Изобретение относится к технологии изготовления полупроводниковых кристаллов на пластинах, в частности перепрограммируемых сверхбольших интегральных схем (СБИС) памяти с электрической записью и ультрафиолетовым стиранием информации (СБИС РПЗУ), и может быть использовано в производстве СБИС памяти, ИС, БИС, полупроводниковых приборов других типов.
Известна дополнительная операция к маршруту изготовления полупроводниковых приборов с низкой степенью интеграции, применяемая для уменьшения концентрации неконтролируемых примесей и дефектов, для повышения выхода годных по электрическим параметрам, а именно операция, получившая название лазерное геттерирование. Суть операции в том, что на обратной стороне кремниевых пластин создается нарушенный слой в виде растра линий с помощью лазера, который при активационной термообработке активируется по различным физическим меxанизмам и собирает на себя, т.е. геттерирует, неконтролируемые, быстродиффундирующие примеси, уменьшая их концентрацию, а также концентрацию различных дефектов в объеме пластин у рабочей стороны, где формируются элементы микросхемы.
Известен способ геттерирования полупроводниковых пластин высокоэнергетическим лазерным лучом [1] в котором для создания нарушенного слоя используется твердотельный лазер на алюмоиттриевом гранате, легированном неодимом (АИГ: Na+) с длиной волны λ 1,06 мкм, работающий в импульсном режиме (ИР) с частотой повторения импульсов 10-20 кГц. Нарушенный слой создается путем испарения кремния с обратной стороны пластины (подложки) на глубину до 15 мкм. Пластина в дальнейшем нагревается для создания дефектов кристаллической структуры, а именно дислокаций, притягивания подвижных к ним до температуры 700-1250о С в течение около 30 мин.
Недостатком способа являеться то, что формирование нарушенного слоя (ФНС) идет в режиме испарения материала пластины под действием лазера, что формирует линии в растре с неровными краями, неоднородными по глубине. Это делает нарушенный слой неоднородным и менее эффективным в отношении геттерирования быстродиффундирующих примесей. Выброс материала пластины кремния при испарении лазером загрязняет как пластину, так и среду, в которой находятся пластины, при изготовлении СБИС РПЗУ. Продукты испарения, частицы кремния, попадают в дальнейшем на рабочую, планарную, сторону пластин и могут явиться причиной брака фотолитографии. Такие частицы хорошо видны на поверхности пластины, как на рабочей, так и на обратной, в темном поле микроскопа в виде светящихся точек. Для их удаления необходимы дополнительные меры, что увеличивает трудоемкость изготовления СБИС РПЗУ. В производстве же СБИС РПЗУ загрязнения рабочей и обратной сторон практически не допускаются, так как ведут к браку.
Известен способ изготовления полупроводниковых пластин с геттерирующей обратной стороной [2] выполняющей функцию геттера при последующих высокотемпературных операциях. На поверхность обратной стороны пластины воздейстует излучением лазера на АИГ:Na+ в ИР импульсами длительностью 250 нм, средней импульсной мощностью 5 Вт в режиме ТЕМоо (одномодового режима работы лазера), с коэффициентом перекрытия 40% для создания геттерирующей сетки дислокаций. Способ отличается тем, что выбирают такие полупроводниковые пластины, обратная сторона которых в щелочно-травленной поверхностной структуре имеет плоскости, проходящий под углом 15о относительно идеальной поверхности. Благодаря воздействию светового излучения указанную обратную сторону расплавляют по меньшей мере частично.
Недостатком способа является то, что он используется только для полупроводниковых пластин с обратной стороной, имеющей плоскости, проходящие под углом 15о относительно поверхности. В реальном производстве СБИС РПЗУ используются пластины с различным видом обработки обратной сторны полированной, химически травленной кислотным или щелочным травителем, покрытой диэлектриком и т. п. Поэтому актуальна разработка более универсального способа ФНС и геттерирования, который бы учитывал особенности технологической обработки обратной стороны полупроводниковых пластин, такие как нанесение номера партии и пластины типа маркировочного знака, наличие на обратной стороне другого слоя, например оксида кремния SiO2, различную чистоту обратной стороны, микронеровности, различную кристаллографическую ориентацию. Способ не оговаривает место включения операции в технологический маршрут, от чего зависит эффективность геттерирования. Существенным недостатком является отсутствие критериев качества проведения лазерной обработки обратной стороны пластины, методики контроля после проведения операции. Способ имеет также недостатки, что и рассмотренный аналог из-за использования ИР работы лазера.
Наиболее близким по технической сущности к заявляемому способу является способ высокоэффективного геттерирвания перегретым расплавом, локально формируемым в кремнии [3] согласно которому на обратной или рабочей стороне кремниевой пластины (подложки) создают нарушенный слой путем импульсного излучения лазера на АИГ: Na+ с λ 1,06 мкм с частотой следования импульсов 5-15 кгц. Нарушенный слой имеет вид растра линий с шагом 0,1-4 мм. При обработке мощность лазера выбирают такой, чтобы довести полупроводниковый материал до температуры плавления, но ниже температуры кипения. В дальнейшем пластины кремния подвергают отжигу для активации центров геттерирования, в роли которых выступают кислородные преципитаты и которые собирают на себя примеси металлов.
Недостатком способа является то, что в ИР трудно получить высокостабильное лазерное излучение с заданной и постоянной плотностью энергии излучения. В связи с тем, что переход от режима плавления к режиму испарения кремния наблюдается в узком диапазоне плотности энергии, менее чем 0,5 Дж/см2, из-за нестабильности энергии лазерного излучения имеет место фактически смешанный режим: и плавления, и испарения кремния. Также для получения малых глубин расплава (т. е. нарушения), менее 15 мкм (в прототипе 1-7 мкм), необходимо или каким-либо способом гасить энергию излучения, или работать при минимальных точках накачки, при которых лазер на АИГ:Na+ работает особенно нестабильно и переходит, как правило, в многомодовый режим с плохой воспроизводимостью. Это приводит к формированию на пластине нарушений, неоднородных по глубине, неровности края линии нарушений, наличию отдельных лунок испаренного кремния, что хорошо видно в оптический микроскоп и другими методами. Это приводит к формированию неоднородного по глубине и площади пластины нарушенного слоя, неоднородного геттера, уменьшение эффективности геттерирования. Хотя уменьшение шага в растре менее 100 мкм могло бы повысить эффективность геттерирования, но при неоднородности нарушений по глубине и площади наблюдается снижение механической прочности пластин кремния и их растрескивание, раскалывание при последующих операциях. Это одна из причин принятой минимальной величины шага, равной 100 мкм. Использование по данному пантенту для СБИС РПЗУ с шагом линий в интервале от приблизительно 400 мкм до 4 мм не дает положительного эффекта геттерирования и роста выхода годных кристаллов, а иногда снижает его по сравнению с текущей технологией.
Общим недостатком рассмотренных аналогов и прототипа является то, что полупроводниковая пластина во время формирования лазером нарушенного слоя укладывается на рабочий столик установки рабочей стороной вниз без принятия каких-либо защитных мер, что приводит к ее механическому повреждению нанесению рисок, царапин, загрязнению микрочастицами различного происхождения. Также за счет сообщения рабочей стороны пластины через отверстие в столике для присоса с форвакуумным трактом рабочая поверхность загрязняется трудноудаляемыми веществами. Повреждения приводят к браку, снижению выхода годных. Другой недостаток состоит в том, что нарушенный слой на обратной стороне пластин формируют, доводя лазером линии растра нарушений до края пластины, что приводит к уменьшению прочности пластины и увеличению вероятности ее растресиквания на последующих высокотемпературных и других операциях. Из дефектных мест на краю пластины (ими являются солы, микротрещины, царапины, линии нарушения, созданные лазером, кристаллографические дефекты и т.п.) в дальнейшем при изготовлении СБИС возможны генерация дефектов типа дислокаций, линий скольжения и распространение их к центру пластины, что уменьшает выход годных схем. Поэтому актуальна разработка способа гетерирования без нарушения без нарушения края пластин при обработке лазером пластин. Недостатком является то, что не оговорен способ контроля за интенсивностью лазерного излучения (контроля мощности или энергии излучения) при формировании лазером нарушенного слоя. Это важно, так как лазеры на АИГ:Na+ обладают нестабильностью излучения, особенно в ИР, и весьма чувствительны к состоянию ламп накачки, состоянию и чистоте оптики, качеству охлаждения активных элементов и т. п. что затрудняет повторяемость, воспроизводимость режима обработки пластин. Недостатком является и то, что не оговорены контрольные признаки, критерии качества и метод контроля самой полупроводниковой пластины после формирования лазером нарушенного слоя на обратной стороне, что не позволяет обеспечить повторяемость и воспроизводимость способа при крупносерийном производстве СБИС. Недостатком является также то, что в аналогах и прототипе не оговорено место включения операции ФНС (лазерное геттерирование) в технологический маршрут, так как известные способы разработаны для полупроводниковых приборов или ИС малой степни интеграции. Для СБИС РПЗУ этот момент важен, так как маршрут насчитывает более 110 операций, из которых значительное число высокотемпературных операций, по разному влияющих на геттерирование. Поэтому место включения операции в маршрут существенно влияет на операцию лазерного геттерирования, связанного с процессами дефектообразования, образования центров геттерирования, диффузии к центрам и из центров неконтролируемых примесей. Велико время обработки пластины при формировании растра.
Проведенные работы по применению известных способов лазерного геттерирования применительно к реальному производству СБИС РПЗУ не дали положительных результатов из-за перечисленных недостатков аналогов и прототипа. Процент выхода годных кристаллов ниже по сравнению с текущей технологией, наблюдался бой пластин из-за растрескивания, и пластины не доходили до конца маршрута. Причина отсутствия положительного эффекта при использовании описанных приемов связана также с существенным отличием СБИС РПЗУ от простых полупроводниковых изделий, для которых и разрабатывались пантенты. СБИС РПЗУ характеризуется большим числом диэлектрических, проводящих слоев, большим количеством диффузионных, фотолитографических и других операций, более высокой степенью интеграции, меньшими размерами элементов, применением пластин большх диаметров толщин, более высокими требованями к чистоте процессов, материалов, газов, реакторов, травителей и т.п.
Целью изобретения является уменьшение дефектности приповерхностного слоя.
Цель достигается тем, что по известному способу геттерирования с лазерным ФНС, заключающемуся в создании одним лучом лазера в ИР на обратной стороне или рабочей стороне полупроводниковых пластин нарушенного слоя в виде растра линий с шагом с последующей специальной термической активацией центров геттерирования, создают при постоянной скорости обработки без нарушения области у края по периметру полупроводниковой пластины с обратной стороны нарушенный слой растр линий, не пересекающих край пластины, перекристаллизованного кремния с шагом 20-100 мкм, с шириной линии большей, чем глубина расплавленного кремния, с хотя бы частично некогерентным, разориентированным затвердеванием расплава относительно монокристаллической пластины, формируемый в режиме непрерывной или импульсной генерации лазера с контролируемой плотностью мощности или энергии соответственно, достаточной для локального расплавления материала, но не достаточной для кипения или интенсивного испарения, причем линейная скорость перемещения пластины или структуры под лучом или луча относительно пластины (линейная скорость обработки) находится в пределах от 5 до 80 см/с, пластина имеет чистую или покрытую слоем, прозрачным для лазерного излучения, диэлектриком, обратную поверхность и шлифованно-травленную или полированную фаску по периметру, после чего измеряется вносимая стрела прогиба, которая должна находиться в пределах 10-100 мкм, причем чем меньше исходная концентрация кислорода и углерода, тем большее изменение стрелы прогиба создается обработкой.
Геттерирующий слой растр линий нарушений формируют после формирования партии пластин, но до химической обработки и гидромеханической отмывки перед первым окислением.
Геттерирующий нарушенный слой формируют на более поздней стадии маршрута через диэлектрик перед химической обработкой, удалением диэлектрика, предшествующей формированию подзатворного диэлектрика МДП-транзисторов. При этом геттерирующий слой формируют кроме непрерывного режима и в ИР с частотой ≥ 20 кГц и с плотностью энергии, достаточной для расплавления материала на глубину при коэффициенте перекрытия точечных нарушений от 0 до 70%
Все перечисленные приемы отличаются тем, что обработку ведут одновременно двумя и более лазерными лучами.
Нарушенный слой формируют также в виде сетки параллельно-перпендикулярных линий, совпадающих с разделительными дорожками на рабочей стороне структур, прошедших фотолитографию, формирующую разделительные дорожки, через диэлектрик в разделительных дорожках или на дорожках, вскрытых до чистого кремния.
При всех перечисленных приемах эффект геттерирования усиливают стандартными термообработками при формировании микросхемы.
Анализ известных способов позволяет сделать вывод о том, что заявляемый способ отличается от прототипа рядом признаков: использованием непрерывного режима работы лазера, применением-формированием нарушенного слоя в виде растра линий, не пересекающих край пластины (структуры), с шагом 20-100 мкм, с нетронутой кольцевой зоной, применением новых параметров при использовании ИР: шага 20-100 мкм и частоты повторения импульсов ≥ 20 кГц, новой последовательностью операций (вначале ФНС, а затем химическая обработка и т.д.), введением двух измерительных операций: контроля концентрации кислорода и стрелы прогиба, а также диапазона значений для концентрации и изменения стрелы прогиба, обработкой двумя и более лучами, использованием стандартных термообработок маршрута взамен специальных, активирующих процесс геттерирования. Таким образом заявленный способ соответствует критерию "новизна".
Сравнение заявляемого способа с протиотипом и с другими техническими решениями в материаловедении и микроэлектронике не позволило выявить в них признаки, отличающие заявляемый способ от прототипа. Известное решение не обеспечивает достаточную эффективность и однородность по площади и объему пластины геттерирования при приемлемом бое, раскалывании структур и высокой производительности при ФНС, что способствует улучшению параметров и росту выхода годных. Это позволяет сделать вывод о том, что заявленный способ соответствует критерию "существенные отличия".
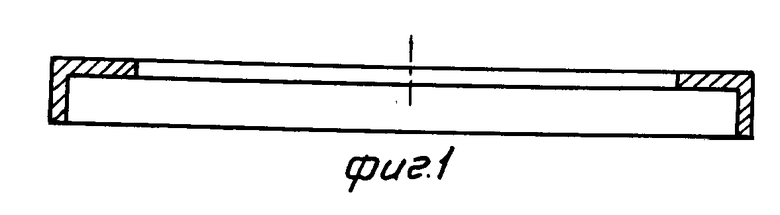
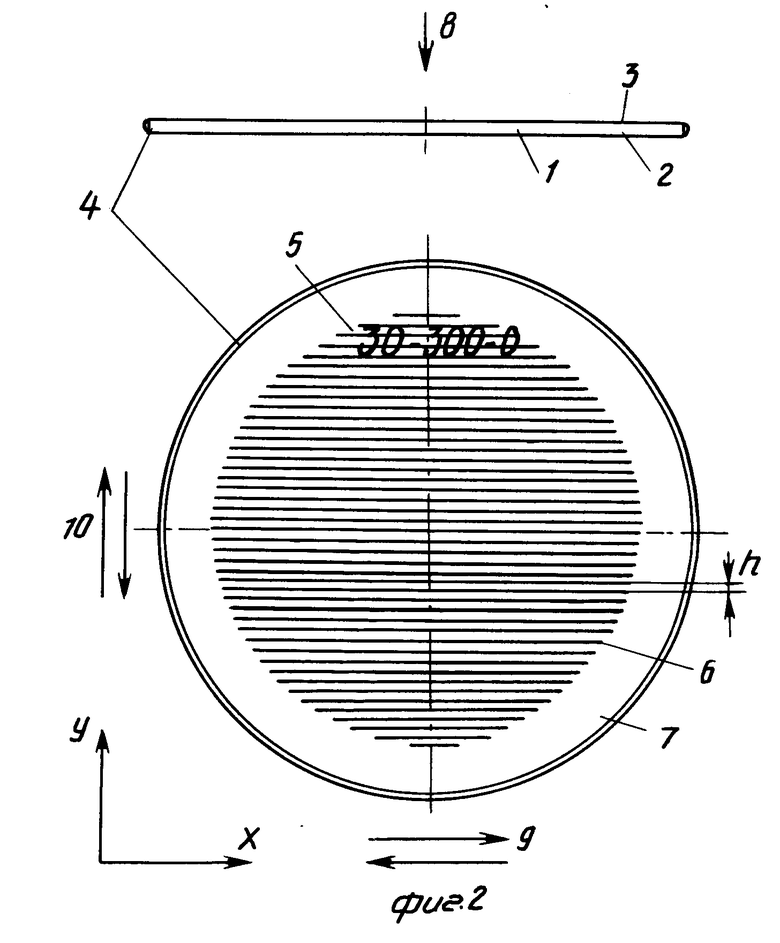
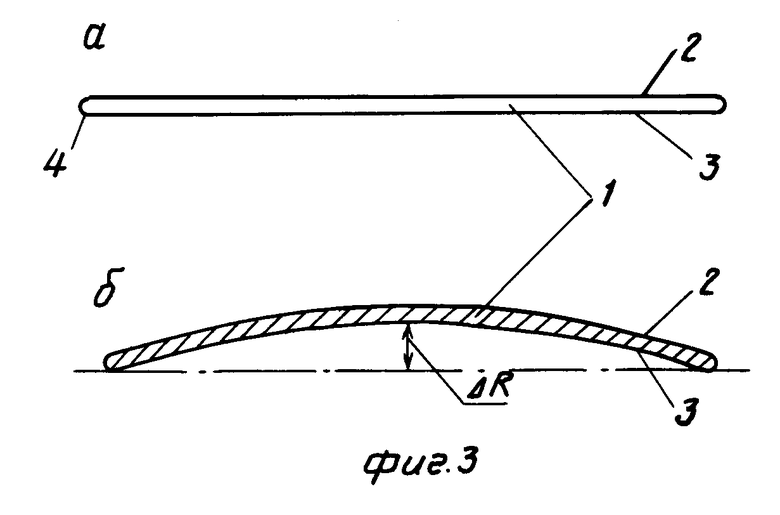
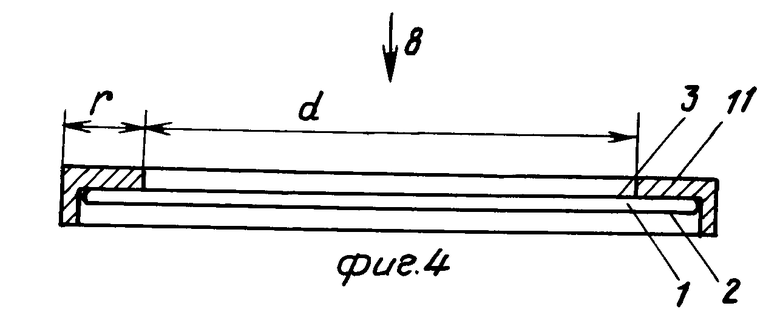
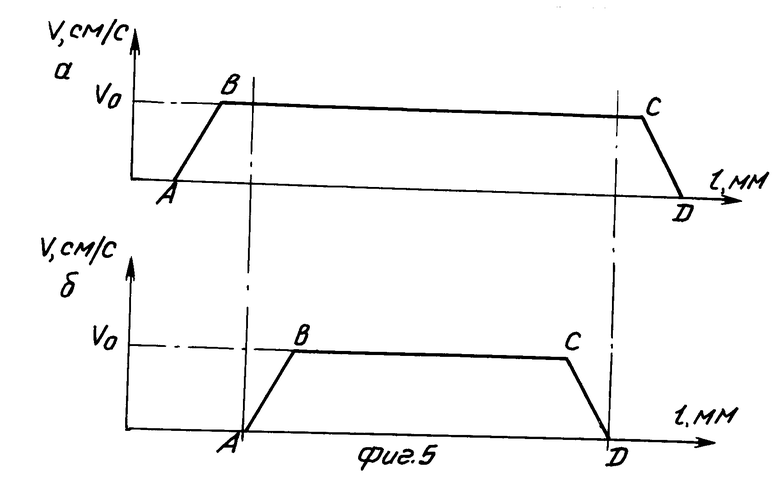
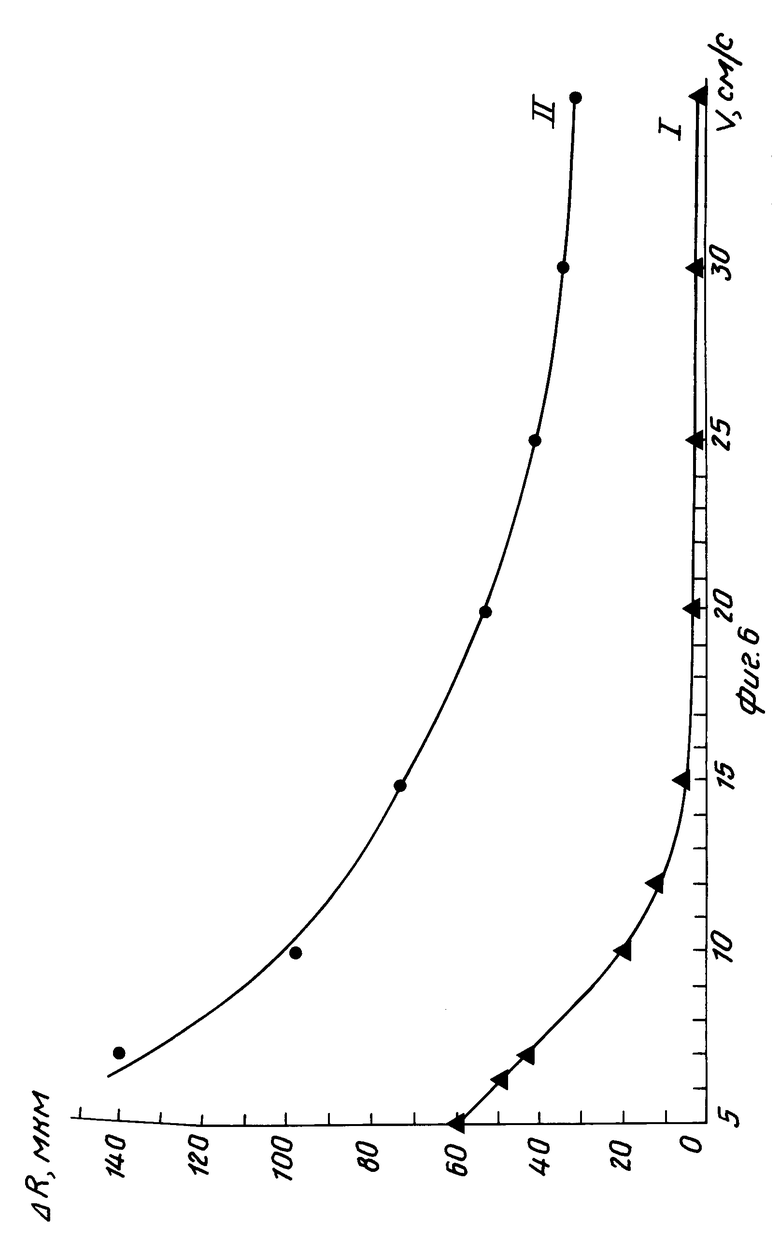
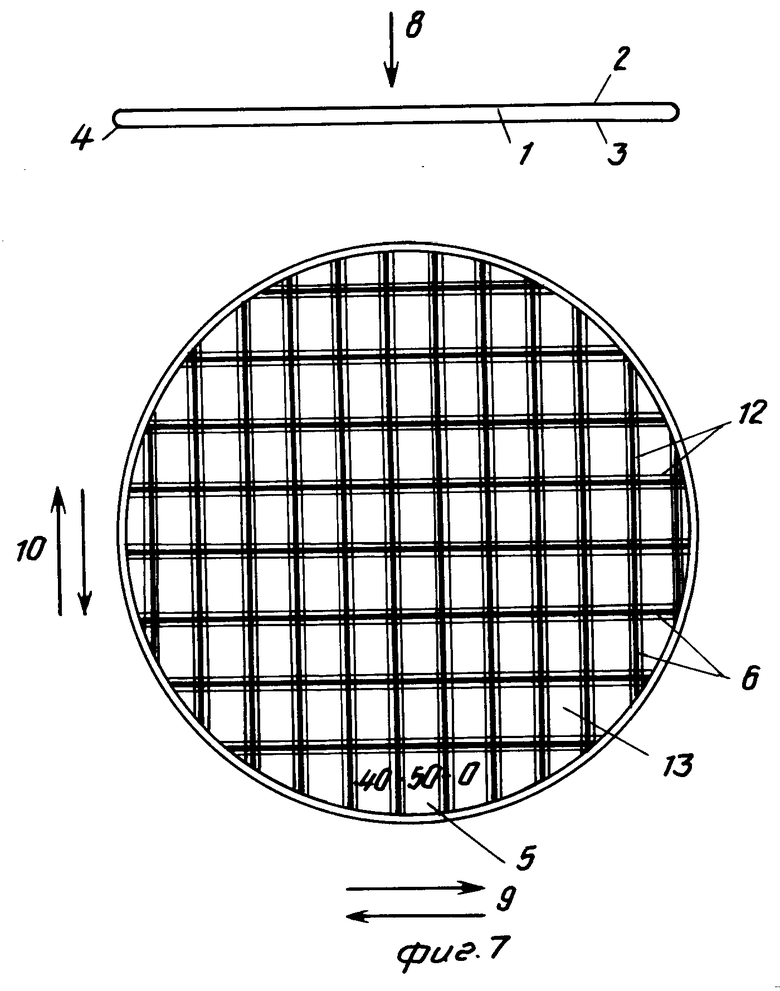
На фиг.1 изображено металлическое кольцо с буртиком; на фиг.2 изображена кремниевая пластина, обработанная по технологии лазерного геттерирования, где 1 полупроводниковая пластина, 2 рабочая сторона пластины, 3 обратная сторона пластины с нарушенным слоем в виде растра линий с шагом h, 4 фаска по периметру пластины, 5 буквенно-цифровая маркировка пластины лазером, 6 растр линий перекристаллизованного кремния или линий, состоящих из точечных нарушений кремния (называемый далее "нарушенный слой"), 7 кольцевая зона по краю пластины, защищенная от излучения кольцом (фиг.1), 8 направление излучения лазера, 9,10 направление движения координатного столика с пластиной по координатам Х, Y под лучами лазера; на фиг.3а схематически изображена пластина до формирования нарушенного слоя; на фиг.3б та же пластина после формирования на обратной стороне нарушенного слоя, приводящего к деформации пластины и появлению стрелы прогиба ΔR R1 R0; на фиг.4 изображена пластина 1 кремния и защитное кольцо 11 с буртиком (фиг.1), 8 луч лазера, направление излучения; на фиг.5а приведена зависимость скорости движения координатного столика от координаты l при ФНС на пластине 1 с применением кольца 11; на фиг.5б зависимость скорости движения координатного столика V от координаты l при ФНС на пластине 1 без кольца с заданием закона движения по программе; на фиг. 6 приведена экспериментальная зависимость введенной стрелы пргиба ΔR от скорости движения координатного столика с пластиной V под лучом лазера при ФНС на чистой кремниевой пластине (кривая I) и при ФНС через слой диэлектрика SiO2 (кривая II) при одинаковой подводимой плотности мощности излучения; на фиг.7 показана полупроводниковая пластина со сформированной структурой СБИС или частично сформированной после обработки лазером рабочей стороны, где 1 полупроводниковая пластина (структура ), 2 рабочая сторона пластины (структуры) после ряда операций, формирующих структуру СБИС и разделительные дорожки; 3 обратная сторона пластины (структуры), 4 фаска по периметру пластины (структуры), 5 буквенно-цифровая маркировка пластины лазером с рабочей стороны, 6 сетка параллельно-перпендикулярных линий перекристаллизованного или частично испаренного кремния (т.е. линии нарушения, состоящие из лунок с перекрытием или без), сформированная в дорожках разделения кристаллов СБИС, 8 направление излучения лазера, 9,10 направления движения координатного столика с пластиной по координатам Х, Y под лучом лазера, 12 линии разделения кристаллов, 13 кристаллы СБИС, разеделенные дорожками.
П р и м е р 1. Формируют партию из 40 или более пластин 1 монокристаллического кремния КДБ-20 с ориентацией (100) диаметром 100 мм, толщиной 460 ± 20 мкм или пластин КДБ-7,5 с ориентацией (100) диаметром 76 мм, толщиной 380 ± 20 мкм, полученных из слитков по Чохральскому, содержащих кислород и углерод в соответствии с ТУ на данные пластины. Пластины имеют шлифовальную или химически или химико-динамически травленную, или шлифованно-травленную или зеркально-полированную обратную сторону 3 и фаску 4 по периметру, шлифованно-травленную или полированную. Для сравнения партию пластин разбивают на две, а в отдельных случаях на три части. Одну половину или часть пластин подвергают лазерному геттерированию, т.е. на них формируют нарушенный слой, другую половину или часть проводят по текущей технологии. В отдельных случаях на части пластин формируют нарушенный слой по технологии прототипа. Группы в дальнейшем проводят совместно по маршруту. Иногда для сравнения нарушенный слой 6 формируют на половине площади пластины, что позволяет на одной пластине иметь область с геттером и без него.
Далее проводят лазерную маркировку пластин с обратной 3 или рабочей 2 стороны, т. е. наносят номер пластины, партии, шифра типа и другую информацию, необходимую для контроля, измерений, идентификации в буквенно-цифровом виде. Затем пластины сортируют по исходной концентрации кислорода No на группы: одну от 7.1017 до 2.1018 см-3, другую менее 7.1017 см-3. Сортировку производят путем измерения концентрации кислорода No методом ИК-спектроскопии на спектрофотометрах отечественном ИКС-29, импортных типа IR-435 или других этого ряда, UR-20, Specord-М80. Возможно разбиение на большее число групп. Разбиение по концентрации кислорода в исходных пластинах позволяет лучше подобрать режим ФНС для более эффективного геттерирования. При этом необходимо ввести тем большее напряжение в пластину, косвенно характеризуемое большим значением стрелы прогиба, чем меньше концентрация кислорода в исходной пластине.
Далее проводят измерение на пластинах исходной стрелы прогиба (фиг.3). На фиг.3а показана пластина с Ro 0, где Ro исходная стрела прогиба (идеализированный случай), а на фиг.3б пластина с R ≠ 0 и схема измерения стрелы прогиба. Для измерения R применимы известные бесконтактные методы с использованием установок Микросенс, модель 6031/341 фирмы ADE (США), измеритель толщины, клина и прогиба 09ЭР-2,5, интерференционные установки или установки частного изготовления.
Затем проводят ФНС (лазерное геттерирование). Цель операции формирование на обратной стороне 3 пластин 1 с помощью лазерного излучения 8 нарушенного слоя в виде растра параллельных линий 6 с определенным шагом h (фиг.2), являющихся перекристаллизованным кремнием, первоначально расплавленным и затем закристаллизовавшимся по механизму твердое жидкое твердое (Т-Ж-Т).
Применяется такая плотность мощности лазерного излучения в непрерывном режиме излучения, которая вызывает локальное ударное плавление, но не кипение или интенсивное испарение Sl. Так как последующее отвердевание происходит в неравновесных условиях с огромными скоростями охлаждения и отвердевания, то имеет место хотя бы частично некогерентная, разориентированная кристаллизация затвердевающего расплава относительно монокристаллической твердой структуры пластины.
Пластина 1 укладывается на координатный столик установки ЭМ-210 или ЭМ-220 рабочей стороной вниз. На пластину сверху накладывается металлическое кольцо 11 с буртиком, (фиг.1 и 4), надежно фиксирующим кольцо на пластине и координатном столике, защищающее от лазерного излучения 8 кольцевую зону 7 по краю пластины. В результате растр линий, параллельных друг другу, формируется только на открытой поверхности обратной стороны 3 пластины, а поверхность в пределах кольцевой зоны остается не поврежденной, с исходным видом. В результате уменьшается возможность при последующих высокотемпературных операциях проникновения дефектов типа дислокаций, линий скольжения, генерируемыз из сколов, царапин, трещин, микротрещин, микровыколов, имеющихся на краю пластины, к ее центральной части за счет блокирования и стопорения данных дефектов кольцевой зоной и нарушенным слоем. Наличие шлифонно-травленной или шлифованной и полированной фаски на краю пластины способствует повышению механической прочности пластин, снижению дефектности края и центра пластин. При этом повышается механическая прочность пластин, и сохраняемость без растрескивания, боя до конца маршрута. Это показано в табл.1.
Одновременно решается задача по обеспечению постоянства скорости движенеия координатного столика с пластиной под лучом лазера в пределах нарушенной зоны 6. Зависимость скорости движения столика от координаты V ϕ (l) для установок ЭМ-210, ЭМ-220 (фиг.5) показывает, что в моменты трогания с места, набора скорости до значения Vo (участок АВ, фиг.5), при торможении (участок СD, фиг. 5), в момент смены направления движения на обратное, скорость движения изменяется от 0 до Vo, затем от Vo до 0. Для обеспечения постоянства скорости V Vo в пределах размеров нарушенного слоя необходимо, чтобы линейный участок ВС на фиг.5а превышал размер зоны обработки на пластине, т.е. необходимо выполнение условия
ВС > d D 2.r, где ВС участок постоянной скорости Vo движения столика (постоянной скорости создания растра линий) на фиг.5а;
d линейный размер незащищенной области, фиг.4 (в частном случае d диаметр), нарушенной области;
r ширина защищенной кольцом 11 (кольцевой области);
D диаметр полупроводниковой пластины 1.
При перемещении координатного столика с пластиной и защитным кольцом под лучом лазера по координатам Х, Y в автоматическом режиме создается нарушенный слой на обратной стороне 3 пластины в виде растра линий с шагом h. При этом столик с пластиной 1 и кольцом 11 перемещается по координате Х на величину AD, большую, чем диаметр круга (площади) пластины, на которую необходимо нанести растр линий 6. Разгон и торможение столика с пластиной и кольцом осуществляется за пределами области диаметром d, на которой формируется растр линий 6. За счет этого существленного отличия обеспечивается постоянство скорости перемещения координатного столика в пределах обрабатываемой площади пластины при наличии нектронутой кольцевой зоны с размером r, т.е. нестабильность скорости движения столика (скрорости обработки) в момент трогания с места, разгона, торможения до момента останова, смены направления и движения в обратную сторону (фиг.5а, участки движения АВ и CD) практически устранена. За счет этого уменьшена нестабильность, неоднородность обработки лазером пластины. При этом повышена однородность глубины расплавления и отвердевания кремния, однородность ширины линии растра, а в конечном счете, и однородность нарушенного слоя 6.
В установках ЭМ-210, ЭМ-220 можно сохранить необрабатываемую лазером кольцевую зону без кольца, а с использованием программного управления координатным столиком для формирования растра линий 6 на площади диаметром d. Такой режим, хотя и исключает необходимость применения кольца, но требует точного совмещения центра пластины 1 с центром области 6 нарушений для обеспечения симметрии и соосности, что затруднительно. При этом также повышается неоднородность скорости движения столика с пластиной под лучом, т.е. неоднородность скорости обработки (фиг.5б). На фиг.5б видно, что при обработке пластины по программе, но без кольца 11 в пределах области обработки d скорость движения столика с пластиной не остается постоянной, равной Vo, а изменяется от 0 до Vo и от Vo до 0 на участках АВ и CD. Это имеет место при формировании каждой линии в растре 6.
Применение кольца 11 позволяет легко добиться соосности нарушенной области 6 и пластины, постоянства скорости обработки в пределах этой области при наличии кольцевой зоны 7, а следовательно, и лучшей однородности обработки по глубине и ширине линии, качеству перекристаллизованного кремния, однородности деформации и напряжений, а в конечном счете, однородности геттера. Для партий пластин, изготовленных с применением кольца, наблюдаются лучшая воспроизводимость и повторяемость, меньший разброс по значению стрелы прогиба, а также больший по партии процент выхода годных кристаллов на пластинах, по сравнению с использованием программного управления (фиг.5б) столиком.
Режим ФНС. Оборудование установка лазерного скрайбирования ЭМ-210 или ЭМ-220, твердотельный лазер на АИГ:Na+ с длиной волны 1,064 мкм типа ЛТИ-501 или ЛТИ-502. Режим работы лазера непрерывная генерация и излучение. Ток накачки ламп лазера 32-37 А. Контроль за относительной средней мощностью излучения непрерывный по току фотодиода ФД-24, установленного со стороны "глухого" зеркала, с тыльной стороны лазерного резонатора. Величина тока 110-150 мкА соответствует максимальной мощности излучения. Плотность мощности лазерного излучения подбирается экспериментально для обеспечения режима плавления кремния под лучом лазера без видимых следов испарения с последующим отвердеванием. Вид фазового перехода в кремний под действием лазерного излучения плавление-отвердевание (т.е. перекристаллизация по механизму Т-Ж-Т) с хотя бы частично некогерентной кристаллизацией расплава относительно монокристаллической пластины в неравновесных условиях, с большими скоростями отвердевания после ухода участка пластины из под луча 8 лазера. Луч 8 диафрагмируется так, чтобы получить ширину линии перекристаллизации в растре не менее чем в 1,5-2 раза больше, чем глубина расплава и перекристаллизации. Шаг нанесения линий в растре 20-100 мкм, 100-350 мкм. Скорость перемещения столика с пластиной под лучом лазера 5-40 см/с. Контроль за фокусировкой луча осуществляется по видеопроектору (ЭМ-210) или видеоконтрольному телевизионному устройству (ЭМ-220). Величина хода координатного столика с пластиной больше диаметра области нарушений, на которой формируется растр линий 6. Диаметр области нарушений меньше диаметра полупроводниковой пластины, равного 76 или 100 мм. Режим движения координатного столика при нанесении и растра линий "круг" или "квадрат". Загрузка и выгрузка пластин ручкая (ЭМ-210), ручная или автоматическая (ЭМ-220).
После ФНС обратная 3 и рабочая 2 стороны каждой пластины 1 обдуваются сжатым инертным газом, например азотом, аргоном, с целью удаления механических частиц разного вида с поверхностей.
Качество формирования нарушенного слоя 6 контролируется по выбранным критериям качества на двух-трех пластинах от партии или на всех пластинах партии. Измеряются ширина линии нарушения, т.е. линии перекристаллизации, глубина линии, величина изменения стрелы прогиба ΔRг по схеме на фиг.3. В общем случае ΔRг Rг Rо, где Rг стрела прогиба на пластине после ФНС (фиг. 3б). Изменение стрелы прогиба ΔRг косвенно характеризует напряжения, введенные в пластину кремния за счет создания нарушенного слоя 6 и после ФНС стрела прогиба должна увеличится. Для пластин диаметром 76 мм оптимальным увеличением стрелы прогиба, определенным экспериментально, следует считать диапазон ΔRг 10-60 мкм, а для пластин диаметром 100 мм диапазон ΔRг 20 100 мкм.
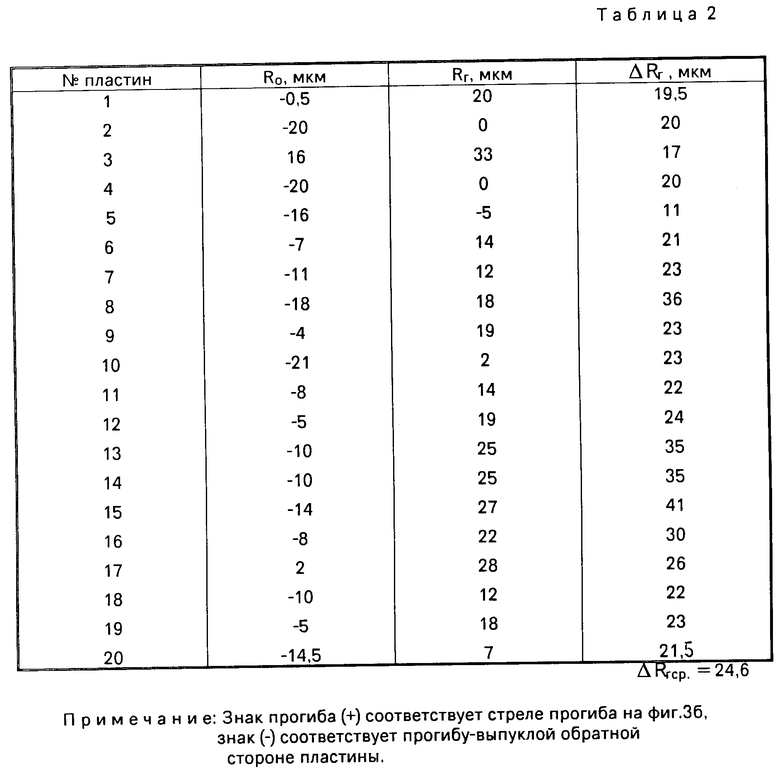
Проведенные исследования партии показали, что если увеличение стрелы прогиба больше верхнего указанного предела, то кристаллы СБИС РПЗУ, изготовленные на таких пластинах, уходят в брак, в частности, из-за несовмещения слоев, растравов, браков фотолитографии и др. что указывает на большие напряжения в пластинах. Если внесенный обработкой прогиб ΔRг меньше указанных нижних границ, то эффекта геттерирования или нет, или он незначителен. В табл. 2 приведены значения Rо, Rг, ΔRг для 20 пластин типичной партии, характеризующейся средним значением ΔRгср 24,6 мкм. Пластины NN 1, 2, 4, 6, 20 имеют относительно слабый геттер, выявленный в виде преципитатов на сколе пластин после активирующих термообработок стандартным травлением сколов. Пластины NN 3, 5 имеют единичные преципитаты, т.е. геттер не сформировался. Наибольшая плотность преципитатов наблюдается на пластинах NN 15, 8, 13, 14, где ΔRг от 35 до 41 мкм. Поэтому определяем значение ΔRг 20 мкм как нижнюю границу для пластин диаметром 100 мм введение геттера. Аналогично определена граница ΔRг 10 мкм для пластин диаметром 76 мм. Что касается верхних границ 60 и 100 мкм, то требования к плоскостности пластин для удовлетворительного совмещения не позволяет выбрать Δ Rгмакс более 60 мкм для диаметра 76 мм и более 100 мкм для диаметра 100 мм. Введение контроля изменения стрелы прогиба после создания растра линий, введения границ снизу и сверху является существенным отличием от прототипа.
Так как при лазерном геттерировании наряду с дефектами решетки кремния центрами геттерирования становятся и кислородные преципитаты, в изобретении учитывается при выборке режима создания нарушенного слоя исходная концентрация кислорода (фиг. 3а). ΔRг должно быть тем больше, чем меньше исходная концентрация кислорода в исходных пластинах. Введенное при ФНС изменение Δ Rг должно находится в пределах от 20 до 100 мкм при исходной концентрации кислорода от 1.1017 до 7.1017 см-3 и от 10 до 80 мкм при No от 7.1017 до 2.1018 см-3. Для каждого типа СБИС эти границы желательно уточнить экспериментальным путем.
Для контроля также измеряется ширина линии перекристаллизации с помощью микроскопа с окулярмикрометром типа МИИ-4, ММУ-3.7. Далее партия пластин 1 (структур СБИС) проходит химическую обработку для очистки поверхностей 2 и 3 после ФНС: серно-перекисную, перекисно-аммиачную, а также гидромеханическую отмывку. Это является существенным отличием от прототипа, без которого положительный эффект рост выхода годных кристаллов на пластине вообще не может быть достигнут. Так как лазерная обработка проводится на воздухе и приводит к определенным загрязнениям поверхностей, то необходима именно предлагаемая строгая последовательность операций. Нарушение последовательности всегда приводило к забракованиям большого числа кристаллов на пластинах.
Далее партия пластин, поступает на первое окисление и далее следует по текущему, общепринятому маршруту.
Геттерирующий отжиг, необходимый для приведения в действие механизма геттерирования неконтролируемых примесей, подавления образования дефектов различной природы в приповерхностном слое, необходимой для активации диффузии примесей и дефектов, совмещен с имеющимися в данном маршруте термическими обработками. Существенное отличие изобретения состоит в том, что дополнительных специфических термообработок нет. Используются термообработки при операциях окисления, диффузии, отжигов после ионного легирования, стабилизирующие отжиги, термообработки при росте слоев и при вплавлении металлизации в кремний. Эксперименты показали, что этих термообработок достаточно, для того, чтобы из нарушенного слоя 6 генерировались дислокации и дефекты упаковки (дефекты кристаллической структуры), которые по мере прохождения маршрута от операции к операции продвигались вглубь пластины (структуры) 1 к рабочей стороне 2. При этом они собирают на себя неконтролируемые паразитные примеси за счет диффузии последних к дефектам. Так, осуществляется один из механизмов геттерирования. Параллельно активируются и действуют другие механизмы, так как исходный кремний содержит кислород и углерод. Образуются зародыши кислородных преципитатов и комплексов вида SiO2, карбида кремния SiC, смешанных кислородно-углеродно-примесных преципитатов. Преципитаты, комплексы при термообработках выше 650о С разрастаются, генерируют дислокационные петли и дефекты упаковки в дальнейшем действуют как геттерирующие центры в объеме пластины, собирая на себя неконтролируемые примеси за счет их диффузии к центрам. При этом снижается дефектообразование в приповерхностной области у рабочей стороны 2 пластин, где формируются элементы СБИС РПЗУ (транзисторы, резисторы).
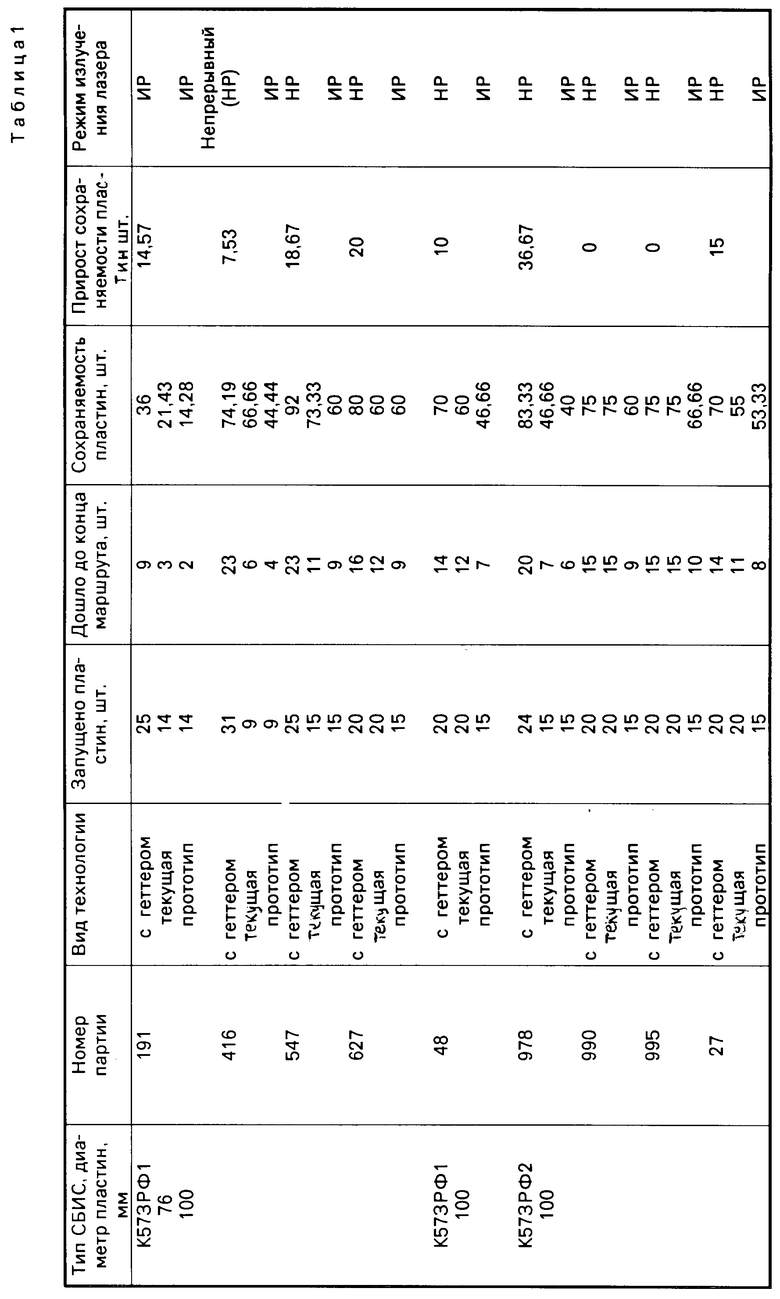
В табл.1 показано, что применение кольца и необработанной кольцевой зоны по периметру у края пластин увеличивает сохраняемость пластин без боя на маршруте от запуска пластин до окончания изготовления как в ИР, так и в непрерывном режиме. До конца маршрута доходит большее число пластин по сравнению с текущей технологией (без лазерной обработки) и технологией, описанной в прототипе. Сохраняемости пластин способствует фаска 4 по их периметру. Из табл.1 видно, что сохраняемость для геттерированных по изобретению пластин 1 на партии 627 на 20% лучше, чем по текущей технологии для СБИС К573РФ1. Для партии 978 К573РФ2 диаметром 100 мм сохраняемость выше на 36,6% по сравнению с текущей технологией. Сохраняемость пластин с геттером по прототипу ниже, чем для текущей технологии (см. нижнюю строчку для каждой партии). Таким образом, наличие фаски 4 и кольцевой зоны 7 увеличивает сохраняемость геттерированных пластин и является существенным отличием.
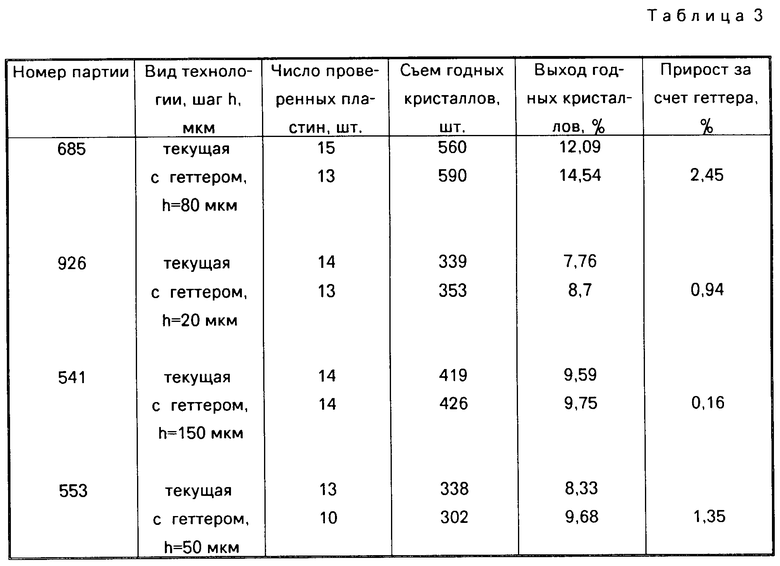
Результаты применения способа (пример 1) для пластин диаметром 76 мм (СБИС РПЗУ К573РФ1) приведены в табл.3, где приведено сравнение выхода годных кристаллов на пластинах на операции "функционирование" на партиях с применением лазерного геттерирования и изготовленных по текущей технологии. Пластины со СБИС, изготовленные с геттерированием по способу, описанному в прототипе, ушли в брак на предыдущих операциях и до функционирования не дошли. Видно, что применение геттерирования по изобретению (пример 1) привело к повышению выхода годных кристаллов от 0,16 до 2,45% для изготовленных партий. Повышение выхода годных произошло в основном за счет снижения дефектности в приповерхностном слое у рабочей поверхности пластин, где сформированы элементы СБИС.
ИР, примененный в примере 1, подробно описан в примере 2.
Из табл.3 видно, что в диапазоне значений шага 20-80 мкм реализуется более высокий процент выхода годных кристаллов, чем при шаге h 150 мкм. В прототипе принят и защищен диапазон значений шага от 100 мкм до 4 мм. Пример дает основание считать, что в совокупности с другими используемыми параметрами при более мелком шаге реализуется более эффективный геттерирующий слой. Поэтому принимается диапазон шага от 20 до 100 мкм. Следует отметить, что h 20 мкм для используемых установок ЭМ-210, ЭМ-220, является минимально реализуемым.
П р и м е р 2. Формирование партии пластин обычно из 40 шт. проводится по аналогии с примером 1. Лазерное маркирование пластин также проводится по аналогии с примером 1. Далее партия проходит часть технологического маршрута изготовления СБИС РПЗУ до химической обработки и гидромеханической отмывки перед хлорным окислением, формирующим подзатворный диэлектрик МДП-транзисторов. Сама химическая обработка еще не сделана.
ФНС производится на частично сформированной структуре СБИС РПЗУ (приблизительно в середине маршрута), причем обратная сторона структуры покрыта слоем, оптически прозрачным для лазерного излучения с λ= 1,064 мкм, например слоем оксида кремния SiO2. При обработке лазером структуры Si-SiO2 через слой SiO2 основная энергия излучения поглощается в кремнии. Под действием излучения кремний плавится, так как Тплавл кремния 1412о С, т.е. ниже температуры плавления оксида кремния SiO2. При охлаждении расплавленный кремний кристаллизуется, а вследствие возникновения градиенов температуры, различия коэффициентов линейного термического расширения у Si и SiO2 структура деформируется, причем больше, чем в случае обработки чистой обратной стороны, как в примере 1. После проведения операции обработанных обратная сторона структуры имеет вид как на фиг.2 с нарушенным слоем 6 в виде растра линий.
Преимущества обработки через слой оксида кремния и ее особенности. На фиг. 6 для случая одинаковой подводимой плотности мощности лазерного излучения для частного случая шага линий в растре 200 мкм приведены зависимости внесенной стрелы прогиба пластин ΔR от скорости сканирования пластин под лучом 8 лазера. Кривая II соответствует случаю, когда обратная сторна 3 пластины покрыта SiO2, а кривая I случаю, когда обратная сторона чистая (по аналогии с обработкой в примере 1). Видно, что при формировании нарушенного слоя через SiO2 более высокие значенгия ΔR реализуются в более широком диапазоне скоростей от 5 до 35 см/с (фиг.6, кривая II) по сравнению с формированием нарушенного слоя на чистой обратной стороне пластины (фиг.6, кривая I). Во втором случае значения R более 10 мкм удается получать лишь в диапазоне скоростей 5-12 см/с. Как уже было сказано, исходя из экспериментов, после формирования нарушенного слоя внесенный прогиб не должен превышать 100 мкм, но и быть не менее 10 мкм для получения заметного эффекта геттерирования. Видно, что при обработке через диэлектрик для получения ΔR 60 мкм допустимо повысить скорость сканирования от 5 до 17,5 см/с по сравнению со случаем обработки чистой обратной стороны. Снижая подводимую плотность мощности при обработке структуры Si-SiO2, можно уменьшить вводимую стрелу прогиба. При меньшей подводимой плотности мощности кривая II опускается ниже параллельно самой себе по оси ΔR. Таким образом, для получения величины вносимой стрелы прогиба (случай обработки чистой обратной стороны), применяя обработку через слой SiO2, можно использовать либо меньшую подводимую плотность мощности или плотность энергии, либо применять более высокую скорость сканирования столика с пластиной под лучом лазера. Из этого нового свойства при обработке через диэлектрик появляются две возможности: использовать менее мощный, а следовательно, более дешевый лазер, что выгодно энергетически; сократить время обработки одной пластины, повысить производительность на операции ФНС (число пластин, обрабатываемых за единицу времени) за счет повышения скорости обработки. При этом процесс плавления и овердевания имеет под защитой слоем оксида, что не только повышает вводимые механические напряжения, но и повышает чистоту процесса перекристаллизации, препятствует испарению Si, т.е. не ухудшает плоскостность поверхности. Таким образом, обработка через диэлектрик является существенным отличием, позволяющим реализовать требуемое изменение стрелы прогиба.
При данном выборе места проведения операции ФНС в маршруте кроме непрерывного режима излучения (пример 1) применим и ИР. При этом линии растра в нарушенном слое 6 имеют вид точечных нарушений, расположенных рядом без перекрытия (К=0) или с коэффициентом перекрытия от 0 до 70%
Режим ФНС. Оборудование установки лазерного сканирования ЭМ-210, ЭМ-220, твердотельный лазер на АИГ:Na+, λ= 1,064 мкм, типа ЛТИ-501;-502. Режим работы лазера импульсный с моделированной добротностью. Частота следования импульсов излучения 20-50 кГц (в конкретном примере 29,9 кГц, при f < 20 кГц глубина нарушений больше 15 мкм, а f 50 кГц предел для установок. Длительность импульсов излучения 250-600 нс (ЛТИ-501) и 10-30 нс (ЛТИ-502). Скорость перемещения координатного столика с пластиной 5-40 см/с. Ток накачки ламп 26-429 А. Шаг нанесения линий в растре 20-150 мкм, 150-350 мкм. Глубина плавления и точечных нарушений (допустимо частичное испарение в линии нарушенного слоя глубина точечных нарушений) не более 15 мкм. Средняя импульсная мощность в одномодовом режиме 8В т (для ЛТИ-501) и 16 Вт (для ЛТИ-502). Ширина линии растра 20-40 мкм, причем больше, чем глубина точечных нарушений в линии нарушенного слоя. Контроль за фокусировкой лазерного луча осуществляется по видеоконтрольному устройству (в ЭВМ-220) или по видеопроектору (ЭМ-210). Диаметр области (площади) нарушений, обрабатываемой лазером, меньше диаметра пластин, как для диаметра 76 мм, так и для диаметра 100 мм. Режим движения координатного столика при нанесении растра линий "круг" или "квадрат". Загрузка и выгрузка пластин ручная (ЭМ-210), ручная или автоматическая (ЭМ-220). Коэффициент перекрытия точечных нарушений в линии расстра нарушенного слоя от 0 (случай отсутствия перекрытия) до 70% Остальные приемы на операции ФНС изложены в примере 1 для непрерывного режима работы лазера.
После операции ФНС обдувают обратную 3 и рабочую 2 стороны каждой пластины (структуры) 1 с сжатым азотом или другим инертным газом с целью удаления механических частиц. Проведение контроля качества пластин (структур) после операции ФНС, аналогично примеру 1. Затем проводят химическую обработку и гидромеханическую мойку, операцию "снятие стекла" (или оксида кремния SiO2), хлорное окисление для формирования подзатворного диэлектрика МДП или МДП с плавающим затвором транзисторов. Далее партия следует по текущему, общепринятому маршруту.
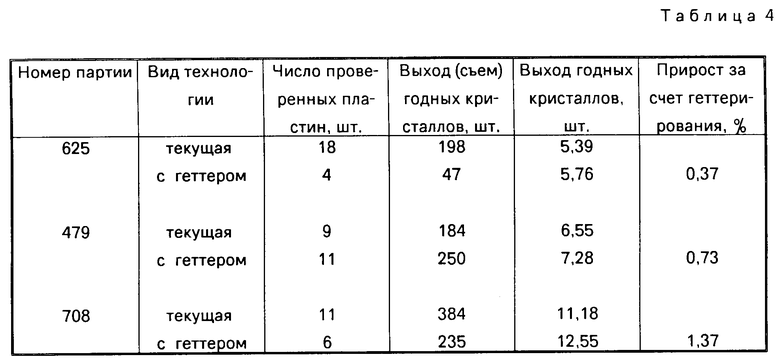
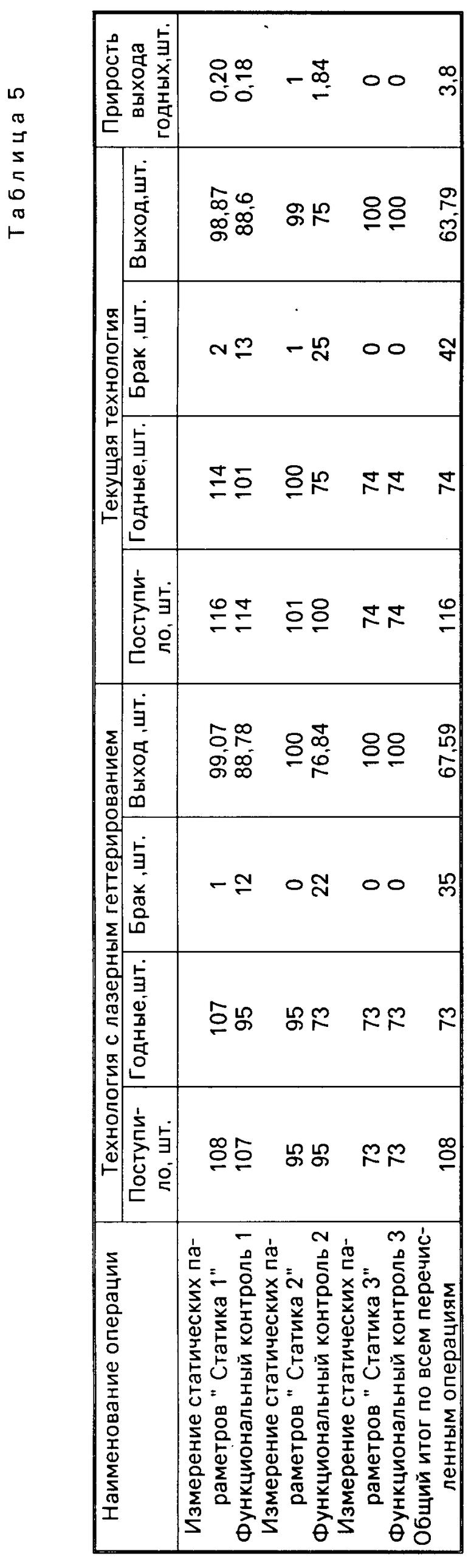
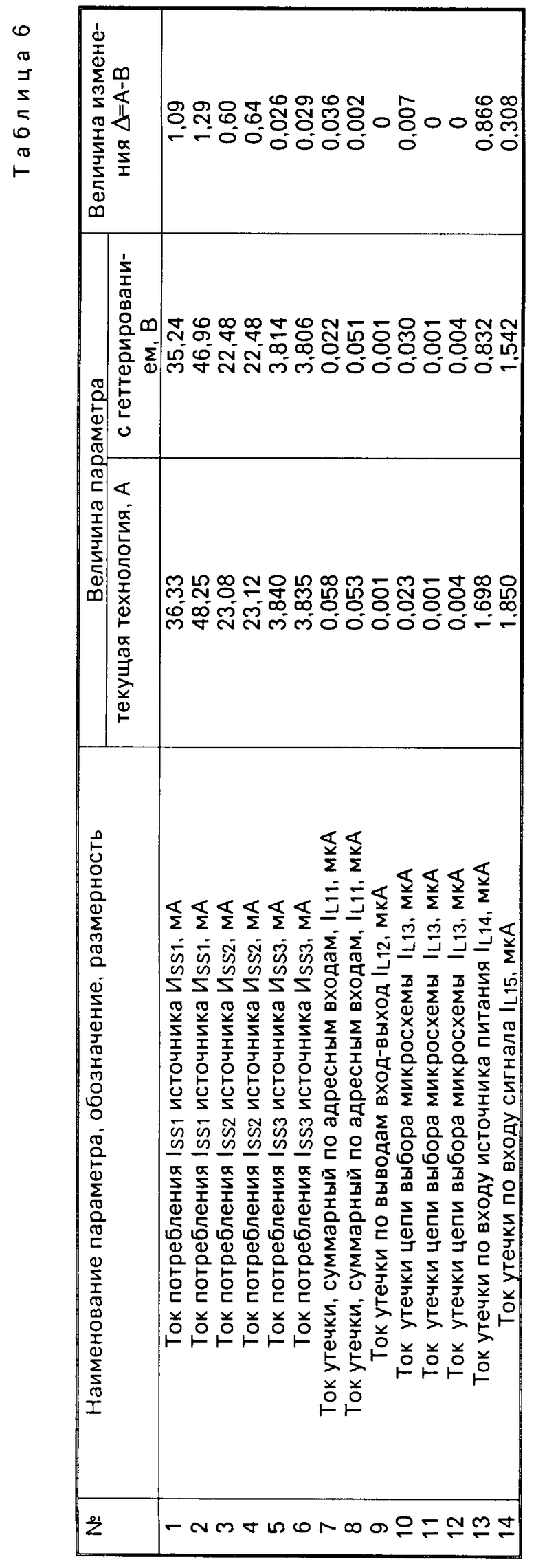
Полученные результаты по примеру 2 для СБИС РПЗУ К573РФ1, изготовленных на пластинах диаметром 76 мм, приведены в табл.4,5,6. В табл.4 представлено сравнение выхода годных кристаллов на операции "функционирование" для трех партий, изготовленных по примеру 2 и по текущей технологии. Видно, что прирост выхода годных за счет применения геттерирования составляет от 0,37 до 1,37% В табл. 5 приведены результаты электрических испытаний приборов СБИС РПЗУ К573РФ1, собранных из кристаллов партии 479, приведенной в табл. 4. Видно, что общий выход годных приборов, собранных из кристаллов с геттерированием (по примеру 2), выше, чем на приборах, собранных из обычных кристаллов той же партии на 3,8% В табл.6 сравниваются электрические параметры годных приборов К573РФ1, изготовленных из кристаллов партии 479 по текущей технологии и с геттерированием по примеру 2. Видно, что приборы К573РФ1 при наличии геттера имеют меньшие токи утечки, что указывает на их более высокое качество изготовления, меньшую дефектность в структуре элементов СБИС по сравнению с обычными приборами той же партии. Существенно уменьшились токи потребления источников питания ISS1, ISS2, ISS3 (см. табл.6) на 1,09; 1,29; 0,60-0,64 мА. Уменьшились токи утечки практически по всем цепям микросхемы (cм. параметры 7-14 табл.6).
Очередность проведения операции ФНС, изложенная в примере 2, является существенным отличием от прототипа, создающим положительный эффект, одновременно еще раз подтверждая как существенное отличие последовательность операций (вначале ФНС, а затем химическая обработка и) и обработку через диэлектрик, по сравнению с обработкой чистого кремния в прототипе.
П р и м е р 3. Проводят партии из 40 пластин кремния марки КДБ-20 с ориентацией (100) диаметром 100 мм, толщиной 460 ±20 мкм для изготовления СБИС РПЗУ К573РФ2, а затем лазерное маркирование пластин с обратной или рабочей стороны. Далее проводят ФНС на обратной стороне пластин.
Режим ФНС. Оборудование установка лазерного геттерирования частного изготовления с расщеплением лазерного луча. Тип лазера твердотельный ЛТН-102А на АИГ:Na+ с длиной волны λ 1,064 мкм. Число лучей лазера, одновременно обрабатывающих пластину (или структуру СБИС), не менее двух. При наличии достаточной мощности или в случае применения аналогичного, но более мощного лазера возможно применение трех и более лучей за счет расщепления основного энергетического луча. Мощность в обрабатывающем луче лазера 40 ± 5 Вт. Ширина линии перекристаллизованного кремния в растре 70 ±10 мкм. Глубина линии перекристаллизованного кремния в растре менее 10 мкм. Шаг нанесения линий в растре h= 70-350 мкм. Скорость перемещения координатного столика с пластиной 40-80 см/с, в частнос случае 60 см/с. Режим работы лазера непрерывная генерация и излучение. Контроль за фокусировкой луча лазера на поверхности пластины автоматический с использованием видеоконтрольного телевизионного устройства. Диаметр обрабатываемой области (площади) нарушений меньше диаметра пластины. Контроль вносимой в результате обработки стрелы прогиба автоматический в процессе обработки. Оптимальная величина вносимой стрелы прогиба для диаметра 100 мм от 20 до 100 мкм (см. пример 1).
Режим обработки двумя и более лучами одновременно при повышенной скорости движения координатного столика с пластиной (40-80 см/с) позволяет сократить время обработки одной пластины до 36 с (производительность 100 пласт./ч для диаметра 100 мм), увеличить производительность на операции ФНС, снизить трудоемкость операции при удовлетворительном качестве. Это является существенным отличием изобретения от прототипа, приводящее к положительному эффекту. Для сравнения можно привести пример для обработки одним лучом по режиму, близкому к прототипу. Так, при скорости обработки 10 см/с, шаге 500 мкм время равно 2 мин 30 с; при скорости 20 см/с, шаге 500 мкм время обработки 1 мин 55 с. Если уменьшить шаг до 20-250 мкм, то производительность по прототипу еще более ухудшится и превысит 5 мин. За счет увеличения ширины линии перекристаллизации до 70 ± 10 мкм и увеличения площади пластины, покрытой нарушенным, перекристаллизованным кремнием, удается ввести большие напряжения в пластину, большие значения стрелы прогиба ΔR (см. табл.7), а следовательно, повысить эффективность геттерирования. После операции ФНС средняя величина введенной стрелы прогиба ΔR для четырех партий на пластинах диаметром 100 мм из 20 пластин каждая составила 89-94 мкм. Это типичные значения ΔR при режиме обработки, описанном в примере 3, обеспечивающие эффективное геттерирование и одновременно отсутствие боя и браков из-за коробления и несовмещения. Это обосновывает выбранную границу в ΔR 100 мкм как существенное отличие, приводящее к эффекту (см. табл.8, 9).
Далее партия пластин следует по маршруту, описанному в примере 1.
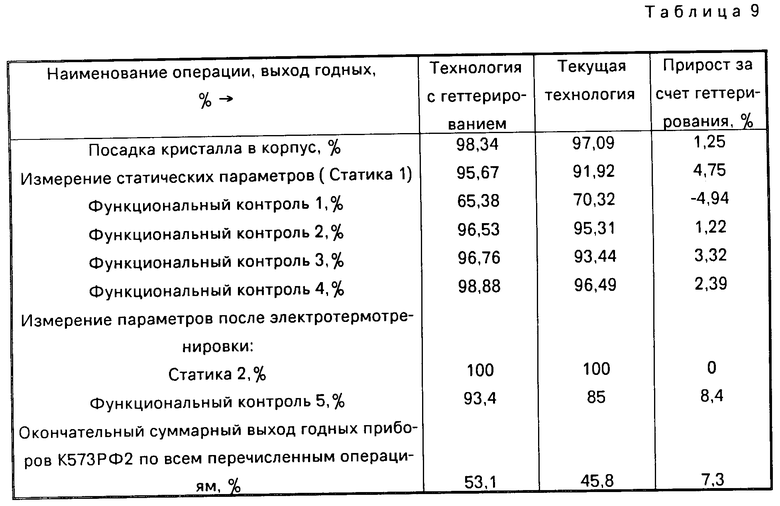
В табл.8 приведены результаты электрических испытаний пластин СБИС РПЗУ К573РФ2, изготовленных на диаметре 100 мм по текущей технологии и с применением геттерирования по режиму примера 3, и показан рост выхода годных на 1,1% Видно, что технология с геттером по изобретнеию позволяет значительно (на 14,54% ) увеличить выход годных кристаллов по электрическим параметрам "Статика", а после окончательного контроля иметь на 4,8 годных кристалла больше с каждой пластины. Потенциально при условии улучшения технологии по изготовлению слоев (на качество изготовления которых геттерирование не влияет) возможно увеличение выхода годных кристаллов на величину до 14,54% В табл. 9 для тех же пластин сравниваются результаты электрических испытаний приборов К573РФ2, собранных из тех же кристаллов, приведенных в табл.8. Из табл. 9 видно, что у приборов, собранных из кристаллов с геттером, процент выхода после операции "электротермотренировка" на последующей операции "функциональный контроль" выше на 8,4% Это доказывает, что приборы из кристаллов с геттером лучше выдерживают электротермотренировку, эксплуатационно более надежны, имеют меньше отказов по сравнению с приборами на основе обычных кристаллов. Из табл.8 видно, что кристаллы с геттером имеют более высокие значения параметра "Напряжение программирования" (по физической сути это напряжение пробоя при токе 10 мкА) U 28,05 В по сравнению с текущими кристаллами 26,06 В. Из табл.9 видно, что после всех электрических испытаний выход на приборах, собранных из кристаллов с геттером, на 7,3% выше, чем для приборов, собранных из текущих кристаллов.
П р и м е р 4. Исходные пластины, описанные в примере 1, проходят операции "формирование партии", "лазерное маркирование", "химическая обработка и гидромеханическая отмывка" и т.д. а также хотя бы одну фотолитографию, формирующую на структуре разделительные дорожки, иначе называемые линиями разделения кристаллов (фиг.7, позиция 12).
Выполняют операцию ФНС. Нарушенный слой (линии нарушений) формируют на рабочей стороне структур, но не в виде растра, как на фиг.2, а в виде сетки параллельно-перпендикулярных линий перекристаллизованного кремния, как на фиг. 7, расположенных в разделительных дорожках 12, формируемых или через слой диэлектрика, пропускающий лазерное излучение, например слой SiO2, или на разделительных дорожках, вскрытых до чистого кремния, в зависимости от разновидности маршрута. При этом ширина линии нарушенного кремния больше, чем глубина расплава и отвердевания (т.е. перекристаллизации), но уже, чем ширина разделительной дорожки. Шаг формируемой сетки по осям Х и Y равен размеру кристалла СБИС РПЗУ по тем же осям Х и Y. Режим формирования сетки линий 6 аналогичен режимам, описанным в примерах 1 и 3, при непрерывном режиме работы лазера. Допустим ИР работы лазера, как в примере 3, но следует особо подбирать режим во избежание испарения кремния и образования лунок или кратеров. Отличие от режимов, описанных в примерах 1,3, состоит в том, что сетку перекристаллизованных линий 6 формируют путем неоднократного прохода по осям Х и Y пластины 1 под лучом 8 лазера с числом проходов (циклов) до четырех-пяти. Это необходимо для формирования нарушенных линий 6, геттерирующих более эффективно, так как при таком способе увеличивается шаг линий нарушения.
Дополнительные данные о режиме ФНС с рабочей стороны структуры. Скорость перемещения координатного столика с пластиной под лучом лазера 5-10 см/c (для лазеров ЛТИ-501, ЛТИ-502) и 40-80 см/с (для лазера ЛТИ-102А). Шаг формируемой сетки линий перекристаллизации 3,56х3,65 или 4,1х4 мм2 для СБИС К573РФ2 и 3,2х4 мм2 для СБИС К573РФ1. Ток непрерывной накачки лазера 37-33 А (соответствует максимальной мощности излучения лазеров ЛТИ-501, ЛТИ-502). Сисло проходов по каждой из осей Х или Y (число циклов) четыре-пять. Мощность излучения для лазера ЛТН-102А 40 ± 5Вт.
После операции ФНС пластины 1 обдувают с двух сторон сжатым инертным газом, азотом, аргоном для удаления частиц. Далее производят химическую обработку, а при необходимости и гидромеханическую отмывку. Затем пластины идут по обычному маршруту.
При описанном варианте геттерирующий области (линии нарушений) и геттерирующие центры, формирующиеся при последующих термообработках, оказываются максимально приближенными к рабочей поверхности 2 пластины, где формируются активные и пассивные элементы СБИС (транзисторы, резисторы и т.п.). Это позволяет уменьшить длительность и температуры термообработок, необходимых для активации центров геттерирования, диффузии неконтролируемых примесей и дефектов к геттерирующим областям и центрам.
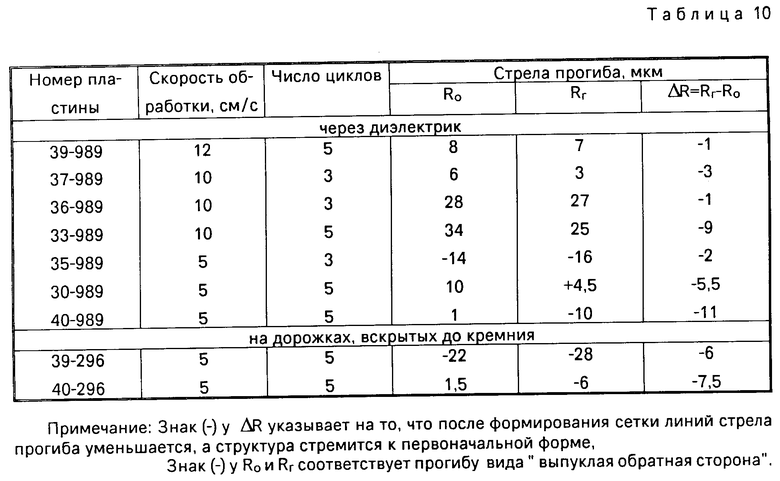
В табл. 10 приведены результаты по формированию сетки с шагом 4,1х4 мм2 на структурах диаметром 100 мм при формировании СБИС К573РФ2 с помощью лазера ЛТИ-502 в непрерывном режиме излучения. Сетка сформирована в дорожках разделения кристаллов через слой SiO2, а также на дорожках, вскрытых до чистого кремния (табл. 10, партия 296). Видно, что при формировании сетки линий как в первом, так и во втором случаях изменяется стрела прогиба, что свидетельствует о введении в структуру напряжений, которые при дальнейших термообработках способствуют геттерированию. При этом наблюдается положительный эффект частичный возврат формы пластины к исходной, т.е. структура после формирования сетки становится более плоской (см. значения R в табл.10). Причем при постоянной скорости при увеличении числа циклов с трех до пяти величина ΔR больше (см. табл.10 для пластин 37, 36, 33 при V10 см/с или для пластин 35, 30, 40 при V5 см/с). Поэтому необходим неоднократный проход структуры под лучом лазера при формировании сетки.
С помощью фокусировки оптической системы, диафрагмирования луча лазера, относительно несложно добиться, чтобы ширина линии нарушений была уже, чем ширина разделительной дорожки, задаваемой конструкцией микросхемы, а линия не нарушала целостности кристалла СБИС.
При постоянной мощности лазера, постоянной плотности мощности, с повышением скорости движения столика со структурой (т.е. скорости обработки) вносимые напряжения падают и ΔR (см. табл.10, для V 12 м/с Δ R -1 мкм) малы. Поэтому в примере 4 выбрано максимальное знаечние скорости V 10 см/см для использованного лазера ЛТИ-502. При V < 5 см/с увеличивается глубина проплавления (глубина перекристаллизации), увеличивается опасность проникновения дефектов в активную зону СБИС, например дислокаций, что нежелательно или недопустимо, а также резко падает время обработки одной пластины, т.е. производительность на операции. Поэтому скорость V 5 см/с выбрана за минимальное значение.
П р и м е р 5. Приемы, изложенные в примере 1 или 2 или 3 объединяются с приемом, описанным в примере 4, и выполняются совместно. В результате обработок формируются растр линий перекристаллизованного кремния на обратной стороне пластины или структуры, а после прохождения части маршрута (после формирования разделительных дорожек) и сетка параллельно-перпендикулярных линий, в разделительных дорожках 12. При объединении приемов по примерам 2 и 4, вначале может выполнятся обработка, описанная в примере 4, а затем обработка, описанная в примере 2. Пластины, структуры после такой более сложной обработки лазером с двух сторон имеют обратную сторону как на фиг.2, а рабочую сторону как на фиг.7.
Изобретение может быть реализовано для других полупроводниковых приборов на полупроводниковых пластинах, а также для ИС, БИС, СБИС, СБИС других классов и типов.
Использование предлагаемого способа геттерирования обеспечивает по сравнению с существующими способами следующие преимущества. Уменьшение эффективности в приповерхностном слое пластины или структуры за счет эффективного геттерирования по изобретению приводит к уменьшению токов потребления, уменьшению токов утечки микросхемы (т.е. улучшению параметров микросхемы), а также повышению выхода годных кристаллов и приборов. За счет применения фаски, нетронутой кольцевой зоны, непрерывного режима излучения лазера или вместо непрерывного импульсного излучения увеличивается сохраняемость пластин с нарушенным слоем на всем технологическом маршруте с одновременной возможностью использования более мелкого шага от 20 до 100 мкм. Обеспечивается более высокая чистота процесса изготовления СБИС за счет того, что нарушенный слой формируют всегда до химической обработки и гидромеханической мойки. Создается нарушенный слой, максимально приближенный к приповерхностному слою пластин (структур), к элементам СБИС за счет формирования сетки линий на рабочей стороне в разделительных дорожках. Снижается время обработки пластины, увеличивается производительность при формировании нарушенного слоя за счет одновременной обработки пластины двумя и более лазерными лучами одновременно. Не требуется дополнительный специальный термоотжиг (термообработка) для активации геттера, так как эту функцию выполняют стандартные термообработки при формировании микросхемы. Удается вводить в пластину (структуру) большие напряжения, т.е. более высокие значения изменения стрелы прогиба при более высокой скорости обработки при постоянной подводимой мощности или при меньшей подводимой плотности мощности, за счет формирования нарушенного слоя через оптически прозрачный для лазерного излучения диэлектрик.
Сохраняемость пластин при прохождении маршрута изготовления СБИС РПЗУ К573РФ1, К573РФ2 от запуска до конца маршрута без растрескивания; со сформированным нарушенным слоем при наличии нетронутой кольцевой зоны, изготовленных по текущей технологии и по технологии прототипа (см табл.1).
Изменение стрелы прогиба Rг на пластинах диаметром 100 мм в результате формирования нарушенного слоя на исходных пластинах (см табл.2).
Результаты функционирования типичных пластин диаметром 76 мм СБИС РПЗУ К573РФ1, изготовленных по текущей технологии и с применением лазерного геттерирования по режиму, описанному в примере 2 (см табл.4).
Сравнение результатов электрических испытаний приборов СБИС РПЗУ К573РФ1, собранных из кристаллов (см. табл.4), прошедших геттерирование по режиму примера 2, и приборов, собранных из кристаллов (см. табл.4) изготовленных по текущей технологии (партия 479) (см табл.5).
Сравнение электрических параметров годных приборов СБИС РПЗУ К573РФ1, собранных из кристаллов с геттерированием по режиму примера 2 и из кристаллов, изготовленных по текущей технологии (см. партию 479 в табл.4) (см табл. 6).
Результаты измерения стрелы прогиба на пластинах СБИС РПЗУ К573РФ2 до и после операции ФНС в режиме, описанном в примере 3 (см табл.7).
Сравнение результатов электрических испытаний приборов К573РФ2, собранных из кристаллов (см. табл.8), прошедших геттерирование по режиму, описанному в примере 3, и приборов собранных из кристаллов по текущей технологии (см. табл.8) (см табл.9).
Результаты измерения стрелы прогиба на структурах СБИС РПЗУ К573РФ2 до и после операции ФНС в виде сетки линий с шагом 4,1х4 мм2 на рабочей стороне в разделительных дорожках в режиме, описанном в примере 4 (см табл.10).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ КРЕМНИЕВЫХ ПОДЛОЖЕК | 1996 |
|
RU2098887C1 |
| СПОСОБ ОБРАБОТКИ КРЕМНИЕВЫХ ПОДЛОЖЕК | 1997 |
|
RU2120682C1 |
| СПОСОБ ОБРАБОТКИ ПЛАСТИН КРЕМНИЯ | 1996 |
|
RU2105381C1 |
| Способ изготовления многоплощадочного быстродействующего кремниевого pin-фоточувствительного элемента | 2017 |
|
RU2654961C1 |
| СПОСОБ ПОДГОТОВКИ КРЕМНИЕВЫХ ПОДЛОЖЕК | 1996 |
|
RU2110115C1 |
| СПОСОБ ГЕТТЕРИРУЮЩЕЙ ОБРАБОТКИ ПОЛУПРОВОДНИКОВЫХ ПЛАСТИН | 1998 |
|
RU2137253C1 |
| СПОСОБ ОБРАБОТКИ ПЛАСТИН МОНОКРИСТАЛЛИЧЕСКОГО КРЕМНИЯ | 1996 |
|
RU2119693C1 |
| СПОСОБ ОБРАБОТКИ КРЕМНИЕВЫХ ПОДЛОЖЕК | 2000 |
|
RU2172537C1 |
| СПОСОБ ГЕТТЕРИРУЮЩЕЙ ОБРАБОТКИ ПОДЛОЖЕК КРЕМНИЯ | 1997 |
|
RU2134467C1 |
| Способ изготовления многоплощадочного кремниевого pin-фоточувствительного элемента | 2017 |
|
RU2654998C1 |


Использование: в технологии изготовления полупроводниковых приборов и интегральных микросхем. Сущность: геттерирование осуществляют путем создания нарушенного слоя лазерным излучением импульсного или непрерывного характера с рабочей или нерабочей стороны пластины. Нарушенный слой создают в виде растра линий по периметру пластины, при этом линии растра не должны пересекать край пластины. Раствор формируют с шагом 20 - 100 мкм . Ширина линий растра больше глубины расплавленного полупроводника. Скорость сканирования 5 - 80 см/с. Плотность мощности лазерного излучения достаточна для расплавления полупроводника и не достаточна для его испарения. 4 з.п. ф-лы, 10 табл., 7 ил.
3. Способ по пп.1 и 2, отличающийся тем, что при формировании нарушенного слоя на рабочей стороне пластины его выполняют в виде сетки параллельно-перпендикулярных линий отдельно или в сочетании с выполнением нарушенного слоя на обратной стороне пластины.
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Патент США N 4257827, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
