Изобретение относится к способам получения неэтилированных высокооктановых бензиновых фракций из углеводородного сырья, выкипающего в области температур кипения бензинов. Сырьем процесса могут быть прямогонные бензиновые фракции нефтей и газовых конденсатов, риформаты и рафинаты риформинга, вторичные и газовые бензины, конденсаты попутных газов и т.п.
Высокооктановые неэтилированные бензины производят путем смешения различных компонентов, полученных разными процессами нефтепереработки [1] поэтому в последнее время интенсивно разрабатывают способы, позволяющие получть высокооктановые бензины одним каталити- ческим процессом, и катализаторы для них. Для этих целей все большее применение находят катализаторы, приготовленные на основе цеолитов со структурой ZSM-5, -11, позволяющие перерабатывать различное углеводородное сырье.
Известны способы превращения углеводородного сырья С2-С12 в высокооктановые бензиновые фракции ли в их высокооктановые компоненты, например [2-11] Согласно этим способом переработку сырья в целом проводят в интервале температур реакций 100-815оС, давлений 0,1-11 МПа на катализаторах, содержащих цеолиты типа ZSM, в т.ч. ZSM-5, ZSM-11. Катализаторы могут быть модифицированны элементами I-VIII групп и дополнительно содержать цеолиты типа Х и Y. Общими недостатками данных способов и их аналогов являются относительно низкие выходы и октановые числа получаемых бензинов.
Для повышения выхода продукта применяют комбинированные способы переработки углеводородного сырья. Согласно способу ароматизации олефинсодержащих фракций [12] ароматические углеводороды, являющиеся высокооктановыми компонентами бензинов, получают следующим образом. Олефинсодержащие фракции смешивают с рециклом и подвергают контактированию при 343-760оС и скорости подачи сырья 1-15 ч-1 с катализатором на основе цеолита Zn-ZSM-5. Продукты контактирования разделяют с выделением углеводородных газов С1-С4, парафинов С5+ и ароматической фракции. Углеводородные газы и парафины С5+ совместно подвергают или пиролизу при температурах 815-900оС, или дегидрированию, продукты пиролиза разделяют с выделением метановой фракции и олефинов, которые в качестве рецикла направляют на стадию контактирования с катализатором. Данным способом возможно получение с выходолм до 67% ароматической фракции с октановым числом до 110 ИМ и содержащей > 90% ароматических углеводородов. Основными недостатками данного способа являются: относительно высокие температуры на стадии контактирования; использование полученного продукта в качестве автобензина невозможно в связи с высоким содержанием в нем ароматических углеводородов [1]х
Для повышения выходов и октановых чисел автобензинов применяют способы с предварительным разделением углеводородного сырья на ряд фракций и последующей их переработкой, например [13-15]
Согласно способу [13] прямогонную бензиновую фракцию разделяют с выделением фракции ≅ C6 и фр.≥ C6. Фракцию ≥ C6 подвергают риформингу продукты р иформинга разделяют с выделением углеводородных газов, парафиновой фракции С5-80оС и фракции ≥80оС. Фракцию сырья ≅ С6 cмешивают с фракцией С5-80оС риформата и подвергают изомеризации при температуре 50-300оС и давлении 0,05-10 МПа с катализатором на основе модифицированного Pd ультрастабильного цеолита НУ. Фракцию ≥ 80оС риформата подвергают контактированию в среде водорода при 371-482оС и 0,17-5,5 МПа с цеолитом ZSM-5. Продукты контактирования разделяют с выд елением углеводородных газов и бензиновой фракции, которую смешилвают с жидкимипродуктами стадии изомеризации для получения конечного бензина. Основными недостатками данногос пособа являются:
относительно высокие температуры на стадии контактирвания;
применение трех различных каталитических процессов, что существено усложняет технологию производства бензина.
Известен способ получения автобензина [14] согласно которого углехвходородное сырье С3-С6 разделяют на фракции С3-С4 и С5-С6, хфракцию С3-С4 подвергают контактрованию при 450-700оС с катализатором на основе модифицированного Ga цеолита ZSM. Продукты контактирования разделяют с выделением углеводородных газов, парафиновой С5-С6 и ароматической фракций. Выделенную из продуктов контактирования фракцию С5-С6 смешивают с фракцией С5-С6 сырья и подвергают изомеризации на модифицированном Pt/Al2O3 катализаторе. Жидкие продукты изоме- ризации смешивают с ароматической фракцией и полученный высокооктановый компонент компаундируют с прямогонной бензиновой фракцией для получения целевого продукта. Основными недостатками данного способа являются:
высокие температуры реакции на стадии контактирования;
применение двух различных каталитических процессов, что существенно усложняет технологию производства бензина.
Наиболее близким по своей технологической сущности и достигаемому эффекту является способ повышения октановых чисел бензинов каталитического крекинга [15] Согласно выбранного прототипа исходное сырье фракционируют с выделением фракций С-6 (фр, оС) и С7 (фр.82оС). Фракцию 82оС (имеющую октановое число ниже, чем для исходного сырья) подвергают контактрованию при температурах 204-426оС и давлении до 7 МПа с катализатором, приготовленным на основе цеолита ZSM-5 или ZSM-8, в т.ч. модифицированным элементами 11, VI, VII и VIII групп. Продукты контактирования разделяют с выделением углеводлородных газов С1-С3 и фракции С4+, которую компаундируют с фракцией оС (имеющей октановое число выше, чем для исходного сырья). Основными недостатками прототипа являются:
незначительное (на 0,9-1,7 пунктов) повышение октанового числа бензина;
для некоторых видов углеводородного сырья данный способ неработоспособен, т.к. существуют углеводородные фракции (например, риформаты), в которых легкая часть (фр.C) имеет меньшие октановые числа, чем тяжелая фрация (т.е. фр.82оС).
Целью изобретения является увеличение выхода и октанового числа получаемых бензиновых фракций.
Поставленная цель достигается следующим образом.
Углеводордное сырье, выкипающее в области температур кипения бензинов, подвергают ректификации с выделением из него и/или гексановой, и/или гептановой, и/или октановой, и/или нонановой фракций, и/или тяжелой бензиновой фракции. Выделенные фракции (в любом сочетании друг с другом) смешивают с рециклом (продукты пиролиза или пирогаз) и подвергают совместному контактированию (возможно в среде водородсодержащего газа) при повышенных температурах и избыточном давлении с цеолитсодержащим катализатором. Продукты контактирования разделяют с выделением углеводородных газов и жидкой бензиновой фракции. Часть углеводородных газов подвергают пиролизу при 550-900оС (баланосовую часть отводят потребителю). Продукты пиролиза или смешилвают в качестве рецикла с выделенными из исходного сырья фракциями и полученную смесь подвергают контактированию с катализатором, или предварительно разделяют с выделением пирогаза и жидкой фракции, пирогаз в качестве рецикла смешилавют с выделенными из исходного сырья фракциями и полученную смесь подвергают контактированию с катализатором. Выделенную из продуктов контактирования бензиновую фракцию смешивают с фракцией сырья, оставшейся после выделения указанных фракций, с получением целевой высокооктановой бензиновой фракции.
Выделяемые при ректификации сырья гексановая, гептановая, октановая и нонановая фракции выкипают не менее, чем на 50% в следующих интервалах температур: гексановая 65-75оС, гептановая 95-105оС, октановая 120-130оС, нонановая 145-155оС, а тяжелая бензиновая фракция выкипает не менее, чем на 70% при температурах выше или 95оС, или 120оС или 145оС. При этом, в случае выделения из сырья тяжелой бензиновой фракции 95оС, из него выделяют гексановую фракцию; при выделении тяжелой бензиновой фракции 120оС из сырья выделяют и/или гексановую, и/или гептановую фракции; при выделении тяжелой бензиновой фракции 145оС из сырья выделяют и/или гексановую, и/или гептановую, и/или октановую фракции. Выбор выделяемых для контактирвоания с катализатором фракций определяется исходя из их содержания в исходном сырье, а так же составом и свойствами исходного сырья.
Данным способом возможно одновременое получение двух отличающихся по октановым числам бензиновых фракций, путем отбора части выделенной из продуктов контактирования бензиновой фракции в качестве одного из целевых продуктов процесса.
Контактирование с катализатором выделенных фракций в смеси с рециклом осуществляют в интервале температур реакции 300-480оС (лучше 320-460оС) в интервале давлений -0,2-4 МПа (лучше 0,5-4 МПа). В процессе применяют катализаторы, приготовленные на основе цеолитов со структурой ZSM-5 или ZSM-11, в т. ч. модифицированные элементами I, II, III, IV, V, VI и VII групп периодической системы элементов. Катализаторы готовят известными способами.
Отличительными признаками предлагаемого изобретения являются: ректификаация сырья с выделением и/или гексановой, и/или гептановой, и/или октановой, и/или нонановой фракции, и/или тяжелой бензиновой фракции;
пиролиз газообразных продуктов контактирования с последующим смешиванием или продуктов пиролиза, или предварительно выделенного из них пирогаза с выделенными из сырья фракциями и поледующее контактрование полученной смеси с катализатором;
использование цеолитов со структурой ZSM-11;
возможность проведения процесса в среде водородсодержащего газа.
Основными преимуществами предлагаемого способа являются:
большие выходы и большие октановые числа бензиновых фракций;
возможность переработки углеводородного сырья различного вида.х
Существенность предлагаемого способа и достигаемого эффекта подтверждается нижеприведенными примерами. Пример 1 прототип, примеры 2-4 аналогичны прототипу и приводятся для сопоставления с заявляемым способом, примеры 5-21 предлагаемый способ.
П р и м е р 1 (прототип). Бензин каталитического крекинга с октановым числом ОЧ=92,2 ИМ фракционируют с выделением 31,1 мас. (36,7 об.) фракции С6 с температурой конца кипения 82оС и с ОЧ=97 ИМ и 68,1 мас. (63 об.) фракции С7+ с температурой начала кипения 82оС с ОЧ=90,7 ИМ фракцию С7+ подвергают контактированию при температуре реакции 373оС, давлении 3,5 МПа и объемной скорости подачи жидкого сырья 1,3 ч-1 с катализатором цеолитом Н-ZSM-5. В результате контактирования образуется (в мас. на фр.С7+): 0,9% углеводородных газов С1-С3 и 98,8% жидкой фракции С4+ (т.е. включая сжиженные бутаны) с ОЧ=93,2 ИМ, которую смешивают с фракцией С6- с получением целевой бензиновой фракции с ОЧ=93,9 ИМ и с выходом на исходное сыье 99,1% об.
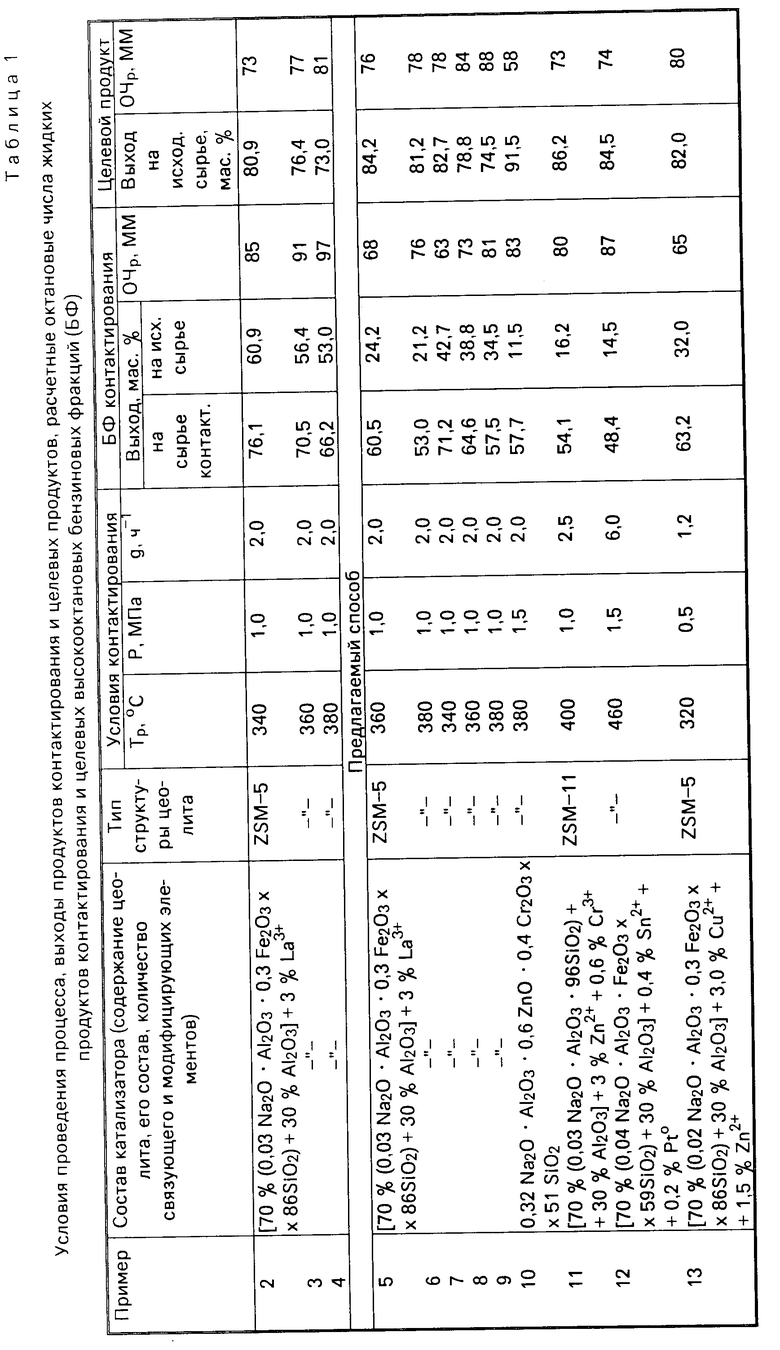
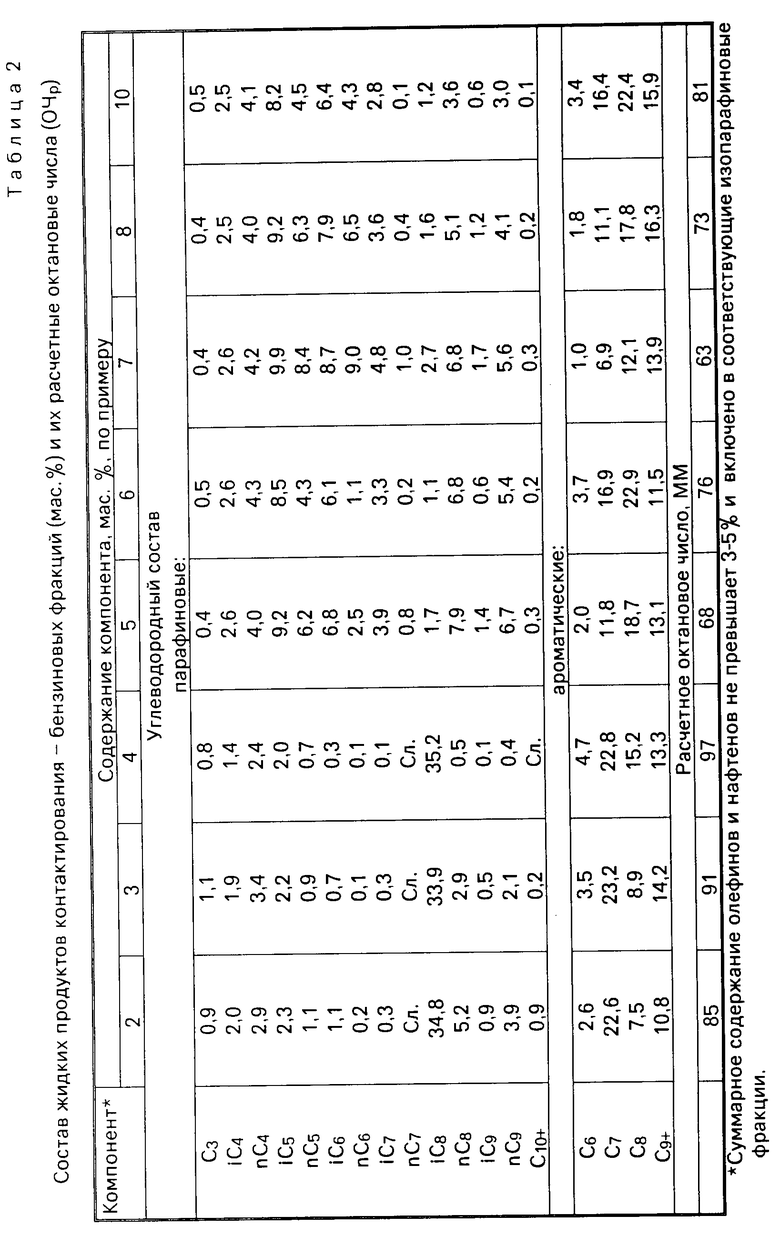
П р и м е р ы 2-4. Аналогичны примеру 1. Модельную углеводородную фракцию 36-170оС, содержащую 60 мас. н-парафинов (С5-5, С6-15, С8-20, С9-20), 20% изопарафинов (изооктан), 20% ароматических (С7-15, С9-5) и имеющую расчетное октановое число ОЧр=34 ММ, разделяют с выделением 20 мас. фракции С6- (фр. 36-72оС с ОЧр=35 ММ) и 80% фракции 72-170оС. Фракцию 72-170оС подвергают контактированию при температуре реакции Тр, давлении Р и весовой скорости подачи сырья g с катализатором, содержащим 70 мас. цеолита со струк- турой ZSM-5 состава 0,03 Na2O ˙ Al2O3 x x0,3 Fe2O3 ˙ 86SiO2, 30% Al2O3 и модифицированным 3% La3+. Продукты реакци разделяют с выделением углеводородных газов и жидкой бензиновой фракции. Бензиновую фракцию (составы и рассчитанные из них октановые числа приведены в табл. 2) смешивают с фракцией С6-, выделенной из сырья для получения целевого продкута. Условия проведения процесса, выходы продуктов контактирования (на сырье контактирования), выходы и ОЧр целевых бензиновых фракций приведены в табл. 1.х
Примеры 5-21 иллюстрируют предлагаемый способ.
П р и м е р ы 5-6. Модельную углеводородную фракцию 36-170оС, содержащую 60 мас. н-парафинов (С5-5; С6-15; С8-20; С9-20), 20% изопарафинов (изооктан), 20% ароматических (С7-15, С9-5) и имеющую расчетное октановое число ОЧр= 34 ММ, подвергают ректификации с выделением 20 мас. октановой и 20% нонановой фракции. Оставшаяся фракция сырья (60 мас.х%) выкипает в пр еделах 36-170оС, имеет ОЧр=79 ММ и содержит 34 мас. н-парафинов, 33% изопарафинов и 33% ароматических углеводородов; октановая фракция на 95% выкипает в интервале 120-130оС; 95% нонановой фракции выкипает в интервале 145-155оС. Октановую, нонановую фракции и пирогаз (получение которого описано ниже) смешивают и подвергают контактированию с катализатором при температуре реакции Тр, давлении Р и весовой скорости подачи сырья g. Продукты контактирования разделяют с выделением углеводородных газов и жидкой бензиновой фракции (составы бензиновых фракций и их расчетные октановые числа приведены в табл. 2). Часть углеводородных газов (75% на газ) подвергают пиролизу при температуре Тп=820оС, времени контакта 0,8 с, давлении 0,15 МПа в присутствии 50% водяного пара. Углеводородные продукты пиролиза разделяют с выделением газообразной (пирогаз) и жидкой фракций (96,4% и 3,6% соответственно на сырье пиролиза). Пирогаз в качестве рецикла смешивают с выделенными из сырья фракциями и подвергают контактированию с катализатором, как указано вышел. Выделенную из продуктов контактирования бениновую фракцию смешивают с оставшейся фракцией сырья для получения целевого продукта высокооктановой бензиновой фрак- ции. Условия процесса, выходы бензиновых фракций и их расчетные октановые числа приведены в табл. 1. Применяемый в катализатор содержит 70 мас. цеолита со структурой ZSM-5 состава 0,03 Na2O ˙ Al2O3x x0,3Fe2O3 ˙ 86SiO2, 30% Al2O3 и модифицирован 3% La3+.
П р и м е р ы 7-9. Модельную углеводородную фракцию состава и свойств, приведенных в примере 5, подвергают ректификации с выделением 15 мас. гексановой и 45% тяжелой бензиновой фракци.х Оставшаяся фракция сырья (40 мас.) имеет расчетное октановое число ОЧр= 95 ММ, выкипает на 9% до 120оС и содержит 13 мас. н-парафинов, 50% изопарафинов и 37% ароматических углеводородов; гексановая фракция на 95% выкипает в интервале 65-75оС; 95% тяжелой бензиновой фракции выкипает выше 120оС. Гексановую, тяжелую бензиновую фракции и пирогаз (получение которого описано ниже) смешивают и подвергают контактрованию при температуре реакции ТР, давлении Р и весовой скорости подачи сырья g c катализатором примера 5.х Продукты реакици разделяют с выделением углеводородных газов и жидкой бензиновой фракции (состав жидких продуктов контактирования и их расчетные октановые числа приведены в табл. 2). Часть углеводородных газов (75% на газ) подвергают пиролизу при температуре Тп= 820оС, времени контакта 0,8 с, давлении 0,15 МПа в присутствии 50% водяного пара. Углеводородные продукты пиролиза разделяют с выделением газообразной (пирогаз) и жидкой фракции (96,4 и 3,6% соответственно на сырье пиролиза). Пирогаз в качестве рецикла смешивают с выделенными из сырья фракциями и подвергают контактированию с катализатором, как указано выше. Жидкие продукты контактирования смешивают с оставшейся фракцией сырья для получения целевого бензина. Условия проведения процесса, выходы и расчетные октановые числа бензиновых фракций приведены в табл. 1.
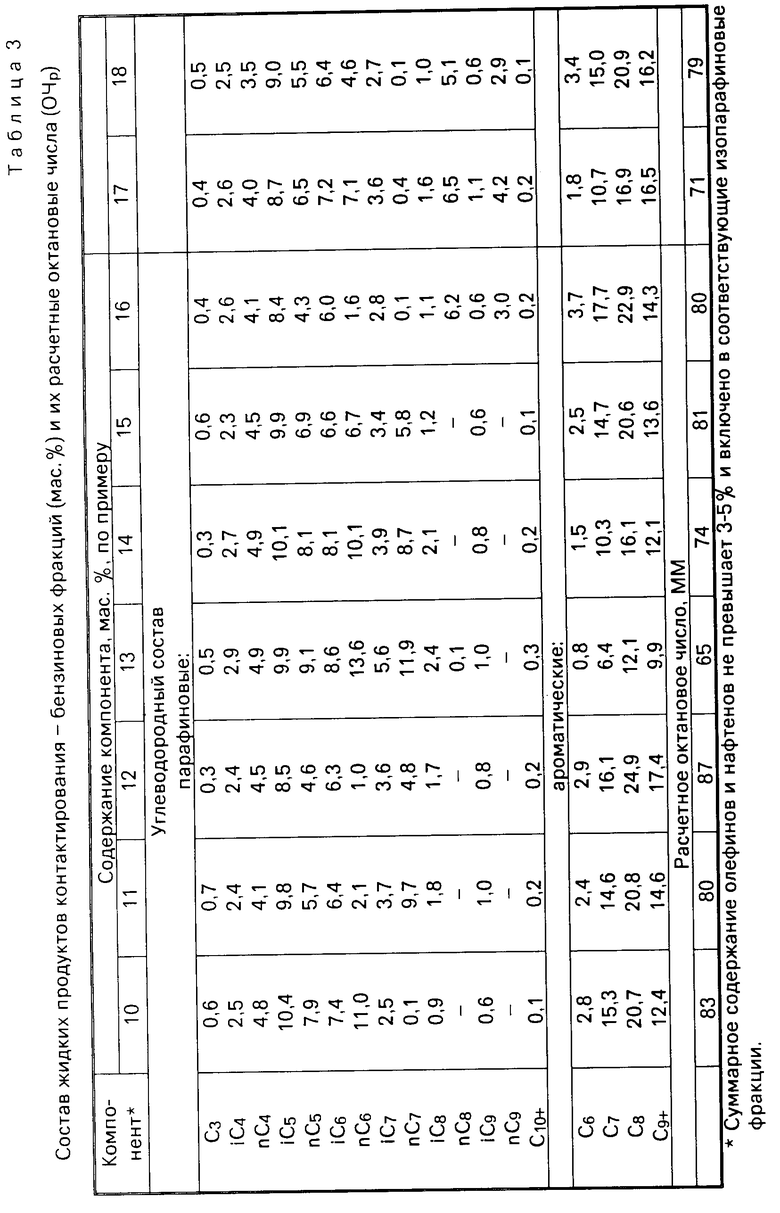
П р и м е р ы 10-12. В качестве сырья используют модельную углеводородную фракцию 36-115оС, содержащую 60 мас. н-парафинов (С5-10; С6-20; С7-30), 30% изопарафинов (2,2-диметилпентан), 10% ароматических (толуол) и имеющую расчетное октановое число ОЧр=50 ММ. По примеру 10 исходное сырье подвергают ректификации с выделением 20 мас. гексановой фракции, на 90% выкипающей в интервале 65-75оС; оставшаяся фракция сырья (80 мас.) выкипает в пределах 36-115оС и имеет ОЧр=55 ММ. по примерам 11-12 исходное сырье подвергают ректификации с выделением 30 мас. гептановой фракции, на 90% выкипающей в интервале 95-105оС; оставшаяся фракция сырья (70 мас.) выкипает в пределах 35-115оС и имеет ОЧр=71 ММ. Выделенные фракции и продукты пиролиза (получение которых описано ниже) смешивают и подвергают контактированию при температуре реакции Тр, давлении Р и весовой скорости подачи сырья g с катализатором в присутствии водорода при молярном отношении Н2/СН=10. Продукты контактирования разделяют с выделением углеводородных газов и бензиновой фракции (состав бензиновой фракции приведен в табл. 3). Часть углеводродных газов (80% на газ) подвергают пиролизу при температуре Тп=780оС в присутствии 25% паров воды. Углеводородные продукты пиролиза в качестве рецикла смешивают с выделенными из сырья фракциями и подвергают контактированию с катализатором, как указано выше. Выделенную из продуктов контактрования бензиновую фракцию смешивают с оставшейся фракцией сырья для получения целевого продукта высокооктановой бензиновой фракции. Условия осуществления процесса, составы катализаторов, выходы и расчетные октановые числа бензиновых фракций приведены в табл. 1.
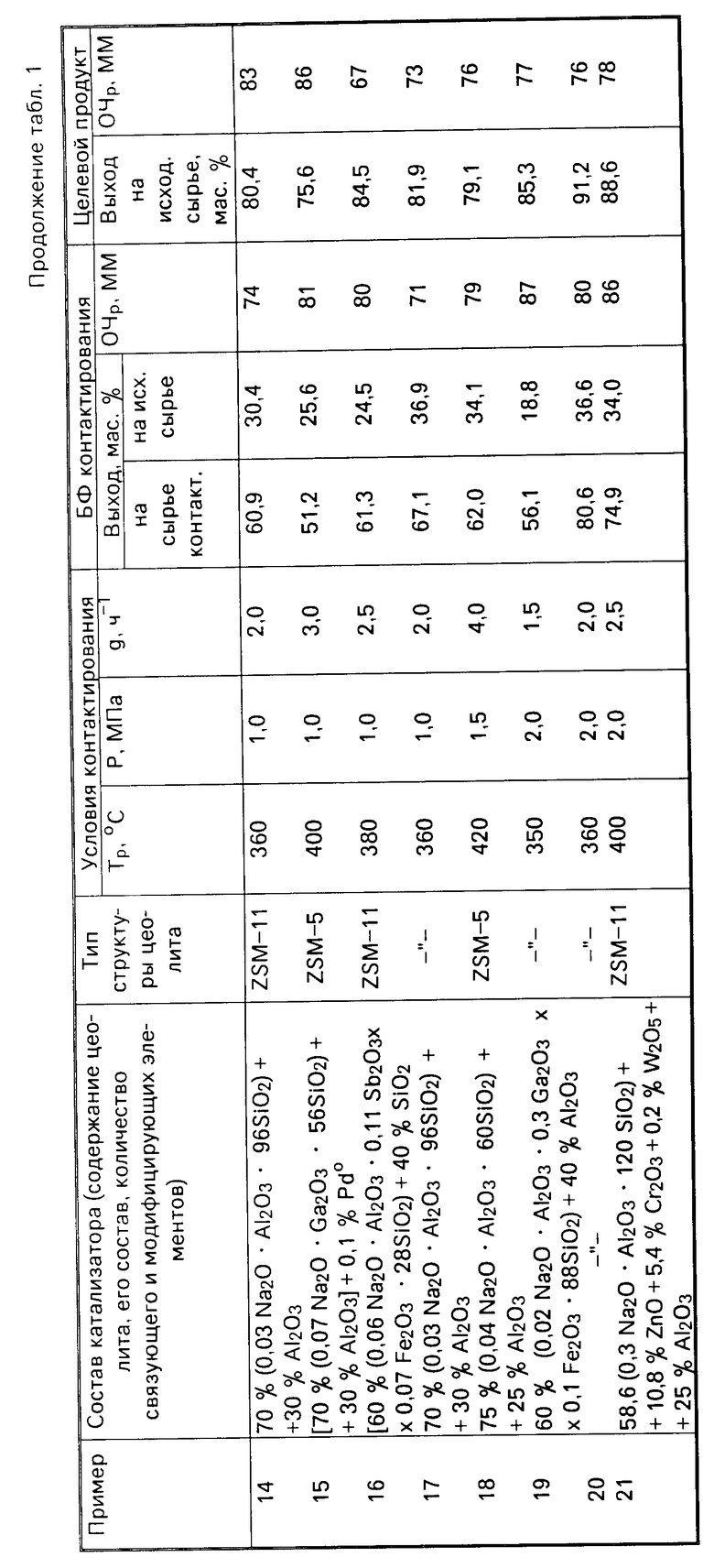
П р и м е р ы 13-15. Модельную углеовдородную фракцию состава и свойств, приведенных в примере 10, подвергают ректификации с выделением 20 мас. гексановой и 30% гептановой фракций. Оставшаяся фракция сырья (50 мас.) выкипает в пр еделах 36-115оС и имеет расчетное октановое число ОЧр=89 ММ; гексановая фракция на 90% выкипает в интервал 65-75оС; гептановая фракции на 90% выкипает в интервале 95-105оС. Гексановую, гептановую фракции и продукты пиролиза (получение которых описано ниже) смешивают и подвергают контактированию при температуре реакции Тр, давлении Р и весовой скорости подачи сырья g с катализатором в присутствии водорода при молярном отношении Н2/СН= 10. Продукты контактирования разделяют с выделением углеводородных газов и жидкой бензиновой фракции (состав бензиновой фракции приведен в табл. 3). Часть углеводородных газов ()80% на газ) подвергают пиролизу при температуре Тп= 780оС в присутствии 25% паров воды. Углеводородные продукты пиролиза в качестве рецикла смешивают с выделенными из сырья фракциями и подвергают контактированию с катализатором, как указано выше. Выделенную из продуктов контактирования бензиновую фракцию смешивают с оставшейся сыьевой фракцией для получния целевого продукта высокооктановой бензиновой фракции. Условия осуществления процесса, составы катализаторов, выходы и расчетные октановые числа бензиновых фракций приведены в табл. 1.
П р и м е р 16. Модельную углеводородную фракцию 36-170оС, содержащую 65 мас. н-парафинов (С5-5; С6-15; С7-10; С8-20; С9-15), 15% изопарафинов (изооктан), 20% ароматических (С7-5. С8-10; С9-5) и имеющую расчетное октановое число ОЧр= 32 ММ, подвергают ректификации с выделением 20 мас. октановой и 20% тяжелой бензиновой фракции. Оставшаяся фракция сырья (60 мас.) имеет ОЧр= 62 ММ и выкипает в интервале 36-150оС; октановая фракция на 90% выкипает в интервале 120-130оС; тяжелая бензиновая фракция выкипает в интервале 135-170оС, при этом 90% фракции выкипает выше 145оС. Октановую, тяжелую бензиновую фракци и пирогаз (получение которого описано ниже) смешивают и подвергают контактированию с катализатором при температуре реакции Тр)380оС, давлении Р=1,0 МПа и весовой скорости подачи сырья g=2,0 ч-1. Продукты контактирования разделяют с выделением углеводородных газов и жидкой бензиновой фракции (61,3% на сырьевую фракцию или 24,5% на исходное сырье). Часть углеводородных газов (75% на газ) подвергают пиролизу при температуре Тп= 840оС, времени контакта 0,6 с и давлении 0,2 МПа. Продукты пиролиза разделяют с выделением газообразной (пирогаз) и жидкой фракций (97,3 и 2,7% соответственно на сырье пиролиза). Пирогаз в качестве рецикла смешиавют с выделенными из сырья фракциями и подвергают контактированию выделенными из сырья Фракциями и подвергают контактированию с катализатором, как указано выше. Выделенную из продуктов контактирования бензиновую фракцию (состав приведен в табл. 3) с ОЧр=80 ММ, смешивают с оставшейся фракцией сырья для получения целевого продукта 84,5 мас. бензиновой фракции с ОЧр=67. Состав катализатора приведен в табл. 1.
П р и м е р ы 17-18. Модельную углеводородную фракцю 36-170оС состава и свойств, приведенных в примере 16, подвергают ректификации с выделением 15 мас. гексановой, 20% октановой и 20% тяжелой бензиновой фракции. Оставшаяся фракция сырья (45 мас.) имеет ОЧр=62 ММ и выкипает в интервале 36-150оС; гексановая фракция на 90% выкипает в интервале 65-75оС; октановая фракция на 90% выкипает в интервале 120-130оС; тяжелая бензиновая фракция выкипает в интервале 135-170оС, при этом 90% фракции выкипает выше 145оС. Гексановую, октановую, тяжелую бензиновую фракции и пирогаз (получение которого описано ниже) смешивают и подвергают контактрованию с катализатором при температуре реакции Тр, давлении Р и весовой скорости подачи сырья g. Продукты контактирования разделяют с выделением углеводородных газов и жидкой бензиновой фракции (состав жидких продуктов контактирования и их расчетные октановые числа приведены в табл. 3). Часть углеводородных газов (75% на газ подвергают пиролизу при Тп=840оС, времени контакта 0,6 с, давлении 0,2 МПа. Углеводородные продукты пиролиза разделяют с выделением газообразной (пирогаз) и жидкой фракций (97,3 и 2,7% соответственно на сырье пиролиза). Пирогаз в качестве рецикла смешивают с выделенными из сырья фракциями и подвергают контактированию с катализатором, как указано выше. Выделенную из продуктов контактирования бензиновую фракцию смешивают с оставшейся фракцией сырья для получения целевого продукта высокооктановой бензиновой фракции. Условия процесса, выходы и расчетные октановые числа бензиновых фракций приведены в табл. 1.
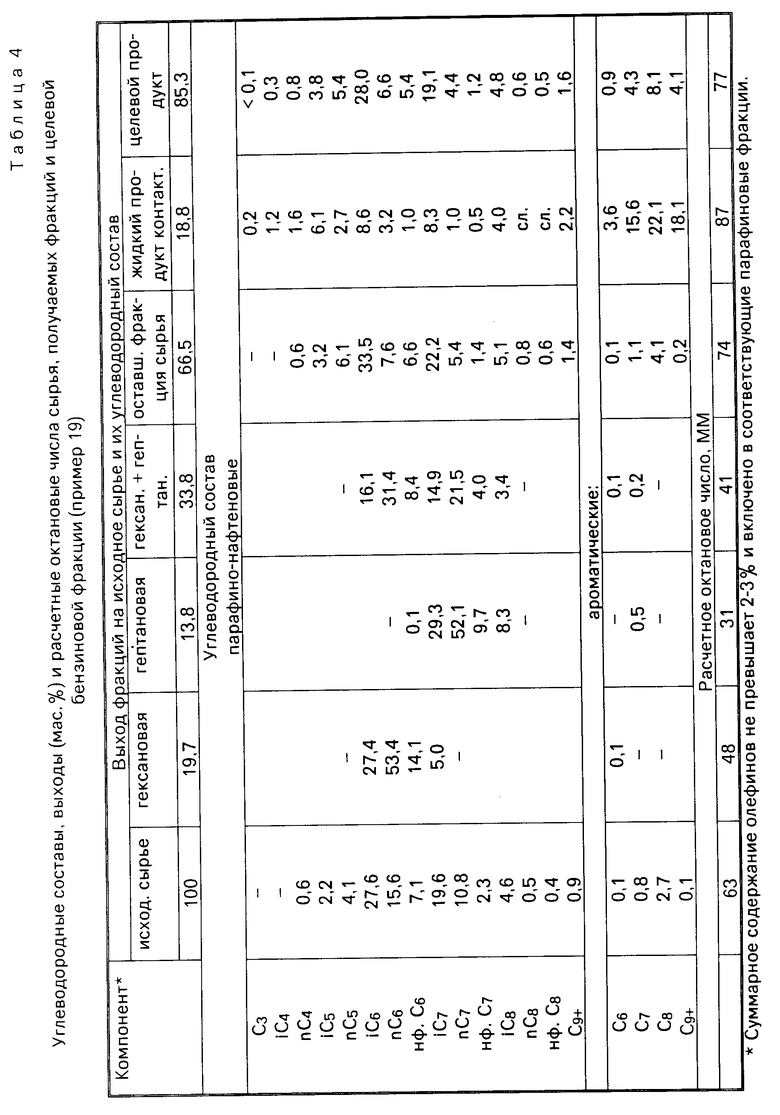
П р и м е р 19. Рафинат процесса риформинга углеводородную фракцию 354150оС с расчетным октановым числом ОЧр=63 ММ, состава приведенного в табл. 4, подвергают ректификации с выделением 19,7 мас. гексановой фракции и 13,8% гептановой фракции. Оставшаяся фрация сырья (66,5 мас.) имеет ОЧрММ и выкипает в пределах 35-150оС; гексановая фракция имеет ОЧр=48 ММ и выкипает в пределах 60-85оС, при этом ≈ 50% фракции выкипает в интервале 65-75оС; гептановая фрация имеет ОЧ-31 ММ и выкипает в пределах 90-115оС, при этом ≈ 50% фракции выкипает в интервале 95-105оС. Гексановую, гептановую фракции и продукты пиролиза (получение которых описано ниже) смешивают и подвергают контактрованию при Тр=350оС, Р=2 МПа и g=1-5 ч-1 с катализатором. Продукты реакци разделяют с выделением углеводородных газов и жидкой бензиновой фракции (56,1 на сырье контактирования или 18,8% на исходное сырье). Часть углеводородных газов (75% на газ) подвергают пиролизу при температуре Тп 800оС, времени контакта 0,8 с, давлении 0,2 МПа. Углеводородные продукты пиролиза в качестве рецикла смешивают с выделенными из сырья фрациями и подвергают контактированию с катализатором, как указано выше. Бензиновую фракцию контактирования с ОЧр= 87 ММ, смешивают с оставшейся фракцией сырья с получением 85,3% (на исходное сырье) целевого продукта бензиновой фракции с ОЧр=77 ММ. Составы получаемых фракций приведены в табл. 4, состав катализатора в табл. 1.
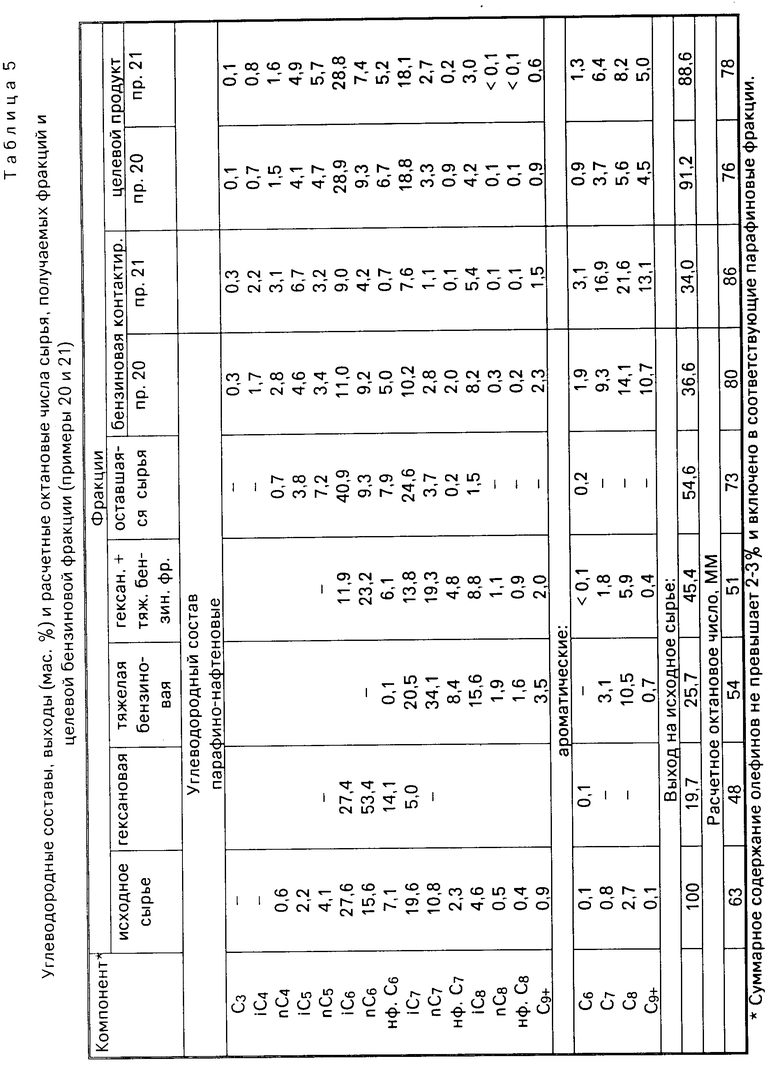
П р и м е р ы 20-21. Рафинат процесса риформинга углеводородную фракцию 35-150оС с расчетным октановым числом ОЧр=63 ММ, состава приведенного в табл. 5, подвергают ректификации с выделением 19,7% мас. гексановой фракции и 25,7% тяжелой бензиновой фракции. Оставшаяся фракция срья (54,6%) имеет ОЧр=73 ММ. гексановая фракция имеет ОЧр=48 ММ и выкипает в пределах 60-85оС, при этом 50% фракции выкипает в интервале 65-75оС; тяжелая бензиновая фракция имеет ОЧр=54 ММ и выкипает в пределах 85-150оС, при этом 70% фракции выкипает выше 95оС, составы фракций приведены в табл. 5. Гексановую, тяжелую бензиновую фракции и продукты пиролиза (получение которых описано ниже) смешивают и подвергают контактированию при температуре реакции Тр, давлении Р и весовой скорости подачи g с катализатором. Продукты реакции разделяют с выделением углеводородных газов и жидкой бензиновой фракции. Часть углеводородных газов (75% на газ) подвергают пиролизу при Тп=800оС, времени контакта 0,8 с, давлении 0,2 МПа. Продукты пиролиза в качестве рецикла смешивают с выделенными из сырья фракциями и подвергают контактированию с катализатором, как указано выше. Выделенную из продуктов контактирования бензиновую фракцию смешивают с оставшелйся фракцией сырья с получением целевого продукта высокооктановой бензиновой фракции. Условия проведения процесса, составы катализаторов, выходы и расчетные октановые числа бензиновых фракций приведены в табл. 1. Составы выделяемых фракций и целевых продуктов приведены в табл. 5.
Таким образом, из приведенных примеров и данных таблиц следуте, что в случае реализации предлагаемого способа возможно получение бензиновых фракций с большими выходами и большими октановыми числами, чем аналогично прототипа. При получении бензиновых фракций с одинаковыми выходами, по предлагаемому способу октановые числа бенинов выше на 5-7 пунктов, чем по прототипу (см. примеры 2 и 6, 7; 3 и 8; 4 и 9). При получении по предлагаемому способу бензиновых фракций с октановыми числами на 1-3 пункта превышающими ОЧ прототипа, выход целевого бензина по предлагаемому способу выше на 5-6% чем по прототипу (см. примеры 3 и 6, 7. 4 и 8).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКООКТАНОВЫХ БЕНЗИНОВЫХ ФРАКЦИЙ И АРОМАТИЧЕСКИХ УГЛЕВОДОРОДОВ | 1993 |
|
RU2039790C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКООКТАНОВЫХ БЕНЗИНОВЫХ ФРАКЦИЙ | 1993 |
|
RU2050404C1 |
| СПОСОБ ПОЛУЧЕНИЯ МОТОРНЫХ ТОПЛИВ | 1992 |
|
RU2008323C1 |
| СПОСОБ ПОЛУЧЕНИЯ МОТОРНЫХ ТОПЛИВ ИЗ ГАЗОВОГО КОНДЕНСАТА | 1992 |
|
RU2030446C1 |
| СПОСОБ ПОЛУЧЕНИЯ МОТОРНЫХ ТОПЛИВ | 1992 |
|
RU2010836C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКООКТАНОВЫХ БЕНЗИНОВЫХ ФРАКЦИЙ | 1993 |
|
RU2044030C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКООКТАНОВЫХ БЕНЗИНОВ | 1992 |
|
RU2024585C1 |
| СПОСОБ ПЕРЕРАБОТКИ НЕФТИ И ГАЗОВОГО КОНДЕНСАТА | 2008 |
|
RU2395560C2 |
| СПОСОБ ПЕРЕРАБОТКИ УГЛЕВОДОРОДНОГО СЫРЬЯ (ВАРИАНТЫ) | 2004 |
|
RU2304608C2 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКООКТАНОВЫХ БЕНЗИНОВЫХ ФРАКЦИЙ И АРОМАТИЧЕСКИХ УГЛЕВОДОРОДОВ | 2007 |
|
RU2334781C1 |
Использование: в нефтехимии, в частности в способе разделения углеводородного сырья на фракции. Сущность изобретения: способ предусматривает дистилляцию углеводородного сырья с выделением гексановой и/или гептановой, и/или октановой, и/или нонановой, и/или тяжелой бензиновой фракции, которые контактируют с катализатором на основе цеолита типа ZSM, в том числе ZSM - 5, в том числе модифицированного элементами второй, шестой и восьмой групп Периодической системы. Продукты контактирования разделяют на газообразные и жидкие. Последние смешивают с оставшейся фракцией сырья. Газообразные продукты подвергают пиролизу. Продукты пиролиза или предварительно выделенный из них пирогаз смешивают с выделенными из сырья фракциями и полученную смесь подвергают контактированию. 5 з.п. ф-лы, 5 табл.
| Патент США N 3759821, кл | |||
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |

