качество и снижая потери электроэнергии при последующей эксплуатации.
Реализация автономного дополнительного магнитного поля (АДМП) может быть осуществлена при помощи известных электромагнитов постоянного тока с полюсными наконечниками необходимой конструкции, между которыми будет располагаться зона сварки.










Использование: электролитическое производство алюминия, может быть использовано в отраслях народного хозяйства, где есть необходимость соединения сваркой, расположенных в зонах действия внешних магнитных полей токоведущих шин, между которыми имеется допустимый потенциал, приводящий к протеканию технологического тока через расплавленную сварочную ванну. Цель изобретения - снижение расхода электроэнергии за счет уменьшения электросопротивления контакта соединяемых токопроводов. Сущность: соединение токопроводов электролизеров для получения алюминия, находящихся под потенциалом во внешнем магнитном поле, сваркой плавлением переменным током повышенной частоты и созданием дополнительного магнитного поля в зоне сварки, причем для используется переменный ток частотой до 20000 Гц. 1 з.п. ф-лы, 14 ил.
| СПОСОБ СОЕДИНЕНИЯ ТОКОПОДВОДЯЩИХ ШИН | 0 |
|
SU280867A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
