Изобретение относится к способам получения моторных топлив - дизельных и неэтилированных высокооктановых бензинов из газового конденсата.
Известен способ получения высокооктановых бензинов путем риформинга бензиновых фракций газовых конденсатов [1] . Согласно данного способа фракции газовых конденсатов 62-180 или 85-180оС подвергают первоначально каталитической гидроочистке, осушке адсорбентом, а затем риформингу на катализаторе АП-64. Риформинг проводят при температурах 480-510оС, давлении 3,5 МПа, объемной скорости подачи сырья 1,5 ч-1, при циркуляции водородсодержащего газа и в присутствии добавки к сырью - четыреххлористого углерода. Данным способом возможно получение бензиновых фракций с выходом 79-89 мас. % и с ОЧ 79-89 ММ. Основным недостатком данного способа является сложная технология подготовки сырья для процесса.
Наиболее близким по своей технической сущности и достигаемому эффекту является способ получения моторных топлив из фракций газового конденсата [2] . Согласно прототипу неэтилированные высокооктановые бензины производят процессом "цеоформинг" из прямогонных бензиновых фракций, выделяемых из газовых конденсатов наряду с газообразными, прямогонными дизельными и остаточными фракциями. Процесс цеоформинга осуществляют следующим образом [2] .
ПБФ фракционируют с выделением фракций НК-58 и > 58оС, фракцию > 58оС подвергают контактированию с цеолитсодержащим катализатором при повышенных температурах (до 460оС) и избыточном давлении (до 5 МПа), продукты реакции фракционируют с выделением углеводородных газов, остаточной фракции > 185оС и высокооктановой фракции < 195оС, которую компаундируют с фракцией НК-58оС для получения целевого бензина. Основным недостатками данного способа являются относительно низкие октановые числа и выходы получаемых бензинов.
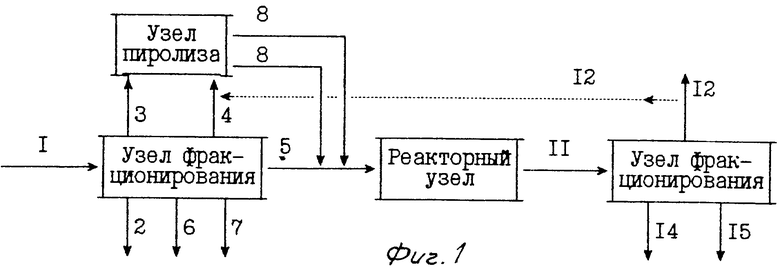
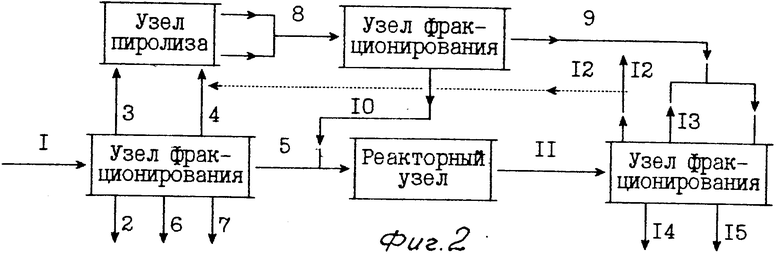
Сущность изобретения заключается в следующем (см. фиг. 1 и 2). Нестабильный газовый конденсат (1) направляют на узел фракционирования, где происходит выделение топливного газа (2), этановой фракции (3), пропан-бутановой фракции (4) и стабильного газового конденсата. Стабильный конденсат подвергают ректификации с выделением прямогонных бензиновой (5), дизельной (дизельное топливо - 6) и остаточной > 240оС (7) фракций. Этановую фракцию (3) и/или пропан-бутановую (4) фракцию или ее смесь с газообразными продуктами контактирования сырья с катализатором (12), направляют на узел пиролиза, где раздельно подвергают пиролизу соответственно при температурах 600-950 и 550-900оС. Далее способ осуществляют по одному из двух вариантов. Или (фиг. 1), продукты пиролиза (8) смешивают с ПБФ (5) и направляют в реакторный узел, где подвергают совместному контактированию с цеолитсодержащим катализатором. Продукты контактирования (11) фракционируют с выделением углеводородных газов (12) и бензиновой фракции (13), которую подвергают ректификации для выделения целевого высокооктанового бензина (14) и остаточной фракции > 185оС (15). Или (фиг. 2) продукты пиролиза (8) разделяют с выделением жидкой (пироконденсат - 9) и газообразной (пирогаз - 10) фракций. Пирогаз (10) смешивают с ПБФ (5) и направляют в реакторный узел, где совместно подвергают контактированию с цеолитсодержащим катализатором. Продукты контактирования (11) фракционируют с выделением углеводородных газов (12) и бензиновой фракции (13), которую компаундируют с пироконденсатом (9) и подвергают ректификации для выделения целевого высокооктанового бензина (14) и остаточной фракции > 185оС (15).
В качестве катализатора используют системы на основе цеолитов со структурой типа ZSМ-5 или ZSM-11, в т. ч. модифицированные элементами I, II, III, IV, V, VI и VIII групп периодической системы, приготовленные известными способами. Каталитическое превращение сырья проводят в интервале температур 300-480оС и давлений 0,2-4,0 МПа.
Выбор фракционного состава дизельных топлив определяется двумя основными факторами: составом и свойствами исходного газового конденсата и желаемым соотношением объемов получаемых бензинов и дизельных топлив. Так для повышения выхода (на конденсат) бензина следует поднимать температуру конца кипения прямогонной бензиновой фракции; соответственно будет повышаться температура начала кипения дизельной фракции и выход ее будет падать. Для увеличения выхода дизельного топлива следует расширять (в пределах стандарта) температурные интервалы выкипания дизельных фракций.
Основными преимуществами предлагаемого способа являются повышенные выходы и большие октановые числа получаемых бензинов.
П р и м е р 1. Нестабильный газовый конденсат состава, мас. % : С1 13,7; С2 8,5; С3 8,2; С4 7,5; С5 7,6; С6 10,6; С7 10,7; С8 9,1; С9 7,1; С10 5,2; С11 3,4; С12 2,6; С13 1,8; С14 1,2; С15 0,8; С16 1,5; СО2 0,4; N2 0,1, фракционируют с выделением 14,2 мас. % топливого газа (С1, СО2, N2), 8,5% этановой фракции, 15,7% пропан-бутановой фракции и 61,6% стабильного газового конденсата (СГК). СГК подвергают ректификации с выделением (в мас. % на ВГК): 56,8% прямогонной бензиновой фракции НК-165оС с ОЧ = 65 НМ, 33,4 дизельной фракции 165-300оС и 9,8% остаточной фракции 300-345оС. Этановую и пропан-бутановую фракции направляют на узел пиролиза, где раздельно осуществляют из пиролиз соответственно при температурах Тп = 820оС и Тп'' = 780оС, давлении Рп = Рп'' = 0,15 МПа и временных контактов 0,7 и 1,3 с. Продукты пиролиза смешивают с прямогонной бензиновой фракцией (ПБФ) и направляют в реакторный узел, где совместно подвергают контактированию с катализатором при температуре реакции Тр = 400оС, давлении Р = 1,3 МПа и объемной скорости подачи жидкой ПБФ = 2,5 ч-1. Катализатор содержит 70 мас. % цеолита структуры ZSM-11 общей формулы 0,3 Na2O Al2O3 120 SlO2 и 30% Al2O3. Продукты контактирования фракционируют с выделением углеводородных газов и высокооктановой бензиновой фракции (91,7 мас. % на ПБФ), из которой ректификацией выделяют 80,7% (на ПБФ) целевого бензина (фр. НК-195оС с ОЧ = 88 ИМ) и 11,0% остаточной фракции > 195оС. Выход целевых продуктов на СГК составляет: высокооктанового бензина - 45,8% , дизельного топлива - 33,4 мас. % .
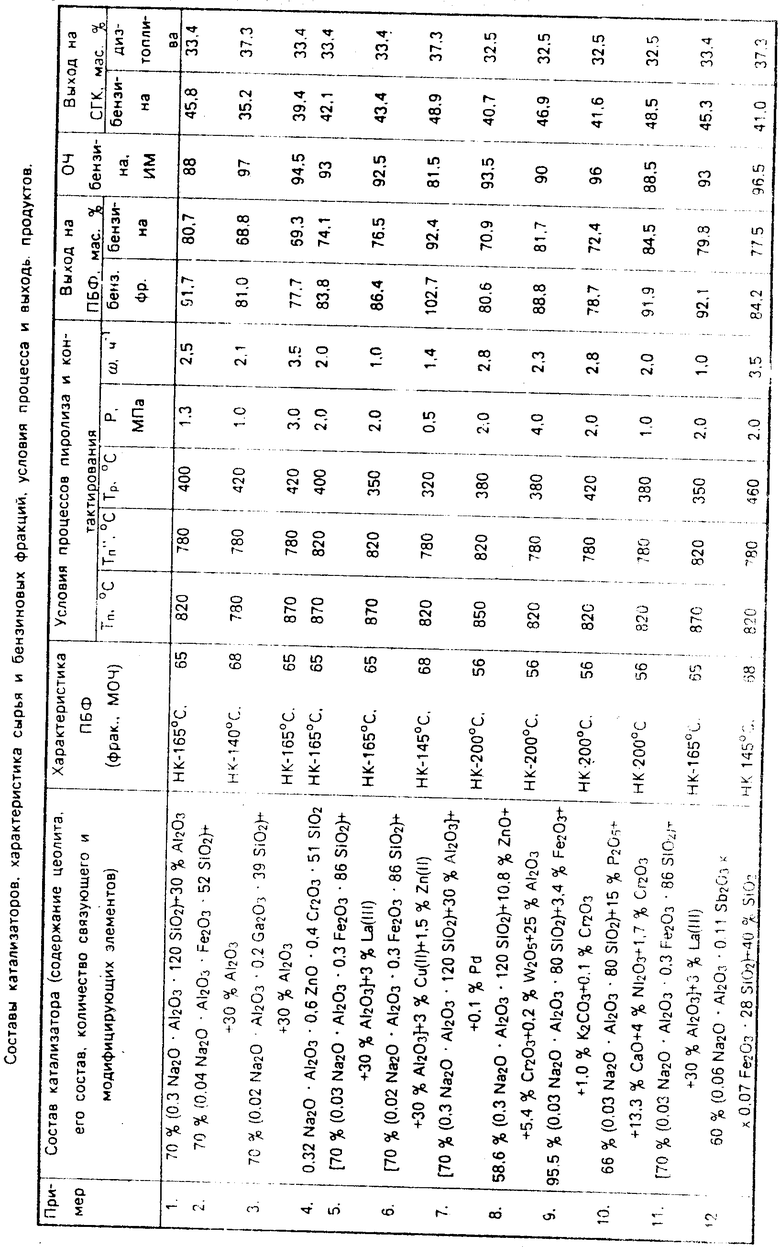
П р и м е р ы 2-6. Аналогичны примеру 1. Условия осуществления способа, составы катализаторов, свойства сырья м целевых продуктов, выходы высокооктановой бензиновой фракции, бензина и дизельного топлива приведены в таблице 1. Применяемые в катализаторах цеолиты имеют структуру ZSM-11 (примеры 2, 3) и ZSM-5 (примеры 4-6).
П р и м е р 7. Нестабильный газовый конденсат состава, мас. % : С1 13,7; С2 8,5; С3 8,2; С4 7,5; С5 7,6; С6 10,6; С7 10,7; С8 9,1; С9 7,1; С10 5,2; С11 3,4; С12 2,6; С13 1,8; С14 1,2; С15 0,8; С16 1,5; Со2 0,4; N2 0,1. фракционируют с выделением 14,2 мас. % топливного газа (С1, СО2, N2), 8,5% этановой фракции, 15,7% пропан-бутановой фракции и 61,6% стабильного газового конденсата (СГК). СГК подвергают ректификации и выделением (в мас. % на СГК): 57,4% прямогонной бензиновой фракции (ПБФ) НК-200оС с ОЧ = 56 ИМ, 32,5% дизельной фракции 200-320оС и 8,1% остаточной фракции 320-345оС. Этановую и пропан-бутановую фракции раздельно подвергают пиролизу, который осуществляют соответственно при температурах Тп = 850оС и Тп'' = 820оС, давлении Рп = Рп'' = 0,2 МПа и временах контакта 0,5 и 1,3 с. Продукты пиролиза смешивают и фракционируют с выделением газообразной (пирогаз) и жидкой (пироконденсат) фракций. Пирогаз смешивают с ПБФ и совместно в реакторном узле подвергают контактированию при температуре реакции Тр = 380оС, давлении Р = 2,0 МПа и объемной скорости подачи жидкой ПБФ = 2,8 ч-1 с катализатором. Катализатор содержит 70 мас. % цеолита типа ZSM-11 состава 0,3 Na2O Al2O3 120 SlO2, 30% Al2O3 и модифицирован 0,1% Рd. Продукты контактирования фракционируют с выделением углеводородных газов и бензиновой фракции, которую компаундируют с пироконденсатом. Полученную в результате компаундирования высокооктановую бензиновую фракцию (80,6% на ПБФ) подвергают ректификации для выделения целевого бензина - фр. НК-195оС с ОЧ = 93,5 ИМ (70,9% на ПБФ) и остаточной фракции > 195оС. Выход целевых продуктов на СГК составляет: высокооктанового бензина - 40,7% , дизельного топлива - 32,5 мас. % .
П р и м е р ы 8-10. Аналогичны примеру 7. Условия осуществления способа, составы катализаторов, свойства сырья и целевых продуктов, выходы высокооктановой бензиновой фракции, бензина и дизельного топлива приведены в таблице 1. Применяемые в катализаторах цеолиты имеют структуру ZSM-11 (пример 8) и ZSM-5 (примеры 9, 10).
П р и м е р 11. Нестабильный газовый конденсат состава, мас. % : С1 13,7; С2 8,5; С3 8,2; С4 7,5; С5 7,6; С6 10,6; С7 10,7; С8 9,1; С9 7,1; С10 5,2; С11 3,4; С12 2,6; С13 1,8; С14 1,2; С15 0,8; С16 1,5; СО2 0,4; N2 0,1, фракционируют с выделением 14,2 мас. % топливного газа (С1, СО2, N2), 8,5% этановой фракции, 15,7% пропан-бутановой фракции и 61,6% стабильного газового конденсатора (СГК). СГК подвергают ректификации с выделением (в мас. % на СГК): 56,8% прямогонной бензиновой фракции НК-165оС с ОЧ = 65 ИМ, 33,4% дизельной фракции 165-300оС (дизтопливо) и 9,8% остаточной фракции 300-345оС. Этановую фракцию подвергают пиролизу при Тп = 870оС, Р = 0,2 МПа и времени контакта 1,3 с. Пропан-бутановую фракцию смешивают с газообразными продуктами контактирования и подвергают совместному пиролизу при Тп'' = 820оС, Рп'' = 0,2 МПа и времени контакта 1,3 с. Продукты пиролиза обеих фракций смешивают с ПБФ и совместно подвергают контактированию с катализатором при Тр = 350оС, Р = 2,0 МПа и = 1,0 ч-1. Катализатор содержит 70 мас. % цеолита структуры ZSM-5 состава 0,03 Na2O Al2O3 0,3 Fe2O3 86 SiO2, 30% Al2O3 и модифицирован 3% La (III). Продукты контактирования фракционируют с выделением углеродных газов, часть которых направляют на смешение с пропан-бутановой фракцией до ее пиролиза, и высокооктановой бензиновой фракцией. Высокооктановую бензиновую фракцию (92,1% на ПБФ) подвергают ректификации для выделения целевого бензина - фр. 35-195оС с ОЧ = 93 ИМ (79,8% на ПБФ) и остаточной фракции > 195оС. Выход целевых продуктов на СГК составляет: высокооктанового бензина - 45,3% , дизельного топлива - 33,4 мас. % .
П р и м е р 12. Аналогичен примеру 11. Условия осуществления, состав катализатора, характеристика сырья и продуктов, выходы продуктов приведены в табл. 1. Цеолит, применяемый в составе катализатора, имеет структуру ZSM-11. (56) Майоров В. И. , Пак Д. А. , Саркисян Л. М. , Загребин В. Т. Малогабапритные установки для получения моторных топлив. - Газовая промышленность, 1979, N 11, с. 14-16.
А. с. СССР N 212413, 1968, Бюл. 26.
Шкуратова Е. А. , Федоров А. П. , Мельникова Н. П. и др. Получение высокооктановых бензинов каталитическим риформингом бензиновых фракций газоконденсатов. / В сб. Получение и разделение продуктов нефтехимического синтеза. Краснодарское книжн. изд-во, 1974, 215 с. (с. 55-64).
Агабалян Л. Г. , Хаджиев С. Н. , Роговская Н. Х. и др. Каталитическая переработка прямогонных фракций газового конденсата и высокооктановые топлива. - Химия и технология топлив и масел, 1988, N 5, с. 6-7.
Составы катализаторов, характеристика сырья и бензиновых фракций, условия процесса и выходы продуктов,
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ МОТОРНЫХ ТОПЛИВ ИЗ ГАЗОВОГО КОНДЕНСАТА | 1992 |
|
RU2030446C1 |
| СПОСОБ ПОЛУЧЕНИЯ МОТОРНЫХ ТОПЛИВ | 1992 |
|
RU2008323C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКООКТАНОВЫХ БЕНЗИНОВ | 1992 |
|
RU2024585C1 |
| СПОСОБ ПЕРЕРАБОТКИ НЕФТИ И ГАЗОВОГО КОНДЕНСАТА | 2008 |
|
RU2395560C2 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКООКТАНОВЫХ БЕНЗИНОВЫХ ФРАКЦИЙ | 1993 |
|
RU2050404C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКООКТАНОВЫХ БЕНЗИНОВЫХ ФРАКЦИЙ | 1993 |
|
RU2034902C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКООКТАНОВЫХ БЕНЗИНОВЫХ ФРАКЦИЙ И АРОМАТИЧЕСКИХ УГЛЕВОДОРОДОВ | 1993 |
|
RU2039790C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКООКТАНОВЫХ БЕНЗИНОВЫХ ФРАКЦИЙ И АРОМАТИЧЕСКИХ УГЛЕВОДОРОДОВ | 2007 |
|
RU2334781C1 |
| Способ получения высокооктанового бензина из газового конденсата | 1984 |
|
SU1312950A1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКООКТАНОВЫХ БЕНЗИНОВЫХ ФРАКЦИЙ | 1993 |
|
RU2044030C1 |
Сущность изобретения: моторные топлива получают фракционированием газового конденсата с выделением этановой, пропанбутановой, прямогонных бензиновой, дизельной и остаточной фракций. Прямогонную бензиновую фракцию контактируют при 300 - 480С 0,2 - 4 МПа с цеолитсодержащим катализатором. Полученные продукты разделяют на газообразные и жидкие. Жидкие продукты подвергают ректификации и выделяют бензиновую и остаточную фракции. Этановую и/или пропан-бутановую, или пропан-бутановую фракцию в смеси с газообразными продуктами контактирования раздельно подвергают пиролизу с последующим смешиванием продуктов пиролиза с прямогонной бензиновой фракцией. Смесь подают на контактирование с катализатором. Продукты пиролиза фракционируют с выделением жидкой и газообразной фракций. Смесь газообразной фракции с прямогонной бензиновой фракцией контактируют с катализатором. Жидкую фракцию компаундируют с жидкими продуктами контактирования до их ректификации на целевой бензин и остаточную фракцию. В качестве катализатора используют системы, приготовления на основе цеолитов со структурой ZSM - 5 или ZSM - 11, в т. ч. модифицированные элементами 1, 2, 3, 5, 6 и 8 групп периодической системы элементов. 3 з. п. ф-лы, 2 ил.

