Изобретение относится к обработке металлических изделий давлением, в частности касается восстановительного ремонта изношенных клиньев тяговых хомутов автосцепных устройств железнодорожных вагонов методом горячего пластического деформирования тела клина.
В процессе эксплуатации клиньев их рабочие поверхности, контактирующие с сопрягаемыми деталями автосцепного устройства, подвергаются значительному износу, что снижает надежность и работоспособность клиньев.
Известен способ восстановления детали путем пластического деформирования нагретой заготовки в штампе с последующей термообработкой.
Применительно к восстановлению изношенных клиньев автосцепных устройств известный способ горячей штамповки не обеспечивает требуемой совокупности физико-механических свойств материала клиньев, а следовательно, их надежности и работоспособности. Кроме того, восстановление изношенных на определенных участках клиньев методом горячей штамповки требует специальных мер, определяющих направленность пластической деформации.
Изобретение решает задачу восстановления геометрических размеров рабочих поверхностей клина и формирования наилучшего сочетания прочностных, пластических и вязкостных характеристик материала клина, обеспечивающего высокое качество металла восстановленного клина и высокую надежность клина.
Сущность предлагаемого способа восстановления клина тягового хомута автосцепного устройства заключается в том, что тело клина подвергают горячей пластической деформации под молотом в закрытом штапе, при этом усилием штамповки воздействуют на нерабочую поверхность клина, а после штамповки клин подвергают термической обработке, включающей закалку при 890-910oC c выдержкой в течение 1 ч и охлаждением в масле и отпуск при 590-610oC c выдержкой в течение 3 ч и охлаждением в воде.
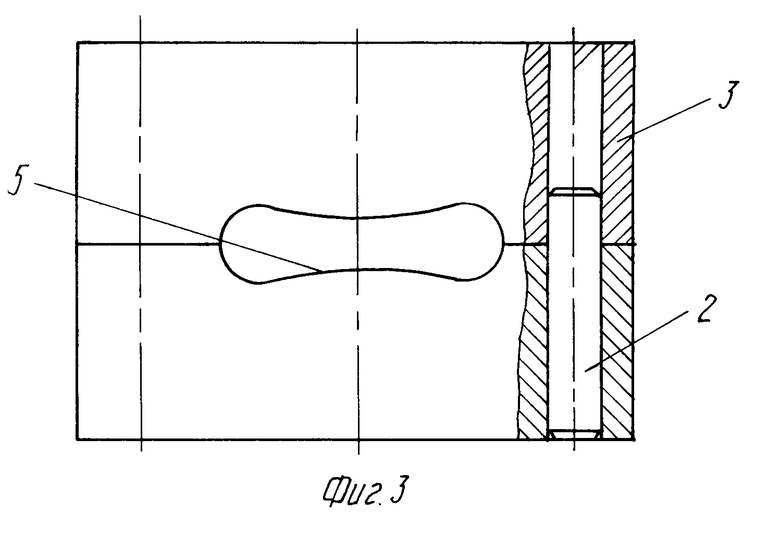
В штампе, используемом для реализации способа, на рабочих поверхностях матрицы и пуансона предусмотрен продольный выступ, расположенный по центру; или рабочие поверхности выполнены выпуклыми с заданным радиусом кривизны.
Воздействие деформирующего усилия на нерабочую поверхность клина и форма штампа обеспечивают смещение металла клина на изношенные участки его рабочих поверхностей и восстановление их требуемых размеров. Последующая термообработка в указанных режимах дает возможность получить требуемые сочетания физико-механических свойств материала клина, гарантирующих качество и надежность восстановленного клина.
Указанный режим закалки выбран исходя из существующих разработок по улучшению металла штамповок применительно к стали марки 38ХС, из которой выполнен клин. Для выбора режима отпуска опробованы различные температурные варианты, которые показали, что отпуск при 620o и 640oC не обеспечивает нормативных значений твердости и прочностных характеристик (σ02 σB) Отпуск при температуре 600oC позволяет получить в материале клиньев сочетание прочностных, пластических и вязкостных характеристик, являющееся наиболее близким к таковому материала клиньев заводского изготовления. При данной температуре отпуска достигаются наилучшие показатели хладостойкости металла клиньев.
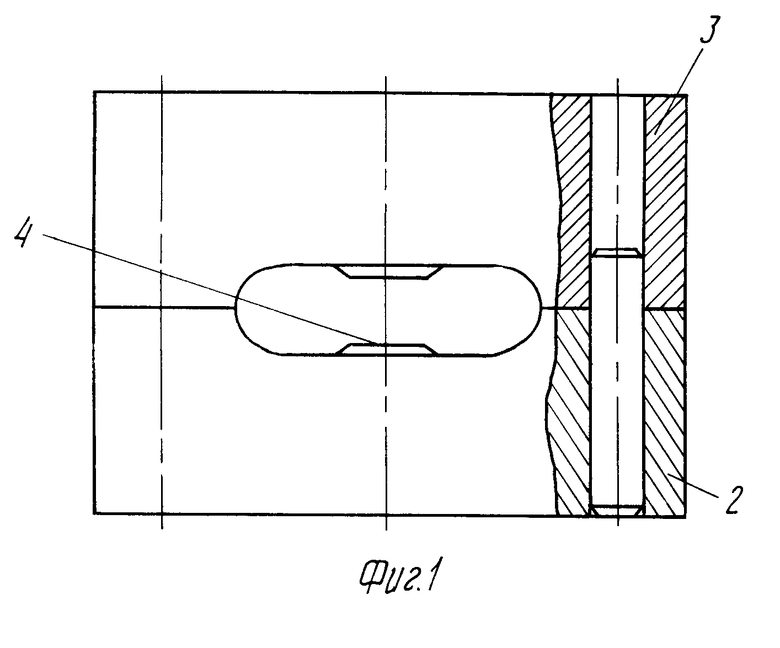
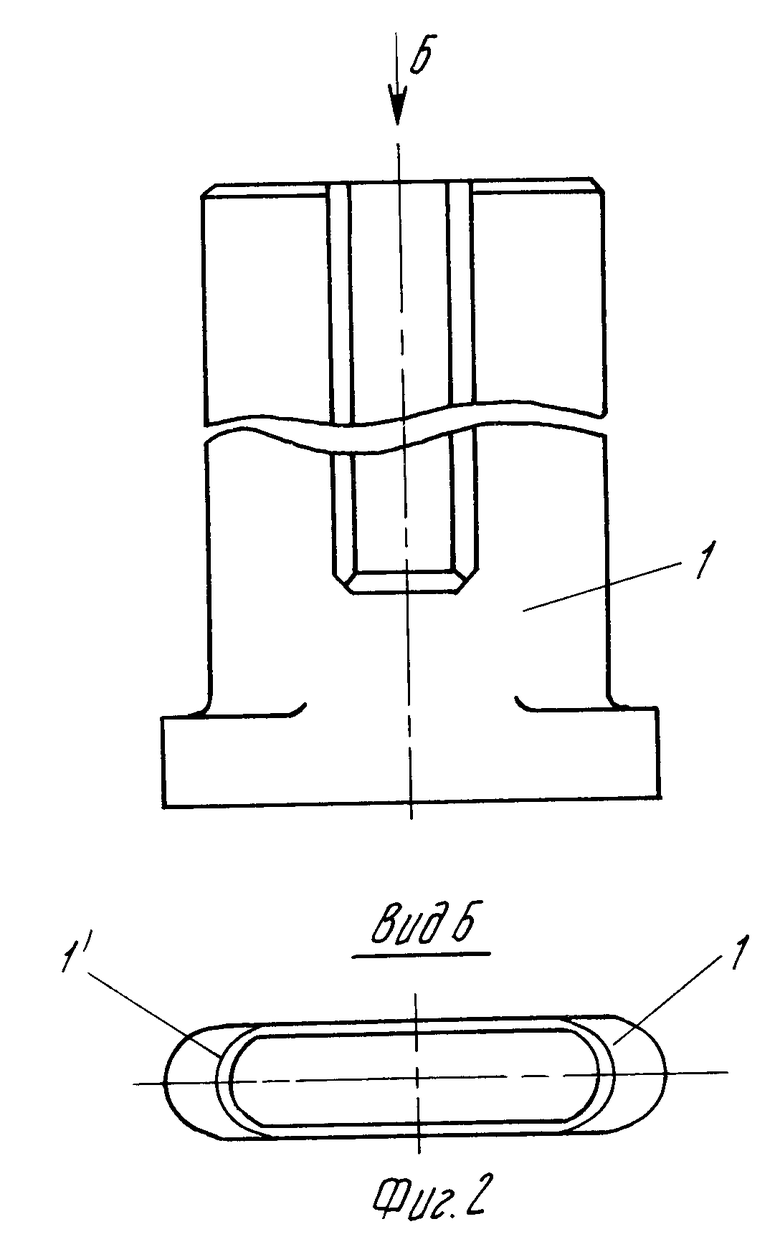
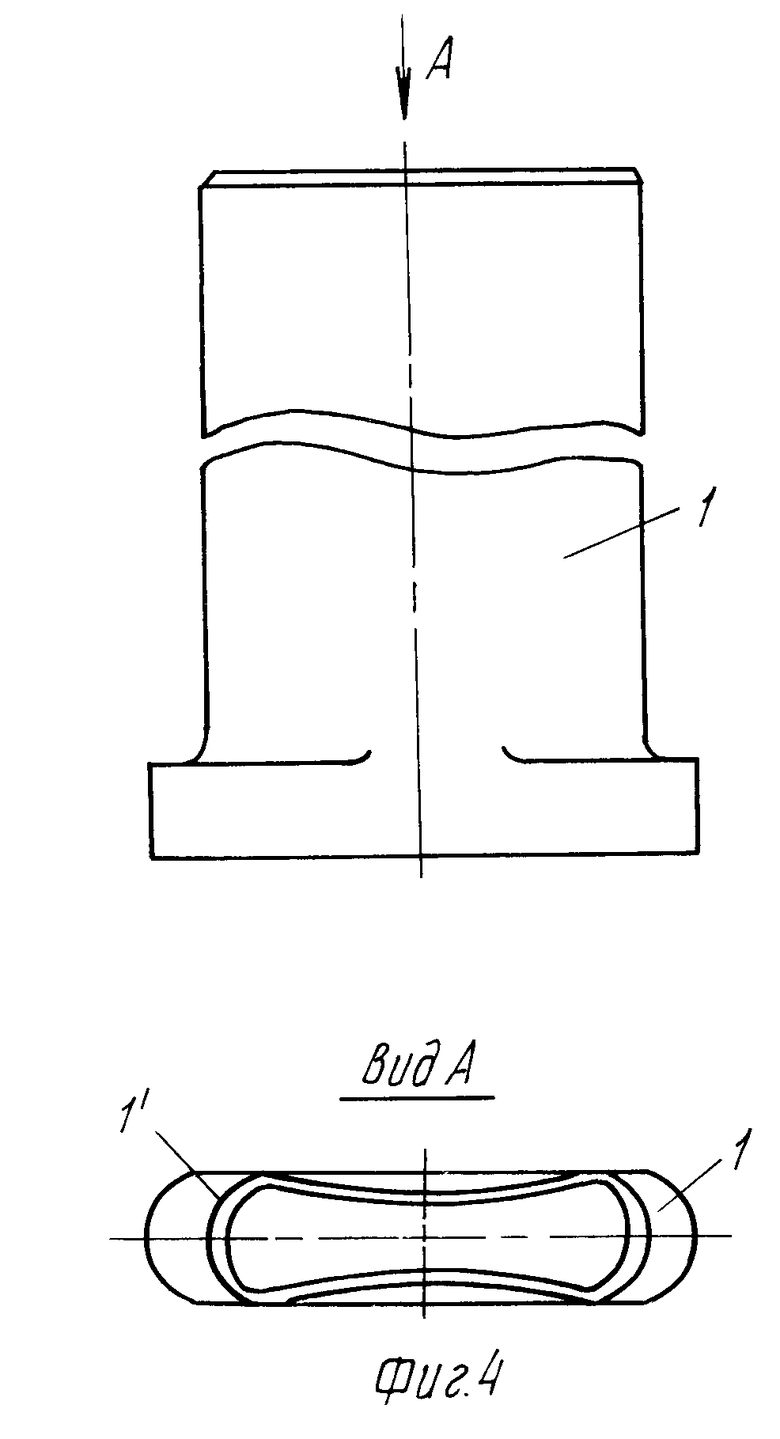
На фиг.1 и 3 показаны штампы для пластической деформации тела клина; на фиг.2 и 4 клинья после обработки, соответственно в штампах по фиг.1,3.
Способ восстановления клина тягового хомута автосцепного устройства реализуют следующим образом.
Клин 1, подлежащий восстановлению (с износом рабочих поверхностей от 1 до 4 мм), нагревают в электропечи до температуры 1100-1180oC и в нагретом состоянии помещают в штамп, форма которого соответствует требуемой геометрии рабочих поверхностей клина, а на рабочих поверхностях матрицы 2 и пуансона 3, смежных с нерабочими поверхностями клина, предусмотрены расположенные вдоль оси выступы 4, как показано на фиг.1, или данные рабочие поверхности 5 матрицы и пуансона выполнены выпуклыми (с заданным радиусом кривизны), как показано на фиг.3. Штамп с нагретым клином подают под молот для пластической деформации и доведения клина до регламентированных размеров. После горячей штамповки клин (см. фиг.2 и 4) охлаждают на воздухе, подвергают механической обработке (например, шлифовальной машиной) и затем подвергают термической обработке, которая включает закалку и отпуск. Для закалки клин нагревают в электропечи до температуры 890-910oC, выдерживают в течение 1 ч. и охлаждают в масле. Для проведения отпуска клин нагревают до 590-610oC, выдерживают в течение 3 ч (контролируя температуру в печи) и охлаждают в воде.
Указанным выше способом была восстановлена партия отбракованных по износу клиньев.
Клинья, прошедшие восстановительный ремонт, были исследованы по следующей программе:
1. Оценка состояния металла клиньев методами ультразвуковой, цветной и магнитопорошковой дефектоскопией (по результатам указанных методов контроля недопустимых дефектов в клиньях не обнаружено).
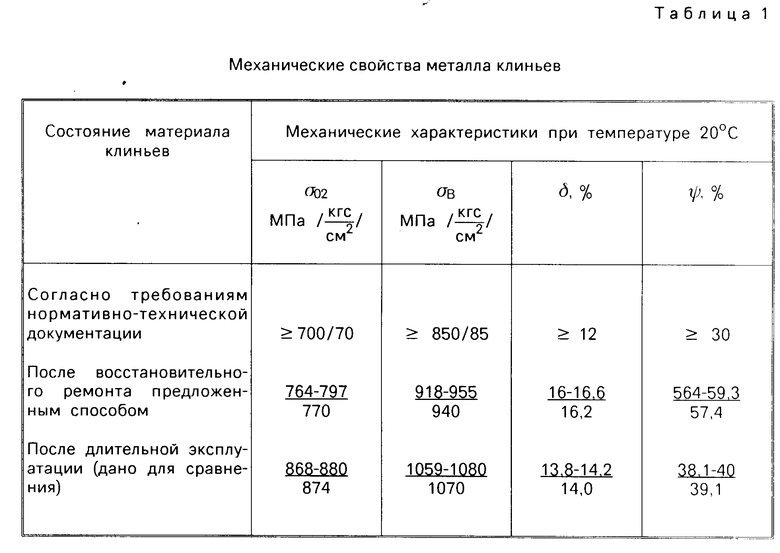
2. Определение прочностных и пластических характеристик металла клиньев при температуре 20oC (cм. табл.1).
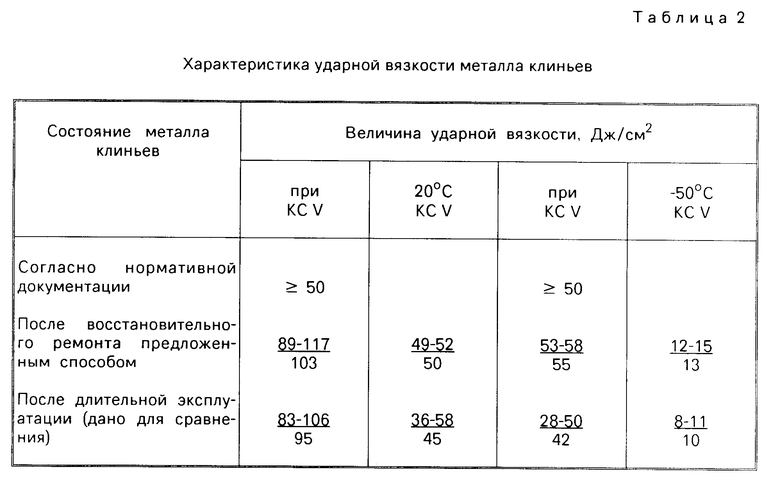
3. Определение ударной вязкости и хрупкой составляющей в изломе металла клиньев при температуре 20 и 50oC (cм. табл.2). (В таблицах в числителе даны минимальное и максимальное значения характеристики, а в знаменателе среднее значение по результатам испытания не менее трех образцов.
4. Изучение микроструктуры металла клиньев. (Микроструктура стали восстановленного клина аналогична микроструктуре металла клина заводского изготовления).
Результаты исследований свидетельствуют о том, что по численным значениям показателей прочности, пластичности и ударной вязкости материал отремонтированных клиньев практически идентичен материалу клиньев заводского исполнения.
Решение задачи восстановления изношенных клиньев автосцепных устройств железнодорожных вагонов позволит в свою очередь уменьшить простои вагонов из-за дефицита этой детали.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОССТАНОВЛЕНИЯ ДЕТАЛИ | 1997 |
|
RU2131800C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ СТУПИЦЫ С ФЛАНЦЕМ | 1997 |
|
RU2115532C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПОВЕРХНОСТИ КАТАНИЯ ВАГОННЫХ КОЛЕС | 1997 |
|
RU2113325C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ПОВЕРХНОСТЕЙ ШЕЕК ОСЕЙ ВАГОННЫХ КОЛЕСНЫХ ПАР ПУТЕМ ЛАЗЕРНОЙ НАПЛАВКИ | 1996 |
|
RU2107598C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ДЛИННОМЕРНЫХ ШЛИЦЕВЫХ ВАЛОВ С ХВОСТОВИКОМ ЦИЛИНДРИЧЕСКОЙ ФОРМЫ | 1998 |
|
RU2132762C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВ ДЛЯ ВЫСАДКИ КОНЦОВ ТРУБ | 2007 |
|
RU2349436C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННОГО КРЕСТОВОГО НОЖА | 2013 |
|
RU2533236C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ГРЕБНЕЙ ВАГОННЫХ КОЛЕС | 1996 |
|
RU2109613C1 |
| ШТАМП ДЛЯ ВОССТАНОВЛЕНИЯ КРЕСТОВЫХ НОЖЕЙ | 1996 |
|
RU2103139C1 |
| Способ восстановления шестерен | 1988 |
|
SU1648711A1 |
Способ восстановления клина тягового хомута автосцепного устройства. Использование: подвижной состав железных дорог. Сущность изобретения: клин подвергают пластическому деформированию под молотом в закрытом штампе при воздействии ударным усилием на нерабочую поверхность клина, затем его закаляют при 890-910°С с выдержкой в течение 1 ч и охлаждают в масле и отпускают при 590-610°С с выдержкой в течение 3 ч и охлаждают в воде. Для деформирования клина используют штамп, матрица и пуансон которого имеют на рабочих поверхностях продольный выступ, расположенный по центру или рабочие поверхности матрицы и пуансона выполнены выпуклыми с заданным радиусом кривизны. 2 з.п. ф-лы, 4 ил., 2 табл.
| Воробьев Л.Н | |||
| Технология машиностроения и ремонт машин | |||
| М.: Высшая школа, 1981, с.298-301. |
