Изобретение относится к ремонтному производству и может быть использовано при восстановлении крестовых ножей промышленных мясорубок горячей пластической деформацией.
Известен способ восстановления крестовых ножей, описанный в патенте на устройство №2103139. Способ осуществляют при помощи штампа для восстановления крестовых ножей, в котором восстановление изношенных крестовых ножей осуществляется горячим объемным пластическим деформированием путем перемещения под давлением излишков металла с нерабочих задних поверхностей лезвия ножа на изношенные режущие кромки.
Недостатком способа является низкое качество восстановления кончиков лезвий ножей из-за наличия значительных сил трения перемещаемого нагретого металла о стенки матрицы, препятствующих полному заполнению периферийных зон гравюры штампа в местах износа режущих кромок ножей, а также недостаточного запаса компенсирующего износ металла в нерабочей периферийной части ножа.
Известен также способ восстановления режущего инструмента (патент №2113963), заключающийся в наплавке металла непосредственно на изношенные режущие кромки крестового ножа с последующей термообработкой и плоским шлифованием под номинальный размер.
Недостатком способа является то, что наплавленная рабочая поверхность лезвия ножа имеет отличную от заводской детали биметаллическую структуру с иными физико-механическими свойствами, изменяющими условия работы ножа в паре трения с решеткой мясорубки, также в наплавленном слое имеются участки отпуска и образуются микротрещины, способствующие местному выкрашиванию.
Прототипом является способ восстановления изношенных шестерен (авторское свидетельство №591303, МПК B23P 7/00. Опубл. 05.02.1978, бюл. №5), заключающийся в наплавке компенсирующего износ металла на нерабочую поверхность детали с последующим деформированием и воздействием им на основной материал детали.
Недостатком прототипа является то, что кольцевая наплавка не обеспечивает равномерного и достаточного для последующего шлифования припуска при формообразовании режущих кромок по всей длине лезвия крестового ножа. Известный способ предназначен для восстановления цилиндрических деталей с зубьями и не может быть применен без существенных доработок для восстановления плоских деталей пространственных форм с отростками, к которым относится крестовый нож промышленной мясорубки.
Технической задачей изобретения является повышение качества восстановленных крестовых ножей за счет наплавки дополнительного компенсирующего износ металла на нерабочие поверхности ножей с максимально возможным приближением к зонам затрудненной деформации.
Техническая задача достигается способом восстановления изношенных крестовых ножей, заключающимся в наплавке на поверхность лезвия ножа материала, компенсирующего его износ, и в последующем деформировании, при этом компенсирующий износ материал наплавляют на нерабочую поверхность лезвия ножа, а при деформировании воздействуют им на основной материал режущей кромки лезвия ножа. В способе согласно изобретению наплавку ведут последовательно с двух сторон в радиальном направлении со стороны кончиков лезвий ножа в зонах затрудненной деформации на величину, равную 1/3 их длины, вдоль изношенных режущих кромок зигзагообразными валиками, придавая электроду поперечные колебания с амплитудой, прямо пропорциональной величине износа.
Отличием предлагаемого способа от прототипа является то, что с целью повышения качества восстановленных крестовых ножей наплавку ведут последовательно с двух сторон в радиальном направлении со стороны кончиков лезвий ножа в зонах затрудненной деформации на величину, равную 1/3 их длины, вдоль изношенных режущих кромок зигзагообразными валиками, придавая электроду поперечные колебания с амплитудой, прямо пропорциональной величине износа.
Совокупность заявленных отличительных признаков позволяет решить поставленную техническую задачу.
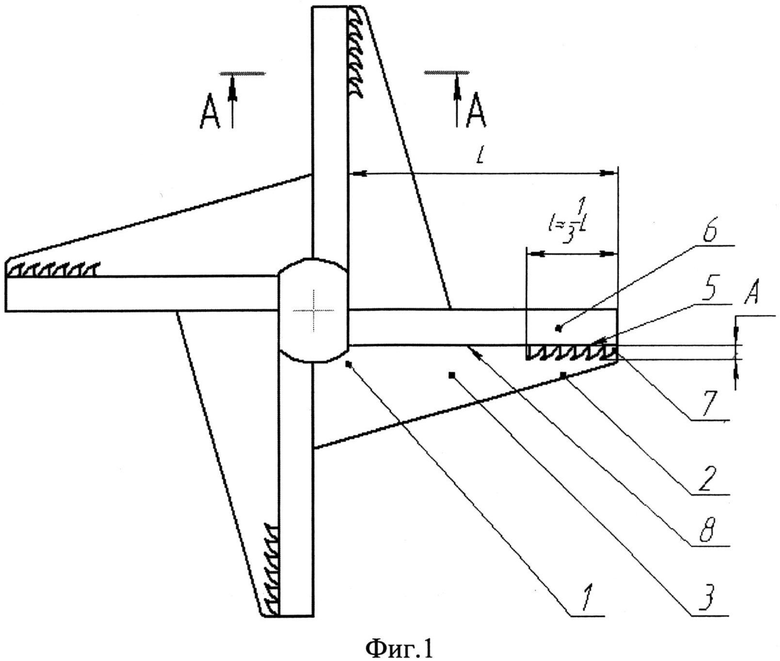
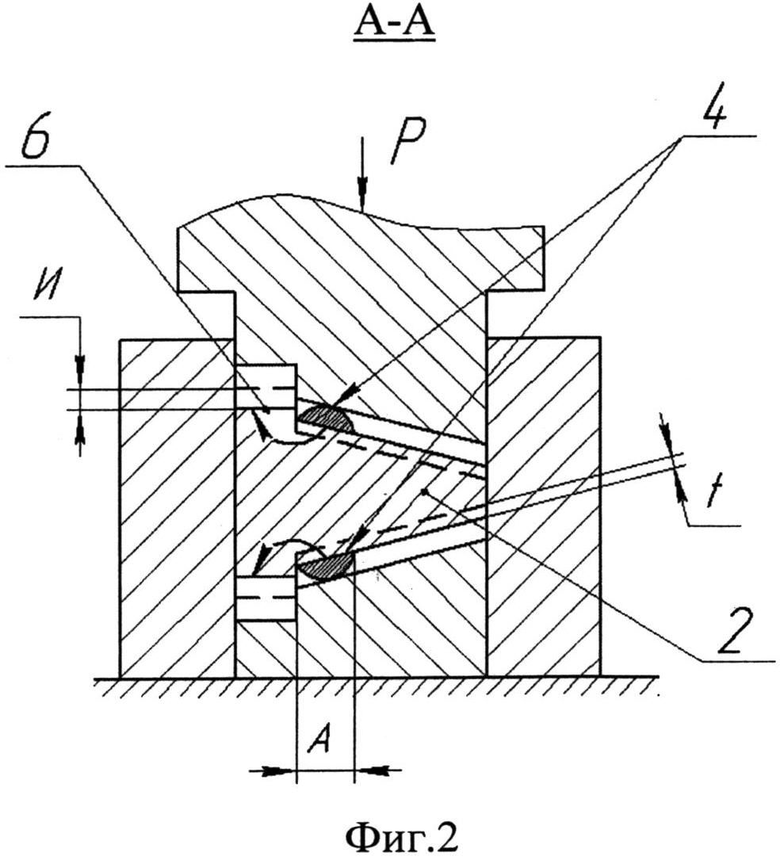
На фиг.1 показана схема наплавки компенсирующего износ металла на нерабочие поверхности крестового ножа, на фиг.2 - разрез A-A на фиг.1, иллюстрирующий процесс пластического деформирования наплавленного ножа в штампе.
Способ осуществляют следующим образом.
Изношенный крестовый нож 1 подвергают наплавке, для этого на нерабочую заднюю поверхность 2 лезвия 3 ножа 1 последовательно с двух сторон наносят слой 4 компенсирующего износ металла длиной l, равной 1/3 длины L лезвия 3. При этом наплавку производят только со стороны кончиков 5 лезвий 3 вдоль изношенных режущих плоскостей 6 зигзагообразными валиками 7, придавая с помощью колебательного механизма электроду поперечные колебания с амплитудой A, прямо пропорциональной величине износа И. Затем заготовку ножа 1 с наплавленным на лезвие 3 слоем 4 компенсирующего износ металла подвергают нагреву до 1250°C и пластическому деформированию в штампе, воздействуя слоем 4 компенсирующего износ металла с усилием Р на основной материал режущих плоскостей 6 кончиков 5 лезвий 3 ножа 1. Стрелками показаны направления перемещения нагретого металла в сторону изношенных режущих плоскостей 6 лезвия 3. Компенсация износа И режущих плоскостей 6 рядом с не наплавленными участками 8 лезвия 3 достигается за счет некоторого уменьшения толщины нерабочей задней поверхности 2 лезвия 3 на величину t без ущерба запасу прочности ножа 1.
Длины наплавленных валиков, равной 1/3 длины лезвий ножа, вполне достаточно для компенсации износа режущих плоскостей ножа в районе трудно деформируемых кончиков лезвий и одновременного создания припусков на последующее двухстороннее плоское шлифование до номинального размера. При отсутствии наплавленного слоя на кончиках ножей резко ухудшается качество восстановления из-за невозможного получения равномерного и достаточного припуска на периферийных участках режущей плоскости.
Пример конкретного выполнения. Способ осуществляли на лабораторном наплавочном, нагревательном и прессовом оборудовании в условиях кафедры «Процессы и аппараты пищевых производств» Саратовского государственного аграрного университета им. Н.И. Вавилова.
Наплавку участков ножей осуществляли на установке У-653 с использованием автомата А-1406 наплавочной проволокой НП-65Г. Режимы наплавки: напряжение 26-28 B, сила тока 170 А, скорость подачи электродной проволоки 70 м/ч, амплитуда поперечных колебаний мундштука колебательного механизма устанавливается от 3 до 5 мм в зависимости от величины износа, составляющего по результатам дефектации 2-3 мм, продольная подача наплавочной головки 2,5 мм/оборот ходового винта.
Преддеформационный нагрев наплавленной заготовки ножа до температуры 1250°C осуществлялся в камерной печи СН-3, последующая горячая объемная штамповка проводилась на гидравлическом прессе Д-2434. Скорость деформирования при штамповке 0,15 м/с.
Технологический процесс восстановления изношенных ножей предлагаемым способом включает в себя очистку, дефектацию, наплавку, нагрев, штамповку, термообработку (нормализация + высокий отпуск, закалка + низкий отпуск), шлифование, контроль.
Обработка давлением в штампе заготовок ножей с нанесенным наплавкой на нерабочую поверхность компенсирующим износ металлом производилась согласно изобретению и прототипу, а также без использования наплавки (согласно аналогу). Результаты сравнительных исследованием поковок и полученных из них восстановленных ножей промышленных мясорубок МП-200К показали, что у деталей, восстановленных предлагаемым способом, повысилась до 100% заполняемость металлом периферийных участков гравюры штампа, появились равномерные припуски на кончиках лезвий ножей, достаточные для последующей обработки резанием. Кроме того, произошло дополнительное термомеханическое упрочнение поверхностей, устранились литейные и усталостные дефекты. Благодаря отказу от сплошной наплавки по контуру изношенных поверхностей, в 3 раза уменьшился расход наплавочных материалов по сравнению с прототипом.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОССТАНОВЛЕНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 1997 |
|
RU2113963C1 |
| ШТАМП ДЛЯ ВОССТАНОВЛЕНИЯ КРЕСТОВЫХ НОЖЕЙ | 1998 |
|
RU2136471C1 |
| ШТАМП ДЛЯ ВОССТАНОВЛЕНИЯ КРЕСТОВЫХ НОЖЕЙ | 1996 |
|
RU2103139C1 |
| Способ восстановления зубчатых колес | 1991 |
|
SU1803298A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ СТАЛЬНЫХ ДЕТАЛЕЙ | 1996 |
|
RU2093332C1 |
| СПОСОБ УПРОЧНЯЮЩЕГО ВОССТАНОВЛЕНИЯ ПЛУЖНОГО ЛЕМЕХА | 2013 |
|
RU2544214C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ДЛИННОМЕРНЫХ ШЛИЦЕВЫХ ВАЛОВ С ХВОСТОВИКОМ ЦИЛИНДРИЧЕСКОЙ ФОРМЫ | 1998 |
|
RU2132762C1 |
| СПОСОБ УПРОЧНЕНИЯ ПОЧВОРЕЖУЩИХ НОЖЕЙ | 2015 |
|
RU2591990C1 |
| Способ восстановления шестерен | 1988 |
|
SU1648711A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ СТУПИЦЫ С ФЛАНЦЕМ | 1997 |
|
RU2115532C1 |
Изобретение относится к ремонтному производству и может быть использовано при восстановлении крестовых ножей промышленных мясорубок горячей пластической деформацией. В способе осуществляют наплавку на поверхность лезвия ножа, которую ведут последовательно с двух сторон в радиальном направлении со стороны кончиков лезвия в зонах затрудненной деформации на величину, равную 1/3 длины лезвия, вдоль изношенных режущих кромок зигзагообразными валиками, при этом электроду придают поперечные колебания с амплитудой, величина которой прямо пропорциональна величине износа. Изобретение позволяет повысить качество восстановленных крестовых ножей за счет наплавки дополнительного компенсирующего износ металла на нерабочие поверхности ножей с максимально возможным приближением к зонам затрудненной деформации. 2 ил.
Способ восстановления изношенного крестового ножа, включающий наплавку на поверхность лезвия ножа материала, компенсирующего его износ, и последующее деформирование, при этом компенсирующий износ материал наплавляют на нерабочую поверхность лезвия ножа, а при деформировании воздействуют им на основной материал режущей кромки лезвия ножа, отличающийся тем, что наплавку на поверхность лезвия ножа ведут последовательно с двух сторон в радиальном направлении со стороны кончиков лезвия в зонах затрудненной деформации на величину, равную 1/3 длины лезвия, вдоль изношенных режущих кромок зигзагообразными валиками, при этом электроду придают поперечные колебания с амплитудой, величина которой прямо пропорциональна величине износа.
| СПОСОБ ВОССТАНОВЛЕНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 1997 |
|
RU2113963C1 |
| Способ восстановления изнношенных шестерен | 1976 |
|
SU591303A1 |
| RU 3103139 С1, 27.01.1998 | |||
| US 4219592 A , 26.08.1980 | |||
| НАСАДОЧНЫЙ СКРУББЕР КОЧЕТОВА | 2009 |
|
RU2411063C1 |

