Изобретение относится к измерению, точнее к способам измерения контуров или кривых, и предназначено для контроля профиля деталей, эксплуатируемых в космическом пространстве, т.е. в условиях невесомости, например рефлекторов антенн или панелей солнечных батарей.
Известен способ измерения поверхности гибкой упругой тонкостенной детали (рефлектор антенны), включающий измерение в ряде контрольных точек расстояния между поверхностью детали и шаблона при размещении шаблона над деталью и при размещении шаблона под деталью, после чего для каждой контрольной точки усредняют результаты измерений (авт. св. N 291093, кл. G 01 B 13/16, 1969).
Способ не обеспечивает высокой точности измерения поверхности при большом отклонении этой поверхности от профиля в невесомости. Это связано с тем, что отклонение профиля детали под действием силы тяжести от профиля в невесомости различно в исходном положении детали (при размещении шаблона под деталью). Поэтому усредненный результат измерения не дает профиля детали в невесомости.
Известен также способ измерения поверхности гибкой упругой тонкостенной детали (рефлектор антенны), включающий закрепление детали на платформе посредством регулируемых по высоте весоизмерительных опор, измерение вертикальной реакции каждой из указанных опор, поворот платформы на 180о вокруг горизонтальной оси, изменение высоты весоизмерительных oпор, поворот платформы в исходное положение, регулирование высоты каждой весоизмерительной опоры и измерение вертикальных координат контрольных точек поверхности детали.
В известном способе перед измерением вертикальных реакций весоизмерительных опор в исходном положении горизонтальной платформы контрольные точки детали выставляют в теоретическое положение. После поворота платформы на 180о высоту весоизмерительных опор изменяют пока контрольные точки детали снова не будут установлены в теоретическое положение и производят повторное измерение вертикальных реакций каждой весоизмерительной опоры. Перед измерением вертикальных координат контрольных точек высоту каждой весоизмерительной опоры регулируют, пока не будет обеспечена величина вертикальной реакции этой опоры, равная
R3=  где R1 величина замеренной вертикальной реакции опоры в исходном положении платформы;
где R1 величина замеренной вертикальной реакции опоры в исходном положении платформы;
R2 то же, после поворота платформы на 180о.
При этом исходят из того, что при выставлении контрольных точек в теоретическое положение реакция опоры складывается из составляющей, компенсирующей неточность изготовления профиля детали, и составляющей, компенсирующей деформацию детали под действием собственного веса. Первая составляющая предполагается одинаковой в обоих положениях платформы, а вторая берется со знаком плюс в исходном положении и со знаком минус после поворота платформы на 180о. Величина R3 в этом случае равна той составляющей реакции опоры, которая компенсирует деформацию детали под действием собственного веса.
Преимущество данного способа заключается в том, что несколько повышается точность измерения координат контрольных точек, так как исключаются ошибки, связанные с асимметрией деформации профиля детали в исходном положении и после поворота ее на 180о.
Однако точность измерения поверхности детали данным способом ограничена, так как он требует контроля профиля поверхности детали в исходном положении платформы и после поворота ее на 180о. При этом трудно создать систему контроля, жестко связанную с платформой и исключающую возможность смещения координат контрольных точек при контроле профиля после поворота платформы на 180о в сравнении с координатами контрольных точек при контроле профиля в исходном положении платформы.
В частности, при работе с нивелиром, как это рекомендуется в известном способе, практически невозможно установить измерительную рейку с точностью, превышающей 0,05-0,1 мм. А ошибка в определении координат контрольных точек в горизонтальной плоскости при контроле, например, рефлектора антенны вызывает соответствующую ошибку в определении вертикальных координат поверхности детали в контрольных точках.
Другой недостаток способа состоит в том, что необходимая высота весоизмерительных опор перед измерением вертикальных координат контрольных точек устанавливается по косвенному признаку рассчитанной из эксперимента величине вертикальной реакции опоры. Но реакция опоры зависит не собственно от высоты данной опоры, а от соотношения высот этой опоры и окружающих ее опор. Поэтому, если ошибки в определении расчетной реакции каждой из опор можно считать независимыми, то ошибка в определении высоты каждой весоизмерительной опоры будет зависеть от того, насколько точно установлена высота соседних опор. Если за счет неточности определения или установки расчетных вертикальных реакций опор средняя величина ошибки в определении высоты рядом расположенных опор составляет ± Δh, то для опор, расположенных на вдвое большем расстоянии, ошибка может достигать величины ± 2Δ h, для опор, расположенных на втрое большем расстоянии, ± 3Δ h, т.е. увеличивается приблизительно пропорционально расстоянию между опорами.
В ряду из n опор разность высот опор, расположенных по концам ряда, определяется с ошибкой приблизительно в n раз превышающей ошибку в определении разности высот рядом расположенных опор. Число применяемых весоизмерительных опор должно быть примерно равно числу контрольных точек детали и составляет ориентировочно от 20 до 100 опор, при этом размер детали в 4-10 раз превышает среднее расстояние между опорами.
Если считать, что контрольные точки в центре детали находятся на недеформированном под действием силы тяжести профиле, то наибольшая ошибка в определении высоты весоизмерительных опор будет иметь место для опор, расположенных вблизи края детали и удаленных от центра детали на расстоянии, в 2-5 раз превышающее среднее расстояние между опорами. Соответственно, ошибка в определении высоты этих опор будет в 2-5 раз превышать ошибку Δh в определении высоты рядом расположенных опор. Полагая Δh=0,05-0,1 мм, получим ожидаемую ошибку в определении высот опор (0,05-0,1) х (2-5)=0,1-0,5 мм.
Указанная ошибка неприемлема, например, для рефлекторов миллиметрового диапазона, где допустимое отклонение профиля поверхности детали от теоретического, как правило, не превышает 0,1 мм.
Целью изобретения является повышение точности измерения поверхности детали путем более точного определения необходимой высоты весоизмерительных опор перед измерением вертикальных координат контрольных точек.
Это достигается тем, что в известном способе, включающем закрепление детали на платформе посредством регулируемых по высоте весоизмерительных опор, измерение вертикальных реакций каждой из указанных опор, поворот платформы на 180о вокруг горизонтальной оси, изменение высоты весоизмерительных опор, поворот платформы в исходное положение, регулирование высоты каждой весоизмерительной опоры и измерение вертикальных координат контрольных точек поверхности детали, деталь дополнительно закрепляют на платформе в трех точках посредством опор постоянной высоты. Наряду с измерением вертикальных реакций каждой весоизмерительной опоры измеряют ее высоту, причем после поворота платформы на 180о высоты весоизмерительных опор изменяют, пока величины их вертикальных реакций не будут равны величинам вертикальных реакций этих же опор до поворота платформы, и измеряют высоту каждой весоизмерительной опоры. После поворота платформы в исходное положение высоту каждой весоизмерительной опоры регулируют, устанавливая ее равной среднему арифметическому от ее значений до и после поворота платформы на 180о.
Для дополнительного повышения точности измерения поверхности детали опоры можно размещать под контрольными точками поверхности детали.
Дополнительное закрепление детали на платформе в трех точках посредством опор постоянной высоты фиксирует деталь на определенном расстоянии и в определенной ориентировке относительно платформы и благодаря этому обеспечивает возможность непосредственного сопоставления между собой высот весоизмерительных опор в исходном положении платформы и после поворота ее на 180о.
При числе таких точек крепления меньше трех одному и тому же профилю детали могут соответствовать различные варианты высот весоизмерительных опор, так как эти высоты могут изменяться не только за счет деформации профиля детали, но и за счет изменения ее ориентировки относительно платформы.
Измерение в исходном положении платформы высоты каждой весоизмерительной опоры (наряду с измерением вертикальных реакций) позволяет отказаться от операции выставления контрольных точек детали в теоретическое положение в исходном положении платформы, а изменение высоты весоизмерительных опор после поворота платформы на 180о, пока величины их вертикальных реакций не будут равны величинам вертикальных реакций этих же опор до поворота платформы, и измерение высоты каждой весоизмерительной опоры позволяет отказаться от установления контрольных точек в теоретическое положение после поворота платформы на 180о и дает возможность непосредственно из эксперимента рассчитать необходимую высоту весоизмерительных опор как среднее арифметическое от ее значений до и после поворота платформы на 180о.
Регулирование после поворота платформы в исходное положение высоты каждой весоизмерительной опоры, обеспечивающее ее равной среднему арифметическому от ее значений до и после поворота платформы на 180о, позволяет отказаться от выбора необходимой высоты каждой весоизмерительной опоры по косвенному признаку рассчитанной из эксперимента величине вертикальной реакции этой опоры.
Размещение опор под контрольными точками детали исключает влияние на результаты замера вертикальных координат контрольных точек прогиба детали под действием силы тяжести между точками ее крепления и опорам.
Новое свойство заявленного способа заключается в его способности исключить необходимость выставления детали на теоретический профиль в исходном положении платформы и после ее поворота на 180о, а также в определении необходимой высоты каждой весоизмерительной опоры непосредственно из эксперимента, а не по косвенному признаку рассчитанной из эксперимента величине вертикальной реакции опоры.
В результате исключаются ошибки в определении необходимой высоты весоизмерительных опор, связанные со смещением координат контрольных точек при выставлении детали на теоретический профиль после поворота платформы на 180о, в сравнении с координатами контрольных точек при выставлении детали на теоретический профиль в исходном положении платформы.
Одновременно, благодаря тому, что перед заключительной операцией (замером вертикальных координат контрольных точек поверхности детали) высоту каждой весоизмерительной опоры устанавливают равной расчетной величине, а не определяют по косвенному признаку (величине вертикальной реакции опоры), ошибка в выставлении высоты каждой из этих опор не зависит от того, насколько точно выставлены высоты рядом расположенных опор, что дает дополнительное увеличение точности выставления профиля детали в 3-5 раза.
Это позволяет повысить точность измерения поверхности детали путем более точного определения необходимой высоты весоизмерительных опор перед заключительной операцией.
Благодаря тому, что предлагаемый способ не требует выставления детали на теоретический профиль в исходном положении горизонтальной платформы, он может быть повторен, при этом за исходное распределение высот опор может быть принято то, которое достигнуто при однократном применении способа. Это позволяет уточнить высоту опор и одновременно оценить погрешность определения высот опор после однократного применения способа: она не превышает разности высот опор в исходном положении платформы (при повторном применении способа) и после поворота платформы на 180о. Повторив способ несколько раз, можно найти такое распределение высот опор, что после поворота платформы на 180о при применении способа оно остается тем же, что и в исходном положении платформы, с точностью до допустимой ошибки определения вертикальных координат контрольных точек поверхности детали. Установив после этого платформу в исходное положение и отрегулировав высоту весоизмерительных опор согласно предлагаемому способу, получим в местах крепления к опорам профиля детали, соответствующий профилю в невесомости, с ошибкой, не превышающей допустимую.
Точность определения необходимой высоты опор в предлагаемом способе определяется только люфтами в системах крепления детали к платформе и погрешностью индикаторов, применяемых для определения высоты опор и вертикальной реакции опор, и ошибка может быть снижена до 0,01-0,03 мм и менее, что на порядок выше точности, обеспечиваемой способом прототипом.
На фиг. 1 (вид сбоку) и фиг. 2 (план) показано размещение весоизмерительных опор 3 и опор 4 постоянной высоты, закрепляющих деталь 1 на платформе 2. Весоизмерительные опоры 3 можно размещать под контрольными точками 5 поверхности детали.
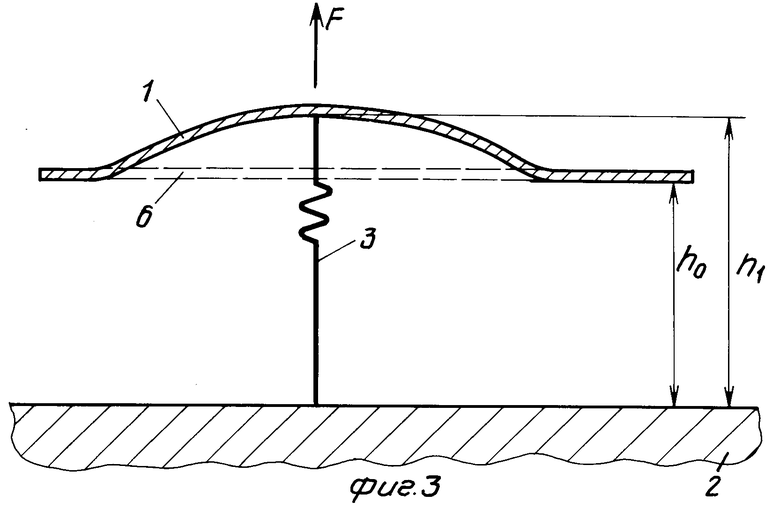
На фиг. 3 схематически показано отклонение фактического профиля детали 1 от профиля 6 этой же детали в невесомости в месте крепления детали к весоизмерительной опоре 3 в исходном положении платформы 2 (для случая, когда фактическая высота h1, весоизмерительной опоры 3 больше необходимой высоты h0 этой опоры, при которой профиль детали соответствует профилю 6 в невесомости). При этом вертикальная реакция F опоры 3 больше силы, необходимой для компенсации прогиба детали 1 под действием силы тяжести.
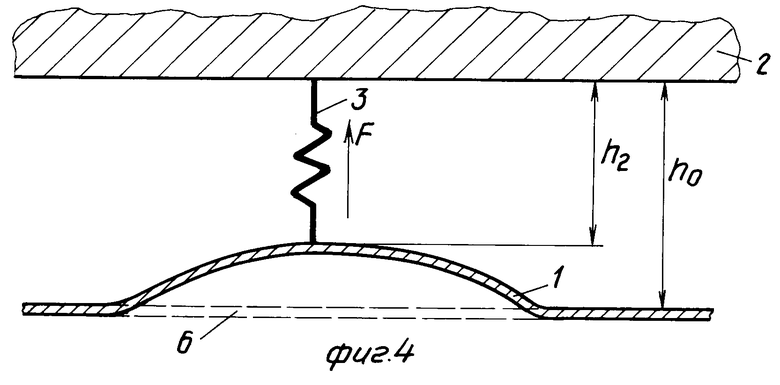
На фиг. 4 схематически показано отклонение профиля детали 1 от профиля 6 в невесомости под действием той же вертикальной реакции опоры F после поворота платформы 2 вокруг горизонтальной оси на 180о. Высота h2 весоизмерительной опоры в этом случае меньше необходимой высоты h0.
Способ осуществляют следующим образом.
Закрепляют деталь 1 на платформе 2 посредством регулируемых по высоте весоизмерительных опор 3, дополнительно закрепляют деталь на платформе 2 в трех точках посредством опор 4 постоянной высоты. Опоры 3 рекомендуется устанавливать под контрольными точками 5 поверхности детали. Это исключает ошибки в определении вертикальных координат контрольных точек 5, связанные с прогибом детали между точками ее крепления к опорам. Предлагаемый способ не требует обязательного выставления детали на теоретический профиль, поэтому при однократном применении способа исходная высота весоизмерительных опор 3 может быть выбрана произвольно на основании имеющегося опыта работы с деталями такой же геометрии. При повторном применении способа рекомендуется устанавливать исходные высоты h1 опор 3 равными рассчитанным при однократном его применении.
Измеряют вертикальные реакции F и высоты h1 каждой весоизмерительной опоры 3. Поворачивают платформу 2 на 180о вокруг горизонтальной оси, изменяют высоты весоизмерительных опор, пока величины их вертикальных реакций F не будут равны величинам вертикальных реакций F этих же опор до поворота платформы 2, и измеряют высоту h2каждой весоизмерительной опоры 3. Рассчитывают среднее арифметическое от значений высоты каждой весоизмерительной опоры 3 до и после поворота платформы 2 на 180о:
hср=  (1)
(1)
При этом величина hср приблизительно равна высоте h0, обеспечивающей профиль детали, соответствующий профилю 6 в невесомости.
Объясняется это тем, что в исходном положении горизонтальной платформы 2 вертикальная реакция F опоры 3 складывается из силы, компенсирующей прогиб детали под действием собственного веса и силы, приводящей к отклонению профиля детали 1 от профиля 6 в невесомости.

 +
+ где
где  сила, компенсирующая прогиб под действием собственного веса;
сила, компенсирующая прогиб под действием собственного веса; сила, приводящая к отклонению профиля детали 1 от профиля 6 в невесомости.
сила, приводящая к отклонению профиля детали 1 от профиля 6 в невесомости.
Из тех же составляющих складывается вертикальная реакция опоры 3 и после поворота платформы 2 на 180о. При этом величины  и
и  остаются теми же, что и до поворота платформы 2, поэтому и сила, вызывающая отклонение профиля детали 1 от профиля 6 в невесомости
остаются теми же, что и до поворота платформы 2, поэтому и сила, вызывающая отклонение профиля детали 1 от профиля 6 в невесомости  =
= 
 будет по величине такой же, как и до поворота платформы 4 на 180о, но направлена в противоположную сторону.
будет по величине такой же, как и до поворота платформы 4 на 180о, но направлена в противоположную сторону.
Следовательно (h1-h0) ≈ (h0-h2) и hср.≈ h0. Небольшое отклонение рассчитанной величины hср от необходимой высоты h0 возможно из-за асимметрии профиля детали, но это отклонение приблизительно на порядок меньше разности (h1-h0) или (h0-h2). Поэтому повторное применение способа позволяет уменьшить эту составляющую ошибки определения необходимой высоты h0 весоизмерительной опоры до пренебрежимо малой величины.
После поворота платформы 2 в исходное положение высоту каждой весоизмерительной опоры 3 регулируют, обеспечивая ее равной рассчитанному по формуле (1) среднему арифметическому от ее значений до h1 и после h2 поворота платформы 4 на 180о.
После этого замеряют вертикальные координаты контрольных точек 5 поверхности детали.
Точность определения необходимой высоты h0 весоизмерительных опор 3 может быть оценена по разности высоты опор 3, замеренных до и после поворота платформы 2 на 180о. Если величина (h2-h1) при однократном применении способа превышает допустимую ошибку определения вертикальных координат контрольных точек 5 детали 1, то способ может быть повторен один или несколько раз, пока не будет достигнута разность указанных высот с указанной точностью.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОНТРОЛЯ ПОВЕРХНОСТИ ДЕТАЛИ | 1991 |
|
RU2020403C1 |
| АБРАЗИВНЫЙ ОТРЕЗНОЙ КРУГ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1992 |
|
RU2008189C1 |
| ОТРЕЗНОЙ АБРАЗИВНЫЙ КРУГ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1992 |
|
RU2041053C1 |
| КООРДИНАТНОЕ ИЗМЕРИТЕЛЬНОЕ УСТРОЙСТВО | 1985 |
|
SU1840370A1 |
| УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ МОМЕНТА КАСАНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА С ДЕТАЛЬЮ | 1991 |
|
RU2014200C1 |
| АБРАЗИВНЫЙ КРУГ | 1993 |
|
RU2053108C1 |
| ОТРЕЗНОЙ КРУГ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1994 |
|
RU2072296C1 |
| СПОСОБ ДРОБЛЕНИЯ ТВЕРДЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2079395C1 |
| ДИСКОВАЯ ПИЛА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1994 |
|
RU2086408C1 |
| УСТАНОВКА ДЛЯ ФОРМОВАНИЯ ТРУБЧАТЫХ ИЗДЕЛИЙ НА ОПРАВКЕ | 1991 |
|
RU2039653C1 |
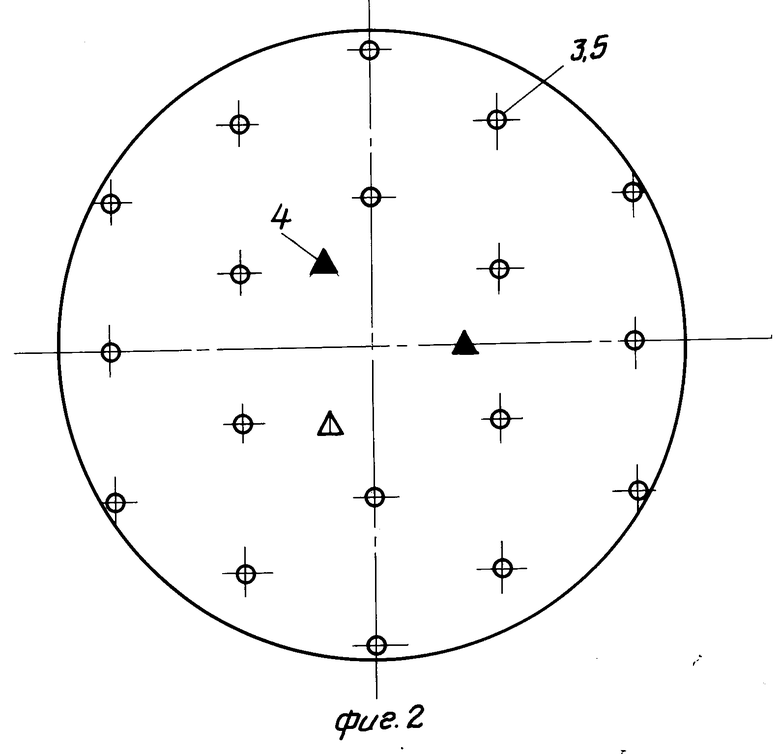
Изобретение относится к способам измерения контуров и кривых и может быть использовано для контроля профиля деталей, эксплуатируемых в невесомости, например рефлекторов антенн или панелей солнечных батарей. Целью изобретения является повышение точности измерения поверхности детали. Способ включает закрепление детали 1 на платформе 2 посредством регулируемых по высоте весоизмерительных опор 3, дополнительное закрепление детали на платформе в трех точках посредством опор 4 постоянной высоты, измерение вертикальных реакций F и высот h1 каждой опоры 3, поворот платформы 2 на 180° вокруг горизонтальной оси, изменение высоты опор 3, пока величины их вертикальных реакций не будут равны величинам вертикальных реакций F этих же опор до поворота платформы, измерение высоты h2 каждой опоры 3, поворот платформы в исходное положение, регулирование высоты каждой весоизмерительной опоры, обеспечивающее ее равной среднему арифметическому от ее значений до h1 и после h2 поворота платформы 4 на 180°. После этого замеряют вертикальные координаты контрольных точек 5 поверхности детали 1. 1 з.п. ф-лы, 4 ил.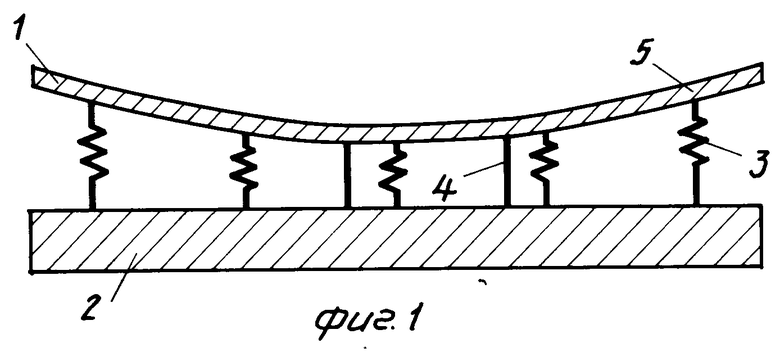
| Способ измерения поверхности антенны | 1985 |
|
SU1252844A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
