Изобретение относится к способам получения неэтилированных высокооктановых бензиновых фракций и ароматических углеводородов из углеводородного сырья, выкипающего в области температур кипения бензинов. Сырьем процесса могут быть бензиновые фракции вторичного происхождения (бензины каталитического крекинга, гидрокрекинга, риформаты и т.д.), прямогонные бензины и т.п.
Высокооктановые неэтилированные бензины обычно производят путем компаундирования базовых бензинов (прямогонные бензины, бензины каталитического крекинга и т.д.) с высокооктановыми компонентами (риформатами, алкилатами и т. п. ), т. е. путем смешения компонентов, полученных различными процессами нефтепеpеработки. Поэтому разрабатывают способы, позволяющие получать высокооктановые бензины одним каталитическим процессом. Ароматические углеводороды являются как высокооктановыми компонентами бензинов, так и сырьем для процесса нефтехимического и органического синтезов. Основным промышленным процессом получения ароматических углеводородов является процесс риформинга. Основной недостаток процесса риформинга необходимость предварительной стадии глубокой гидроочистки сырья.
В последнее время для процессов получения высокооктановых бензиновых фракций и процессов производства ароматических углеводородов находят применение катализаторы, приготовленные на основе цеолитов со структурой ZSM-5, -11, позволяющие перерабатывать различное углеводородное сырье.
Известны способы превращения углеводородного сырья С2-С12 в высокооктановые бензиновые фракции или в ароматические углеводороды в присутствии водородсодержащего газа. Согласно данным способов превращения сырья проводят в интервале температур 100-700оС и давлений 0,1-11 МПа на катализаторах, содержащих цеолиты типа ZSM-5, -11, в т.ч. модифицированных элементов I-CIII групп. Общим недостатком данных способов является большая потребность в катализаторе, т.е. большое количество катализатора, необходимое для переработки единицы веса сырья, а в некоторых случаях низкие выходы и низкие октановые числа получаемых бензинов.
Известны способы получения высокооктановых бензинов и ароматических углеводородов в безводородной среде. Согласно данным способов превращение углеводородных фракций, выкипающих в области температур кипения бензина, в целом проводят в интервале температур 200-815оС и давлений 0,1-7 МПа. Применяемые катализаторы содержат цеолиты типа ZSM-5, -11, и могут быть модифицированы элементами I-VIII групп и дополнительно могут содержать цеолиты типа Х и Y. Общим недостатком данных способов является большая удельная потребность в катализаторе, а в некоторых случаях низкие выходы бензиновых фракций и ароматических углеводородов; незначительное повышение октановых чисел бензинов; применение высоких температур реакций.
Для повышения выхода и октанового числа бензинов применяют и комбинированные способы переработки углеводородного сырья, сочетающие несколько стадий. Известен способ повышения октановых чисел вторичных бензинов, согласно которому бензин процесса Фишера-Тропша разделяют с выделением фракций С5-С6 и С7+. Фракцию С7+ в одной реакционной зоне подвергают гидрированию на Al-Co-Mo катализаторе, а фракцию С5-С6 в другой реакционной зоне превращению при температуре 165-260оС, давлении 4,2-4,9 МПа на катализаторе, содержащем цеолиты ZSM-5, -11, -12, -21, -35, -38. Жидкие продукты контактирования обеих реакционных зон смешивают и подвергают ректификации с выделением бензина фр. С5 -205оС и остаточной фракции > 205оС. В результате осуществления способа возможно повышение октановых чисел бензинов от 84 до 91,5 ММ. Основным недостатком данного способа является применение двух принципиально различных процессов и типов катализаторов.
Технологии с использованием нескольких реакционных зон применяют и для получения ароматических углеводородов [1] Согласно данному способу превращение смеси нафты и олефиновой фракции проводят в двух реакционных зонах на различных катализаторах в среде водородсодержащего газа. Процесс проводят при избыточном давлении в интервале температур 450-530оС с применением платинорениевого катализатора риформинга и цеолитсодер- жащего катализатора (Fе-силикат со структурой типа ZSM). Основными недостатками данного способа являются высокие температуры реакций и использование двух принципиально различных типов катализатора.
Известны способы получения ароматических углеводородов, по которым превращение сырья проводят в нескольких реакционных зонах с применением только цеолитных катализаторов [2 и 3] Согласно [2] процесс ароматизации прямогонных бензиновых фракций проводят путем последовательного контактирования сырья в двух реакционных зонах (РЗ) в интервале температур 425-815оС, давлений 0,1-3.5 МПа и объемной скорости подачи сырья 1-15 ч-1 с последующим разделением продуктов реакции для выделения углеводородных газов и ароматических углеводородов. Возможно осуществление стадии контактирования сырья с катализатором в среде водородсодержащего газа. В 1-й РЗ используют катализатор на основе цеолита Zn-ZSM-5. Во 2-й РЗ используют бицеолитный катализатор на основе цеолитов ZSM-5 и эрионита. Основными недостатками данного способа являются большая удельная потребность в катализаторе, относительно низкие выходы ароматических углеводородов и высокие температуры процесса.
Наиболее близким по технической сущности и достигаемому эффекту является способ ароматизации углеводородов С2-С10 [3] Согласно этому способу углеводородное сырье превращают в двух реакционных зонах на катализаторе, содержащем цеолиты ZSM-5 или ZSM-11, в т.ч. модифицированных 0,1-10 мас. металлами I, II, III, IV, VII и VIII групп в разном сочетании. При превращении пропанпропиленовой фракции при температурах реакции 593 и 510оС соответственно в 1-й и во 2-й реакционных зонах выход жидких продуктов (т.е. ароматической фракции) составляет 40-54 мас. Основными недостатками прототипа являются большое количество катализатора, необходимое для переработки единицы веса исходного сырья и применение высоких температур реакции.
Целью изобретения является снижение количества катализатора, необходимого для переработки единицы массы сырья. Последнее можно охарактеризовать отношением массы катализатора к массе сырья, перерабатываемого за единицу времени.
Поставленная цель достигается следующим образом. Углеводородное сырье, выкипающее в интервалах температур кипения бензинов, подвергают последовательному контактированию в нескольких (не менее двух) реакционных зонах с цеолитсодержащим катализатором. Возможно осуществление стадии контактирования в среде водородсодержащего газа. После каждой реакционной зоны промежуточные продукты реакции разделяют с выделением газообразных продуктов, легкой и тяжелой бензиновых фракций. При этом легкая бензиновая фракция выкипает не менее чем на 70% до температуры 105-130оС, а тяжелая бензиновая фракция выкипает не менее чем на 70% выше температуры 105-130оС. Выделенную легкую бензиновую фракцию подвергают контактированию в последующей реакционной зоне (после 1-й реакционной зоны во 2-й; после 2-й -в 3-й и т.д.). Возможно понижение температуры конца выкипания легкой бензиновой фракции от 130 до 105оС при ее подаче в последующую реакционную зону. После последней реакционной зоны продукты контактирования разделяют с выделением газообразной и жидкой бензиновой или ароматической фракций. Тяжелые бензиновые фракции, выделенные из промежуточных продуктов реакции, смешивают с жидкими продуктами контактирования последней реакционной зоны для получения целевого продукта (фиг.1).
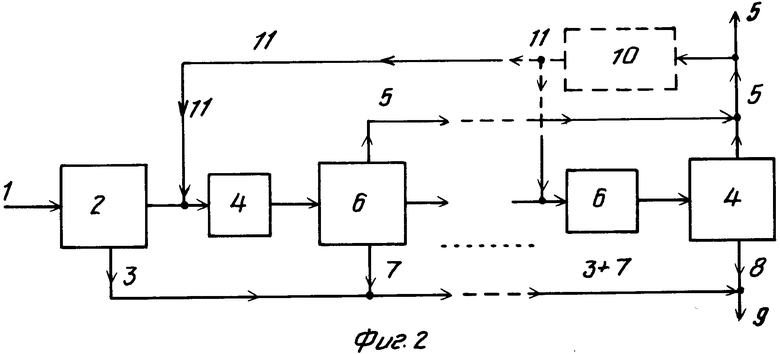
При наличии в исходном сырье достаточного количества ароматических углеводородов (не менее 10-15%) процесс дополнительно можно осуществлять с предварительной ректификацией сырья на легкую и тяжелую бензиновые фракции. Тогда контактированию с катализатором в 1-й реакционной зоне подвергают легкую бензиновую фракцию сырья, а тяжелую бензиновую фракцию сырья смешивают с жидкими продуктами контактирования последней реакционной зоны (фиг.2).
Для повышения выхода бензина в рамках заявляемого способа дополнительно возможна переработка газообразных продуктов контактирования. В последнем варианте процесса часть выделенных из продуктов контактирования газообразных углеводородов подвергают пиролизу при температуре 550-900оС. Продукты пиролиза или предварительно разделяют с выделением жидкой и газообразной (пирогаз) фракции, а затем пирогаз или продукты пиролиза смешивают с любым сырьем фракцией, поступающей в любую или в несколько реакционных зон, где полученную смесь подвергают контактированию с катализатором.
Стадии контактирования осуществляют при температуре реакции 300-480о (лучше 320-480оС) и давлении 0,2-4 МПа (лучше 0,5-4 МПа). В процессе применяют катализаторы, содержащие цеолиты со структурой ZSM-5, ZSM-11, в т.ч. модифицированные элементами I, II, III, IV, V, VI и VIII групп периодической системы элементов. Катализаторы готовят известными способами. Технологические параметры стадий контакти- рования в разных реакционных зонах и составы используемых в них катализаторов могут отличаться.
В зависимости от условий проведения процесса, варьируя температуру реакции, давление и скорость подачи, возможно получение как неэтилированных высокооктановых бензинов с ограниченным в них содержанием ароматических углеводородов (содержание последних в автобензинах не должно превышать 45-50% так и фракции с высоким содержанием ароматических углеводородов. Данным способом возможно одновременное получение бензиновых фракций с различными октановыми числами и разным содержанием ароматических углеводородов путем их частичного отбора (отвода) после разных реакционных зон.
Основные отличительные признаки предлагаемого способа:
разделение промежуточных (между реакционными зонами) продуктов контактирования с выделением углеводородных газов, легкой и тяжелой бензиновых фракций; контактирование с катализатором в последующей реакционной зоне легкой бензиновой фракции и смешивание тяжелой бензиновой фракции с жидкими продуктами контактирования последней реакционной зоны;
ректификация исходного сырья с выделением легкой и тяжелой бензиновых фракций с последующим контактированием легкой бензиновой фракции с катализатором в первой реакционной зоне и смешиванием тяжелой бензиновой фракции сырья с жидкими продуктами контактирования последней реакционной зоны;
пиролиз газообразных продуктов контактирования, смешивание продуктов пиролиза или предварительно выделенного из них пирогаза с любым сырьем (фракцией), поступающим на контактирования в любую реакционную зону;
возможность проведения процесса в среде водородсодержащего газа.
Основными преимуществами предлагаемого способа являются:
меньшее количество катализатора, необходимое для переработки единицы массы исходного сырья);
применение более низких температур реакций;
возможность одновременного получения бензиновых фракций с разными октановыми числами.
П р и м е р 1 (прототип). Пропанпропиленовую фракцию (50/50%) при массовой скорости подачи сырья 3,48 ч-1 подвергают последовательному контактированию в двух реакционных зонах с равным количество катализатора при температуре реакции 593 и 510оС соответственно. В качестве катализатора используют цеолит HZSM-5, модифицированный 1 мас. Zn. В результате контактирования образуется 50,1 мас.углеводородных газов и 49,9% жидкой фракции, содержащей 98,1% ароматических углеводородов. Выход ароматических углеводородов ≈49%
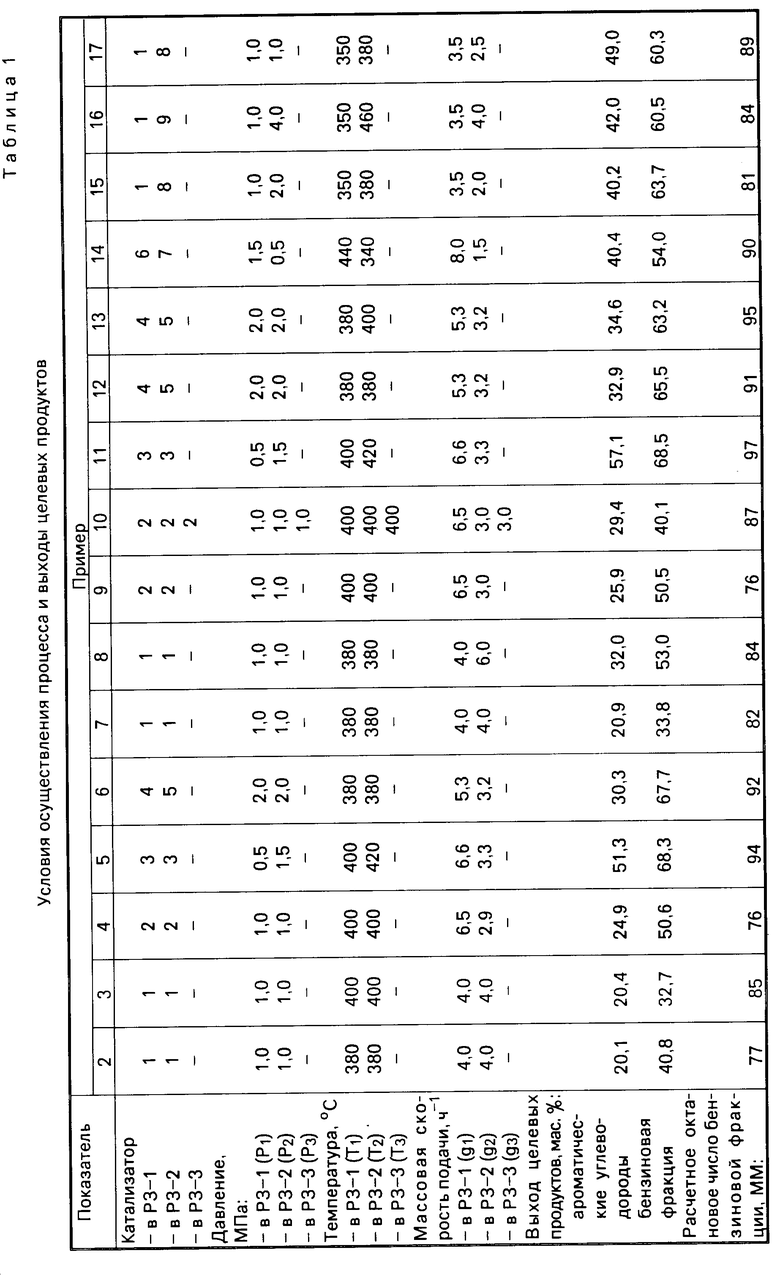
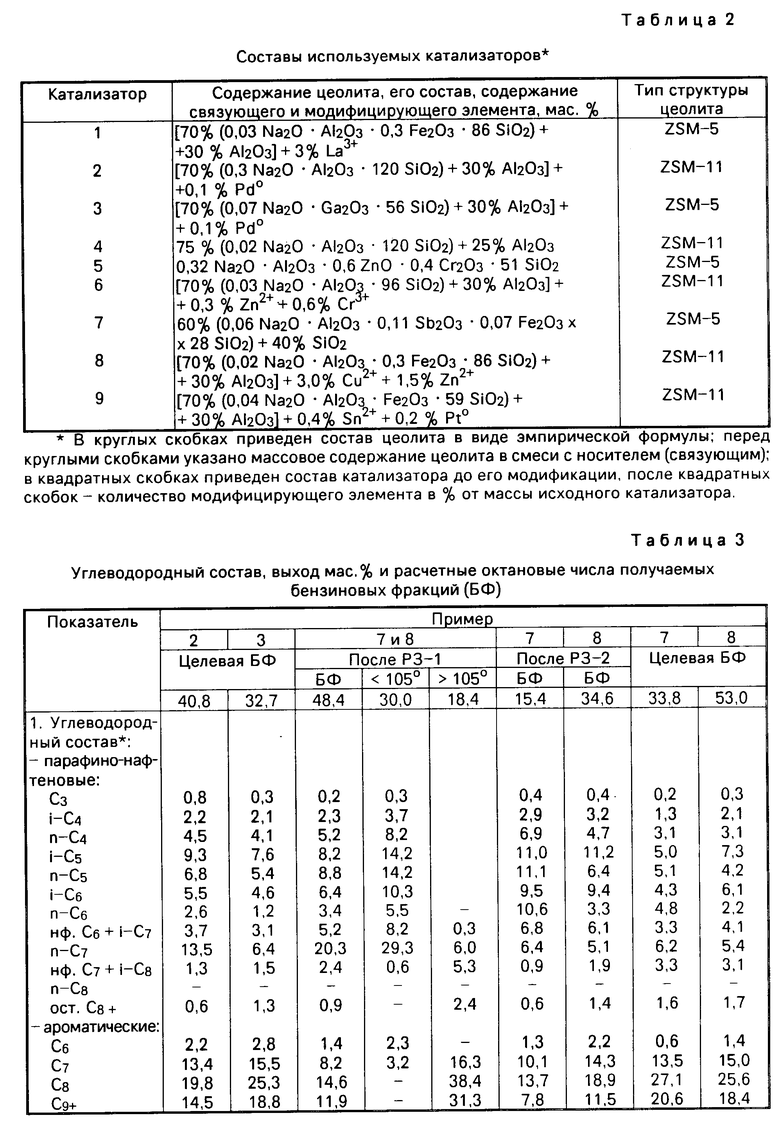
П р и м е р 2-3. 100 мас.ч. углеводородного сырья н-гептана подвергают контактированию последовательно в двух реакционных зонах с 25 мас.ч. катализатора 1 в каждой при давлении Р 1,0 МПа, температуре реакции Т1 и Т2 и массовой скорости подачи сырья g1 g2 4,0 ч-1соответственной в 1-й и во 2-й зонах. Продукты контактирования 2й реакционной зоны разделяют с выделением газообразной и жидкой (бензиновой) фракций. Условия процесса, выходы целевых продуктов приведены в табл.1, состав катализатора в табл.2, составы бензиновых фракций и их расчетные октановые числа ОЧр (рассчитанные исходя из углеводородного состава) в табл.3. Количество катализатора, необходимое для переработки единицы массы исходного сырья W 0,5 кг катализатора/кг сырья.
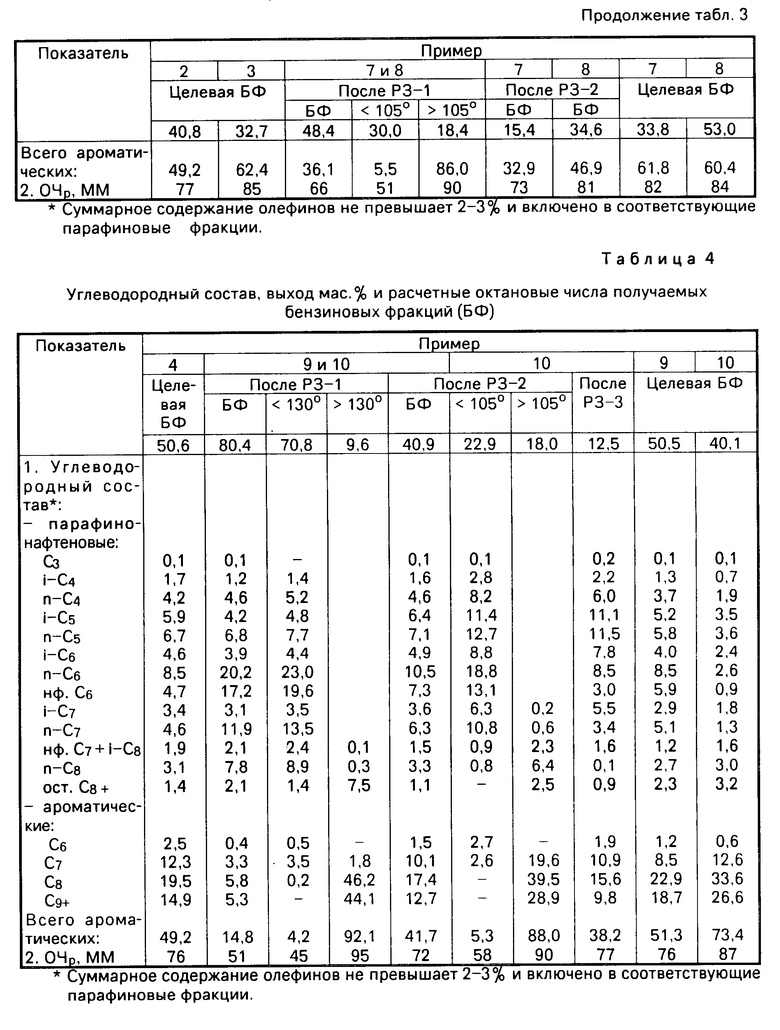
П р и м е р 4. 100 мас.ч. модельной углеводородной фракции 68-125оС, содержащей мас. н-гексан 25; н-гептан 25; н-октан 20; циклогексан 30, и имеющей расчетное октановое число ОЧр 26 ММ, подвергают контактированию последовательно в двух реакционных зонах с 15,4 и 34,6 мас.ч. катализатора 2 в среде водородсодержащего газа при соотношении объемов Н2/жидкое сырье 100, давлении Р 1,0 МПа, температуре реакции Т1 Т2 400оС и массовой скорости подачи g1 6,5 ч-1 и g2 2,9 ч-1 соответственно в 1-й и во 2-й зонах. После контактирования во 2-й реакционной зоне продукты реакции разделяют с выделением 49,4 мас. углеводородных газов и 50,6% бензиновой фракции, содержащей 49,2% ароматических углеводородов и имеющей ОЧр 76 ММ. Выход на исходное сырье ароматических углеводородов 24 мас. Состав катализатора приведен в табл.2, состав бензиновой фракции в табл.4. Количество катализатора, необходимое для переработки единиц массы сырья, составляет W 0,5 кг катализатора/кг сырья.
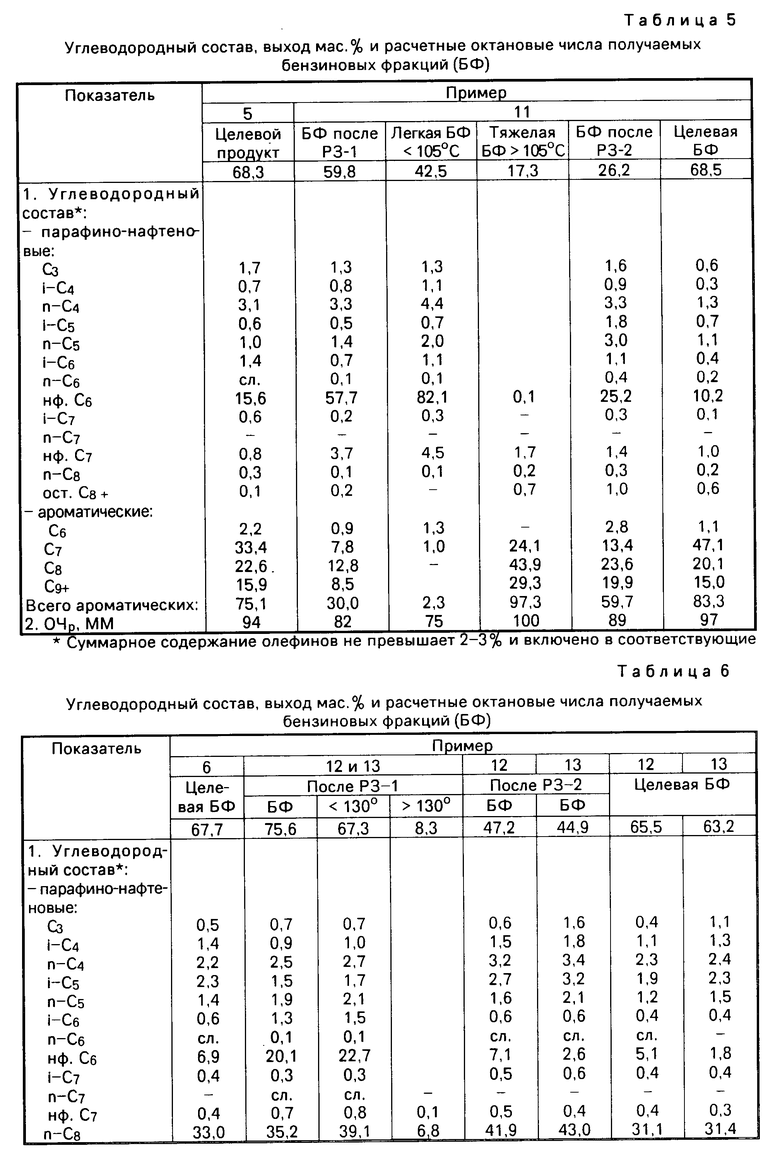
П р и м е р 5. Аналогичен примеру 2. В качестве сырья используют модельную углеводородную фракцию 71-112оС, содержащую 5 мас. метилциклопентана, 70% циклогексана, 25% толуола. В результате осуществления процесса образуется 31,7% углеводородных газов и 68,3% бензиновой фракции с ОЧр 94 ММ и содержащей 75,1% ароматических углеводородов. Выход ароматических углеводородов 51,3% Условия осуществления процесса, выходы продуктов приведены в табл.1, состав катализатора в табл.2, составы бензиновых фракций в табл.5. Необходимое для переработки единицы массы исходного сырья количество катализатора W 0,45 кг катализатора/кг сырья.
П р и м е р 6. Аналогичен примеру 2. В качестве сырья используют модельную углеводородную фракцию 63-170оС, содержащую мас. гексен-1 5; циклогексан 25; изооктан 25; н-октан 30; толуол 5; псевдокумол 10. В результате осуществления процесса образуется 32,3% углеводородных газов и 67,7% бензиновой фракции с ОЧр90 ММ и содержащей 44,8% ароматических углеводородов. Выход ароматических углеводородов 30,3% Условия проведения процесса, выходы целевых продуктов приведены в табл.1, составы катализаторов в табл.2, состав бензиновой фракции в табл.6. Необходимое для переработки единицы массы сырья суммарное количество катализатора W 0,5 кг катализатора/кг сырья.
Примеры 7-17 иллюстрируют предлагаемый способ.
П р и м е р 7. 100 мас.ч. углеводородного сырья н-гептана подвергают контактированию в 1-й реакционной зоне (РЗ-1) с 25 мас.ч. катализатора 1 при температуре реакции Т1 380оС, давлении Р1 1, МПа и массовой скорости подачи сырья g1 4,0 ч-1. Продукты контактирования разделяют с выделением 51,6 мас. ч. углеводородных газов и 48,4 мас.ч. жидкой бензиновой фракции, из которой ректификацией выделяют 30,0 мас.ч. легкой бензиновой фракции, на 95% выкипающей до 105оС, и 18,4 мас.ч. тяжелой бензиновой фракции, на 95% выкипающей выше 105оС. Выделенную после РЗ-1 легкую бензиновую фракцию подвергают контактированию во 2-й реакционной зоне (РЗ-2) с 7,5 мас.ч. катализатора 1 при Т2380оС, Р2 1,0 МРа и g2 4,0 ч-1. Продукты контактирования РЗ-2" разделяют с выделением 14,6 мас.ч. углеводородных газов и 15,4 мас.ч. бензиновой фракции. Выделенную после РЗ-1 тяжелую бензиновую фракцию (18,4 мас.ч.) смешивают с бензиновой фракцией РЗ-2 (15,4 мас.ч.) с получением 33,98 мас.ч. целевого продукта бензиновой фракции с расчетным октановым числом ОЧр 82 ММ и содержащей 61,8% ароматических углеводородов. Выход целевых продуктов на исходное сырье: высокооктановой бензиновой фракции 33,8 мас. ароматических углеводородов 20,9% Условия проведения процесса приведены в табл.1, состав катализатора в табл.2, составы бензиновых фракций в табл.3. Количество катализатора, необходимое для переработки единицы массы сырья W ≃ 0,33 кг катализатора/кг сырья.
П р и м е р 8. 100 мас.ч. углеводородного сырья н-гептана подвергают контактированию в 1-й реакционной зоне (РЗ-1) с 25 мас.ч. катализатора при температуре реакции Т1 380оС, давлении Р1 1,0 МПа и массовой скорости подачи сырья g1 4,0 ч-1. Продукты контактирования разделяют с выделением 51,7 мас. ч. углеводородных газов и 48,4 мас.ч. жидкой бензиновой фракции, из которой ректификацией выделяют 30,0 мас.ч. легкой бензиновой фракции, на 95% выкипающей до 105оС, м 18,4 мас.ч. тяжелой бензиновой фракции, на 95% выкипающей выше 105оС. Выделенную после РЗ-1 легкую бензиновую смешивают с продуктами пиролиза (получение которых описано ниже) и полученную смесь подвергают контактированию во 2-й реакционной зоне (РЗ-2) с 13,3 мас.ч. катализатора 1 при Т2 380оС, Р2 1,0 МПа и g2 6,0 ч-1. Продукты контактирования РЗ-23 разделяют с выделением углеводородных газов и 34,6 мас.ч. бензиновой фракции. Часть (≈ 75% на газ) углеводородных газов продуктов контактирования РЗ-1 и РЗ-2 подвергают пиролизу при температуре Тn 780оС в присутствии 25% паров воды. Пpодукты пиролиза смешивают с легкой бензиновой фракцией РЗ-1 и совместно подвергают контактированию в РЗ-2 как описано выше. Выделенную после РЗ-1 тяжелую бензиновую фракцию (18,4 мас.ч.) смешивают с бензиновой фракцией РЗ-2 (34,6 мас.ч.) с получением целевого продукта 53,0 мас.ч. бензиновой фракции с расчетным октановым числом ОЧр 84 ММ и содержащей 60,4% ароматических углеводородов. Выход целевых продуктов: высокооктановой бензиновой фракции 53,0 мас. ч. ароматических углеводородов 32,0. Условия проведения процесса приведены в табл.1, состав катализатора в табл.2, составы бензиновых фракций в табл.3. Количество катализатора, необходимое для переработки единицы массы сырья W ≈ 0,38 кг катализатора/кг сырья.
П р и м е р 9. 100 мас.ч. модельной углеводородной фракции 68-125оС, содержащей, мас. н-гексан 25; н-гептан 25; н-октан 20; циклогексан 30, и имеющей расчетное октановое число ОЧр 26 ММ, подвергают контактированию в 1-й реакционной зоне (РЗ-1) с 15,4 мас.ч. катализатора 2 в среде водородсодержащего газа при соотношении объемов Н2/жидкое сырье 100, давлении Р1 1,0 МПа, температуре реакции Т1 400оС и массовой скорости подачи сырья g1 6,5 ч-1. Продукты контактирования разделяют с выделением 19,6 мас.ч. углеводородных газов и 80,4 мас.ч. жидкой (бензиновой) фракции, из которой ректификацией выделяют 70,8 мас.ч. легкой бензиновой фракции, на 95% выкипающей до 130оС, и 9,6 мас.ч. тяжелой бензиновой фракции, на 90% выкипающей выше 130оС. Выделенную после РЗ-1 легкую бензиновую фракцию подвергают контактированию во 2-й реакционной зоне (РЗ-2) с 23,6 мас.ч. катализатора 2 при Т2 400оС, Р2 1,0, МПа и g2 3,0 ч-1 в среде водородсодержащего газа. Продукты контактирования РЗ-2 разделяют с выделением 29,09 мас.ч. углеводородных газов и 40,9 мас.ч. бензиновой фракции. Выделенную из продуктов контактирования РЗ-1 тяжелую бензиновую фракцию смешивают с бензиновой фракцией РЗ-2 с получением целевого продукта 50,5 мас.ч. высокооктановой бензиновой фракции с ОЧр 76 ММ и содержанием ароматических углеводородов 51,3% Выход целевых продуктов на исходное сырье: высокооктановой бензиновой фракции 50,5 мас. ароматических углеводородов 25,9% Условия проведения процесса, выходы продуктов приведены в табл.1, состав катализатора в табл.2, составы бензиновых фракций в табл.4. Количество катализатора, необходимое для переработки единицы массы сырья, составляет W 0,39 кг катализатора/кг сырья.
П р и м е р 10. 100 мас.ч. модельной углеводородной фракции состава и свойств, приведенных в примере 9, подвергают контактированию в 1-й реакционной зоне (РЗ-1) с 15,4 мас.ч. катализатора 2 в среде водорода при соотношении объемов Н2/жидкое сырье 100, давлении Р1 1,0 МПа, температуре реакции Т1 400оС и массовой скорости подачи сырья g1 6,5 ч-1. Продукты контактирования РЗ-1 разделяют с выделением 19,6 мас.ч. углеводородных газов и 80,4 мас.ч. бензиновой фракции, из которой ректификацией выделяют 70,8 мас. ч. легкой бензиновой фракции, на 95% выкипающей до 130оС, и 9,6 мас.ч. тяжелой бензиновой фракции, на 95% выкипающей выше 130оС. Выделенную после РЗ-1 легкую бензиновую фракцию подвергают контактированию во 2-й реакционной зоне (РЗ-2) с 23.6 мас. ч. катализатора 2 в среде водорода при Р2 1,0 МПа, Т2 400оС и g2 3.0 ч-1. Продукты контактирования РЗ-2 разделяют с выделением 29,9 мас. ч. углеводородных газов и 40,9 мас.ч. бензиновой фракции. Из полученной после РЗ-2 бензиновой фракции ректификацией выделяют 22,9 мас.ч. легкой бензиновой фракции, на 95% выкипающей до 105оС, и 18,0 мас.ч. тяжелой бензиновой фракции, на 90% выкипающей выше 105оС. Выделенную после РЗ-2 легкую бензиновую фракцию подвергают дальнейшему контактированию в 3-й реакционной зоне (РЗ-3) с 7,6 мас.ч. катализатора 2 при Р3 1,0 МПа, Т3 400оС и g3 3,0 ч-1 в среде водорода. Продукты контактирования РЗ-3 разделяют с выделением 10,4 мас.ч. углеводородных газов и 12,5 мас.ч. бензиновой фракции. Выделенную после РЗ-3 бензиновую фракцию смешивают с тяжелыми бензиновыми фракциями РЗ-1 и РЗ-2 с получением целевого продукта 40,1 мас.ч. бензиновой фракции с ОЧр 87 ММ и содержанием ароматических углеводородов 73,4% Выход целевых продуктов: высокооктановой бензиновой фракции 40,1 мас. ароматических углеводородов 29,4% Условия проведения процесса приведены в табл.1, состав катализатора в табл.2, составы бензиновых фракций в табл.4. Необходимое для переработки единицы массы сырья количество катализатора W 0,47 кг катализатора/кг сырья.
П р и м е р 11. 100 мас.ч. модельной углеводородной фракции 71-111оС, содержащей 5 мас. метилциклопентана, 70% циклогексана и 25% толуола, подвергают ректификации с выделением 75 мас.ч. легкой бензиновой фракции, выкипающей на 97% до 105оС, и 25 мас.ч. тяжелой бензиновой фракции. Тяжелая бензиновая фракция на 97% выкипает выше 105оС, содержит 98% толуола. 2% циклогексана и имеет расчетное октановое число ОЧр 102 ММ. Легкую бензиновую фракцию подвергают контактированию в 1-й реакционной зоне (РЗ-1) с 11,4 мас. ч. катализатора 3 при температуре Т1 400оС, давлении Р1 0,5 МПа и массовой скорости подачи сырья g1 6,6 ч-1. Продукты контактирования РЗ-1 разделяют с выделением 15,2 мас.ч. углеводородных газов и 59,8 мас.ч. бензиновой фракции, из которой ректификацией выделяют 42,5 мас.ч. легкой бензиновой фракции, на 95% выкипающей до 105оС, и 17,3 мас.ч. тяжелой бензиновой фракции, выкипающей на 95% выше 105оС. Выделенную после РЗ-1 легкую бензиновую фракцию подвергают контактированию во 2-й реакционной зоне (РЗ-2) с 12,9 мас.ч. катализатора 3 при Т2420оС, Р2 1,5 МПа и g2 3,3 ч-1. Продукты контактирования РЗ-2 разделяют с выделением 16,3 мас.ч. углеводородных газов и 26,2 мас.ч. бензиновой фракции. Бензиновую фракцию РЗ-2 (26,2 мас.ч.) смешивают с тяжелой бензиновой фракцией РЗ-1 (17,3 мас. ч. ) и с тяжелой бензиновой фракцией сырья (25,0 мас.ч.) для получения целевого продукта 68,5 мас.ч. бензиновой фракции с ОЧр 97 ММ и содержанием ароматических углеводородов 83,3% Выход целевых продуктов: высокооктановой бензиновой фракции 68,5 мас. ароматических углеводородов 57,1% Условия проведения процесса приведены в табл. 1, состав катализатора в табл.2, составы бензиновых фракций в табл.5. Необходимое для переработки единицы массы сырья количество катализатора W 0,24 кг/кг сырья.
П р и м е р ы 12-13. 100 мас.ч. модельной углеводородной фракции 63-170оС, содержащей, мас. гексен-1 5; циклогексан 25; изооктан 25; н-октан 30; толуол 5; псевдокумол 10, подвергают ректификации с выделением 90 мас.ч. легкой бензиновой фракции, выкипающей на 90% до 130оС, и 10 мас.ч. тяжелой бензиновой фракции. Тяжелая бензиновая фракция на 90% выкипает выше 130оС, содержит 98% псевдокумола, 2% н-октана и имеет расчетное октановое число ОЧр 98 ММ. Легкую бензиновую фракцию подвергают контактированию в 1-й реакционной зоне (РЗ-1) с 17 мас.ч. катализатора 4 при температуре реакции Т1 380оС, давлении Р1 2,0 МПа и массовой скорости подачи сырья g1 5,3 ч-1. Продукты контактирования РЗ-1 разделяют с выделением 14,4 мас.ч. газообразной и 75,6 мас.ч. жидкой бензиновой фракции. Из жидких продуктов РЗ-1 ректификацией выделяют 67,3 мас.ч. легкой бензиновой фракции, на 95% выкипающей до 130оС, и 8,3 мас.ч. тяжелой бензиновой фракции, на 90% выкипающей выше 130оС. Выделенную после РЗ-1 легкую бензиновую фракцию подвергают контактированию во 2-й реакционной зоне (РЗ-2) с 22 мас.ч. катализатора 5 при Т2, Р2 и g2. Продукты контактирования РЗ-2 разделяют с выделением газообразной и бензиновой фракций. Выделенную после РЗ-2 бензиновую фракцию смешивают с тяжелой бензиновой фракцией РЗ-1 и с тяжелей бензиновой фракцией сырья с получением целевого продукта. Условия проведения процесса приведены в табл.1, составы катализаторов в табл.2, составы бензиновых фракций в табл.6. Необходимое для переработки единицы массы сырья суммарное количество катализатора W0,39 кг катализатора/кг сырья.
П р и м е р 14. 100 мас.ч. модельной углеводородной фракции 68-145оС, содержащей 86 мас. н-парафинов (С6 31, С7 28, С8 27), 14% ароматических углеводородов С8 и имеющую расчетное октановое число ОЧр 17 ММ, подвергают ректификации с выделением 85 мас.ч. легкой бензиновой фракции, выкипающей на 97% до 130оС, и 15,0 мас.ч. тяжелой бензиновой фракции. Тяжелая бензиновая фракция на 95% выкипает выше 130оС, содержит 93,3 мас. ароматических, 6,7% н-октана и имеет расчетное октановое число ОЧр 95 ММ. Легкую бензиновую фракцию сырья смешивают с продуктами пиролиза (получение которых описано ниже), полученную смесь подвергают контактированию в 1-й реакционной зоне (РЗ-1) с катализатором 6 при температуре Т1 440оС, давлении Р1 1,5 МПа и скорости подачи g1 8,0 ч-1. Продукты контактирования РЗ-1 разделяют с выделением углеводородных газов и 52,5 мас.ч. жидкой бензиновой фракции, из которой ректификацией выделяют 38,4 мас.ч. легкой бензиновой фракции, выкипающей на 95% до 130оС, и 14,1 мас.ч. тяжелой бензиновой фракции, на 95% выкипающей выше 130оС. Выделенную после РЗ-1 легкую бензиновую фракцию смешивают с продуктами пиролиза (получение которых описано ниже) и подвергают контактированию во 2-й реакционной зоне (РЗ-2) с катализатором 7 при Т2 340о, Р2 0,5 МПа и g2 1,5 ч-1. Продукты контактирования РЗ-2 разделяют с выделением углеводородных газов и 24,9 мас.ч. бензиновой фракции. Часть (≈ 75% ) углеводородных газов продуктов контактирования РЗ-1 и РЗ-2 подвергают пиролизу при температуре Tп 820оС, времени контакта 0,8 с, давлении 0,15 МПа в присутствии 50% водяного пара. Углеводородные продукты реакции разделяют с выделением газообразной (пирогаз) и жидкой фракций (97 и 3% соответственно на сырье пиролиза). Часть пирогаза (50%) смешивают с исходным сырьем и совместно подвергают контактированию в РЗ-1 как описано выше, а другую часть пирогаза смешивают с легкой бензиновой фракцией РЗ-1 и совместно подвергают контактированию в РЗ-2 как описано выше. Бензиновую фракцию РЗ-2 (24,9 мас. ч. ) смешивают с тяжелой бензиновой фракцией РЗ-1 (14,1 мас.ч.) и с тяжелой бензиновой фракцией сырья (15,0 мас.ч.) с получением целевого продукта 54,0 мас. ч. бензиновой фракции с расчетным октановым числом ОЧр 90 ММ и содержащей 74,8% ароматических углеводородов. Выход целевых продуктов: высокооктановой бензиновой фракции 54,0 мас. ароматических углеводородов 40,4% Условия проведения процесса приведены в табл.1, составы катализаторов в табл. 2, составы бензиновых фракций в табл.7.
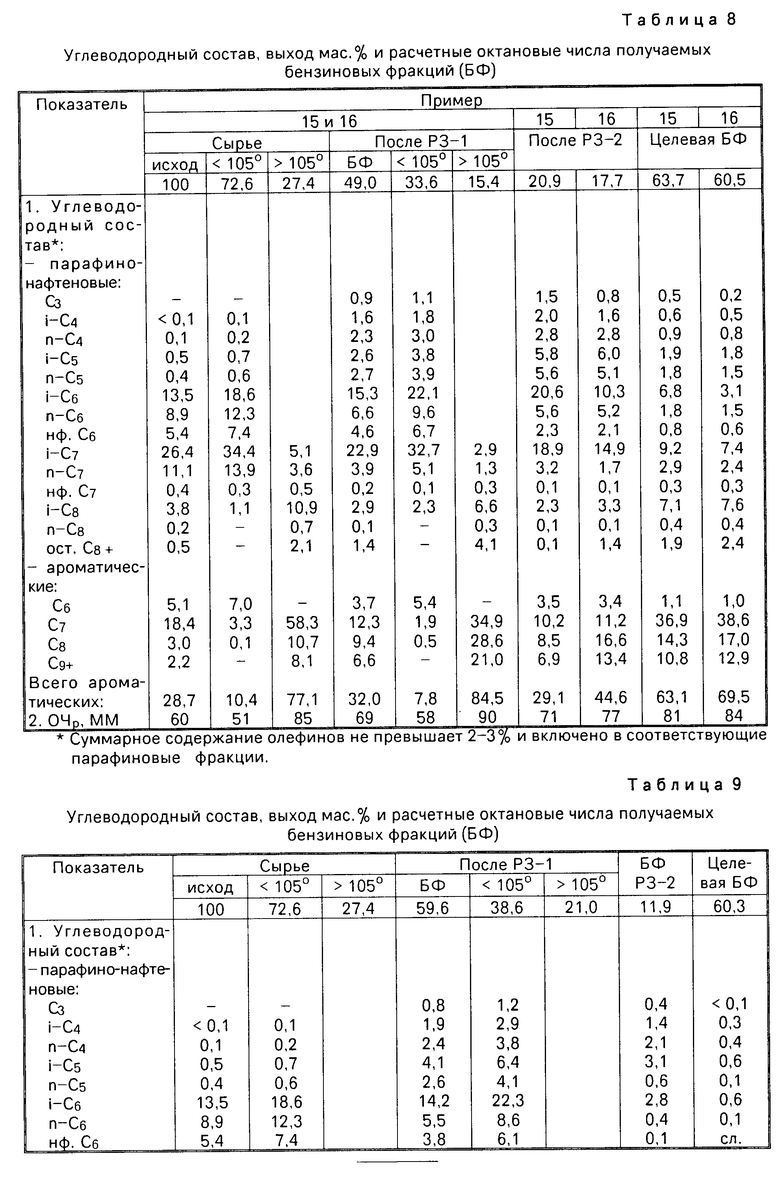
П р и м е р 15-16. 100 мас.ч. углеводородной фракции 42-170оС состава, приведенного в табл.7, и с расчетным октановым числом ОЧр 60 ММ подвергают ректификации с выделением 72,6 мас.ч. легкой бензиновой фракции, выкипающей из 90% до 105оС, и 27,4 мас.ч. тяжелой бензиновой фракции, выкипающей на 80% выше 105оС. Легкую бензиновую фракцию сырья подвергают контактированию в 1-й реакционной зоне (РЗ-1) с катализатором 1 при температуре реакции Т1 350оС, давлении Р1 1,0 МПа и массовой скорости подачи сырья g1 3,5 ч-1. Продукты контактирования РЗ-1 разделяют с выделением 23,6 мас.ч. газообразной и 49,0 мас.ч. бензиновой фракции. Из бензиновой фракции РЗ-1 ректификацией выделяют 33,6 мас. ч. легкой бензиновой фракции, выкипающей на 90% до 105оС, и 15,4 мас. ч. тяжелой бензиновой фракции, выкипающей на 85% выше 105оС. Легкую бензиновую фракцию РЗ-1 подвергают контактированию во 2-й реакционной зоне (РЗ-2) с катализатором при температуре Т2, давлении Р2 и массовой скорости подачи g2. Продукты контактирования РЗ-2 разделяют с выделением газообразной и бензиновой фракции. Выделенную после РЗ-2 бензиновую фракцию смешивают с тяжелой бензиновой фракцией РЗ-1 и с тяжелой бензиновой фракцией сырья для получения целевого продукта высокооктановой бензиновой фракции. Условия проведения процесса, выходы целевых продуктов приведены в табл.1, составы катализаторов в табл.2, составы бензиновых фракций в табл.7.
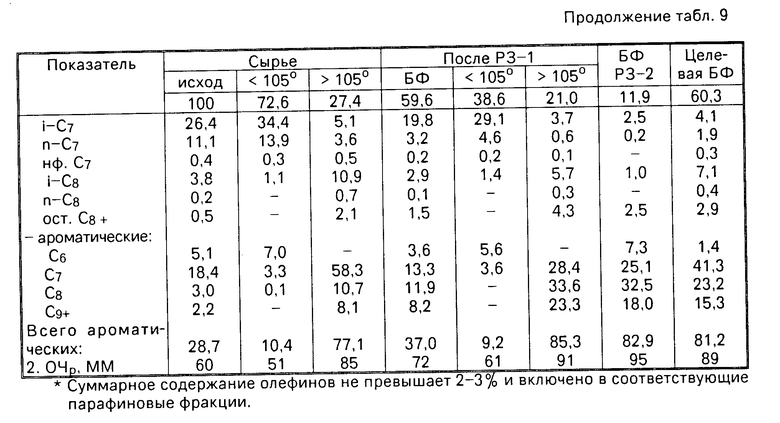
П р и м е р 17. 100 мас.ч. углеводородной фракции 42-170оС состава, приведенного в табл.8, и с расчетным октановым числом ОЧр 60 ММ подвергают ректификации с выделением 72,6 мас.ч. легкой бензиновой фракции, выкипающей на 90% до 105оС, и 27,4 мас.ч. тяжелой бензиновой фракции, выкипающей на 80% выше 105оС. Легкую бензиновую фракцию сырья смешивают с продуктами пиролиза (получение которых описано ниже), полученную смесь подвергают контактированию в 1-й реакционной зоне (РЗ-1) с катализатором 1 при температуре Т1 350оС, давлении Р1 1,0 МПа и скорости подачи g1 3,5 ч-1. Продукты контактирования РЗ-1 разделяют с выделением углеводородных газов и 59,6 мас.ч. жидкой бензиновой фракции, из которой ректификацией выделяют 38,6 мас.ч. легкой бензиновой фракции, выкипающей на 90% до 105оС, и 21,0 мас.ч. тяжелой бензиновой фракции, на 90% выкипающей выше 105оС. Легкую бензиновую фракцию РЗ-1 подвергают контактированию во 2-й реакционной зоне (РЗ-2) с катализатором 8 при температуре Т2 380оС, давлении Р2 1,0 МПа и массовой скорости подачи g2 2,5 ч-1. Пpодукты контактирования РЗ-2 разделяют с выделением углеводородных газов и 11,9 мас.ч. бензиновой фракции, Часть (≈ 75%) углеводородных газов продуктов контактирования РЗ-1 и РЗ-2 подвергают пиролизу при температуре Тп 820оС, времени контакта 0,8 с, давлении 0,15 МПа. Продукты пиролиза разделяют с выделением газообразной (пирогаз) и жидкой фракций (97,6 и 2,4% соответственно на сырье пиролоиза). Пирогаз смешивают с легкой бензиновой фракцией сырья и совместно подвергают контактированию в РЗ-1 как описано выше. Выделенную после РЗ-1 тяжелую бензиновую фракцию (21,0 мас.ч.) смешивают с бензиновой фракцией РЗ-2 (11,9 мас.ч.) и с тяжелой бензиновой фракцией сырья (27,4 мас.ч.) с получением целевого продукта 60,3 мас.ч. бензиновой фракции с расчетным октановым числом ОЧр 89 ММ и содержащей 81,2% ароматических углеводородов. Выход целевых продуктов: высокооктановой бензиновой фракции 60,3 мас. ароматических углеводородов 49,0% Условия проведения процесса приведены в табл.1, состав катализатора в табл.2, составы бензиновых фракций в табл.9.
Таким образом, из приведенных примеров и данных таблиц следует, что в случае реализации предлагаемого способа возможно получение неэтилированных высокооктановых бензиновых фракций и ароматических углеводородов с большим выходом ароматических углеводородов и при использовании меньшего (в 1,3-1,8 раза) количества катализатора, чем по прототипу (см. примеры 2 и 7, 8; 4 и 9, 10; 6 и 12, 13). Кроме того, осуществляя предлагаемый способ возможно получение бензиновых фракций с большими октановыми числами, чем аналогично прототипу (см.примеры 2 и 7, 8; 5 и 11); получение целевых продуктов с большими выходами при более низких температурах процесса, чем по прототипу (см. примеры 3 и 7, 8).
Схема получения высокооктановых бензиновых фракций и ароматических углеводородов приведена на фиг.1 и 2, где: 1 исходное сырье; 2 легкая бензиновая фракция сырья; 3 тяжелая бензиновая фракция сырья; 4 продукты контактирования; 5 газообразные продукты контактирования; 6 легкая бензиновая фракция продуктов контактирования, 7 тяжелая бензиновая фракция продуктов контактирования; 8 жидкие продукты контактирования (бензиновая фракция) последней реакционной зоны; 9 целевой продукт; 10 углеводородные газы, 11 продукты пиролиза, пирогаз.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКООКТАНОВЫХ БЕНЗИНОВЫХ ФРАКЦИЙ | 1993 |
|
RU2034902C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКООКТАНОВЫХ БЕНЗИНОВЫХ ФРАКЦИЙ | 1993 |
|
RU2050404C1 |
| СПОСОБ ПОЛУЧЕНИЯ МОТОРНЫХ ТОПЛИВ ИЗ ГАЗОВОГО КОНДЕНСАТА | 1992 |
|
RU2030446C1 |
| СПОСОБ ПОЛУЧЕНИЯ МОТОРНЫХ ТОПЛИВ | 1992 |
|
RU2008323C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКООКТАНОВЫХ БЕНЗИНОВЫХ ФРАКЦИЙ | 1993 |
|
RU2044030C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКООКТАНОВЫХ БЕНЗИНОВ | 1992 |
|
RU2024585C1 |
| СПОСОБ ПОЛУЧЕНИЯ МОТОРНЫХ ТОПЛИВ | 1992 |
|
RU2010836C1 |
| СПОСОБ ПЕРЕРАБОТКИ УГЛЕВОДОРОДНОГО СЫРЬЯ (ВАРИАНТЫ) | 2004 |
|
RU2304608C2 |
| СПОСОБ ПЕРЕРАБОТКИ НЕФТИ И ГАЗОВОГО КОНДЕНСАТА | 2008 |
|
RU2395560C2 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКООКТАНОВЫХ БЕНЗИНОВЫХ ФРАКЦИЙ И АРОМАТИЧЕСКИХ УГЛЕВОДОРОДОВ | 2007 |
|
RU2334781C1 |


Использование: нефтехимия. Сущность изобретения: углеводородное сырье, выкипающее в области температур кипения бензинов подвергают последовательному контактированию в реакционных зонах с катализатором на основе цеолита типа ZSM-5 или ZSM-11, в том числе модифицированного элементами 1, 2, 3, 4 и 8 групп. При этом в каждой последующей зоне подвергают контактированию легкую бензиновую фракцию предыдущей зоны, а тяжелые бензиновые фракции зон смешивают с жидкими продуктами контактирования последней зоны. При использовании сырья бензиновых фракций вторичных процессов, содержащих ароматические углеводороды, их подвергают ректификации. Контактированию подвергают легкую бензиновую фракцию. Тяжелую фракцию смешивают с жидкими продуктами контактирования последней зоны. Газообразные продукты контактирования возможно дополнительно подвергать пиролизу. Продукты пиролиза смешивают или с сырьем, и/или с легкой бензиновой фракцией. Смешивать с последними возможно пирогаз, выделенный из продуктов пиролиза. 5 з.п.ф-лы, 9 табл. 2 ил.
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Патент США N 4157293, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |

